冷軋熱鍍鋅線拉矯機的升級改造
2018-08-31 11:44:32肖英杰何立遠
中國新技術新產品 2018年17期
肖英杰 何立遠
(河北鋼鐵集團邯鋼冷軋廠,河北 邯鄲 056001)
0 引言
冷軋薄板經過退火后,往往會產生不良的板形。為了達到后續加工要求,我廠冷鍍鋅生產線使用拉伸彎曲矯直機——即拉矯機來改善板形。拉彎矯直機的主要作用有兩大方面:一是改善板形,通過對鋼帶拉伸并且彎曲矯直之后,可以消除鋼帶的邊浪中浪等浪形缺陷;二是改善加工性能,消除材料的各向異性。通過拉伸彎曲作用以后,會使鋼帶在后續的變形時減輕或不再有屈服平臺,從而產生均勻變形,提高加工性能。拉矯機可以使薄板同時產生縱向和橫向變形,從而充分改善薄板的平直度和材料性能。
1 拉矯機設備介紹
我們的生產線采用的拉矯機設備包括兩組彎曲裝置和一組矯直裝置,俗稱兩彎一矯式拉矯機,以及一組換輥裝置。其中每組彎曲裝置包括一個可調節的下輥裝置和一個帶有快速打開/關閉液壓缸的上輥裝置。下輥裝置的嚙合量調節是通過AC齒輪電機(帶內置式抱閘)驅動絲杠機構來實現的,并配有絕對編碼器來控制下輥裝置的位置。矯直裝置由一個可調節的下輥裝置和固定的上輥裝置組成的。下輥裝置的嚙合量調節是通過AC齒輪電機(帶內置式抱閘)驅動絲杠機構來實現的,并配有絕對編碼器來控制下輥裝置的位置。換輥裝置是由一個裝有液壓缸驅動的導輪的框架來完成的。換輥是人工完成的,可以在機器運行過程中進行。
2 目前存在問題
對于固定的鋼種,帶鋼的延伸率是有極限的。為了留出帶鋼在以后加工過程中的延伸率,客戶要求生產線上帶鋼的延伸率盡可能的低。而延伸率越低,帶鋼表面的拉矯紋和云紋越明顯。為了獲得更好的板形,拉矯機必須設定較高的延伸率。客戶要求的低延伸率和板形需求的高延伸率產生了矛盾。
3 解決的思路
如果拉矯只是為了改善板形,則延伸率可根據鋼帶的波浪程度來設定,其基本原則是所選擇的有效延伸率只要大于鋼帶長短纖維,能使鋼帶的最長纖維也產生一定數量的塑性變形即可。拉矯工序的另一個重要作用是消除屈服平臺,防止加工時滑移線的產生。如果為了消除屈服平臺,只施加矯正板形所需的延伸率就夠了。根據試驗結果,延伸率越高,消除屈服平臺的效果越好,要完全消除屈服平臺,必須使延伸率提高到一定數值以上。當拉矯機延伸率提高到一定的程度,就等于給材料進行了一次拉伸試驗,卸載后材料獲得了冷作硬化,再次加載時材料變形則沿著卸載曲線變化,然后再直接進入強化區,不再有屈服點。帶鋼的屈服平臺沒有消除是產生帶鋼拉矯紋的主要原因。一般而言,采取光整機和拉矯機同時使用時,總延伸率控制在一定數值,適當增加光整機的延伸率,減小拉矯機的延伸率,就能獲得較好的加工性能。通常,改變拉矯機的延伸率有兩種方法,在張力不變情況下,減小包角可以降低輥面徑向壓力,從而降低延伸率;在包角不變情況下,通過降低張力措施來降低延伸率。而降低張力往往會影響拉矯機改善板形的能力,所以考慮通過減小包角來降低拉矯機延伸率。考慮加大輥組工作輥輥徑來減小包角,從而達到降低延伸率的目的,以解決上述問題。
4 需解決問題
假定工作輥直徑由30mm變為40mm,壓下量不變的情況下,包角由30°減小到19°(如圖1所示)。
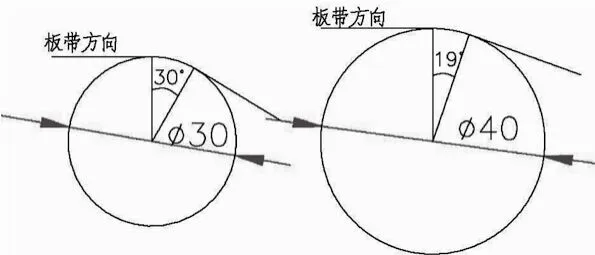
圖1
原則上對原設備盡量少做改動
理論計算(如圖2所示):
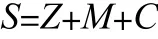
其中:
S=行程(mm)
Z=固定行程=63.65mm(現場確認)
M=拉矯機預設嚙合量
C=補償輥子磨損的修正量
M(示值)=S-(Z+C)
其中:S=絕對編碼器值
總修正量:C=C1+C2≤5
C1=上部裝配量
C2=下部裝配量
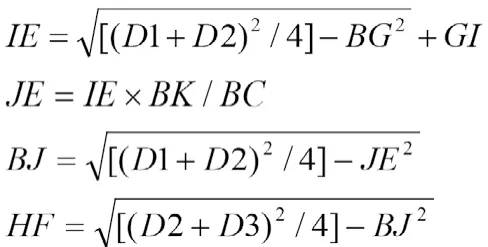
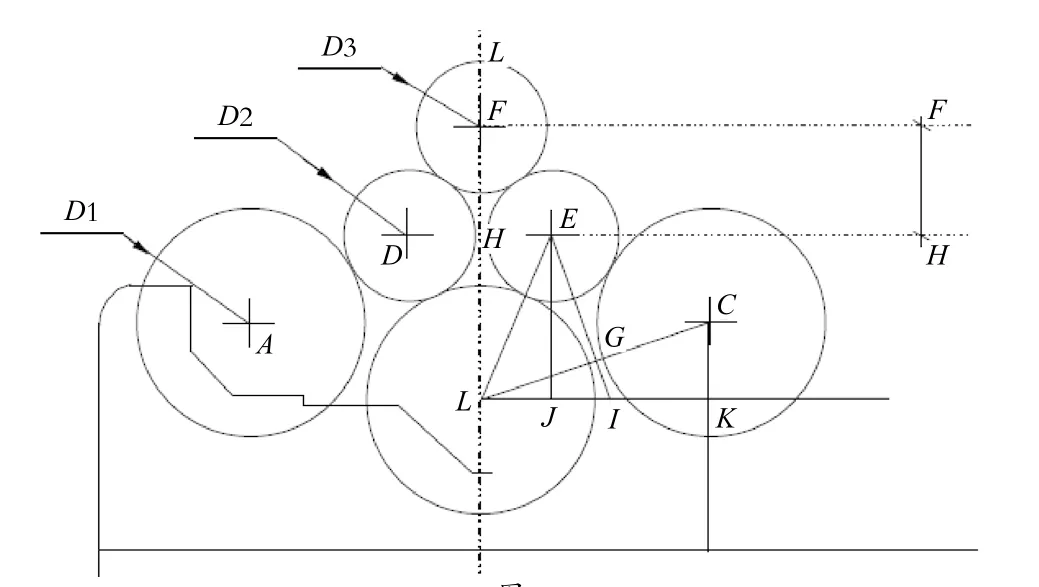
圖2

其中:D1=74mm、D2=40mm、D3=30mm、BG=39.22mm、GI=12.03mm、BK=75mm、BC=78.45mm
得出BL=90.62mm
設計壓下輥直徑由30改為40
由上述公式得出BL=101.92
根據計算,可以直接將D3由30改為40
因為總行程發生變化,設定嚙合量以及設定輕度打開等功能均需對設定值進行修改,所以對程序設定需要進行修正,修正后運行情況正常。
5 改造效果
對換輥前后的延伸率和表面缺陷進行對比見表3。
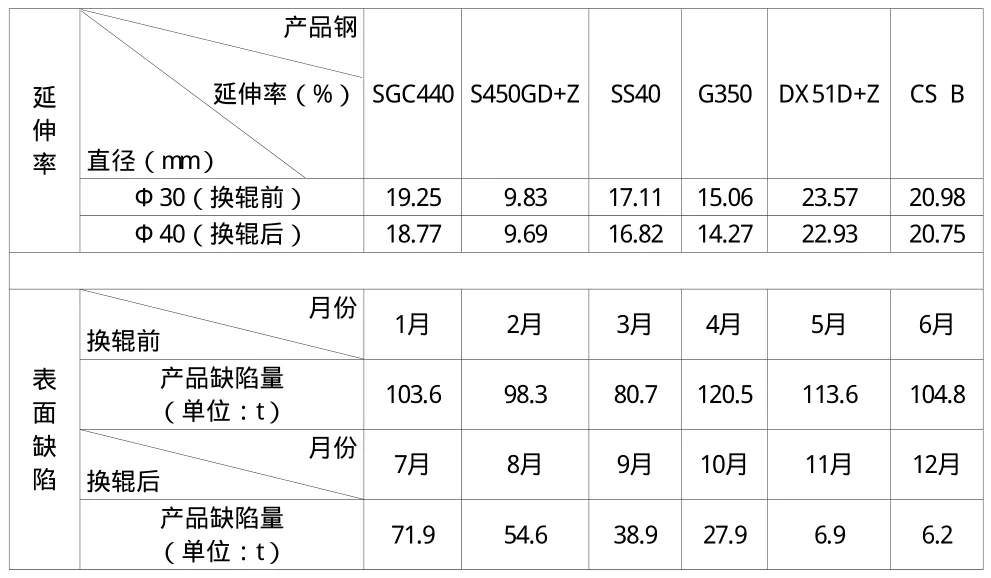
表3
結論
經過上述改造,產品延伸率有了明顯的降低,拉矯紋云紋等表面缺陷也有了明顯減少,達到了預期的目的,改造效果良好。
