玻纖增強PU-RIM儀表板的工藝分析
2018-08-29 07:21:18馬國輝趙寧寧顧榮
汽車實用技術 2018年15期
關鍵詞:工藝
馬國輝,趙寧寧,顧榮
(1.徐州徐工汽車制造有限公司,江蘇 徐州 221000;2.揚州市邗江揚子汽車內飾件有限公司,江蘇 揚州 225119)
前言
由于聚氨酯(PU)具有綜合理化性能好、密度小、揮發性有機化合物綜合指數(TVOC)低、外觀質量好等特點,在汽車內飾件領域有著廣泛的運用。而國外利用長玻纖與聚氨酯潤濕混合注射反應(PU-SRIM)形成硬質泡沫聚合物,可生產高強度的客車(如NEOPLAN,VOLVO)和卡車(如MAN,TGA)儀表板,國內也開始大量使用PU-RIM工藝制造汽車儀表板。
1 工藝說明
基本的結構:外表是一層ABS/PVC表皮,里層為PU/GF(聚氨酯和玻纖混和)。
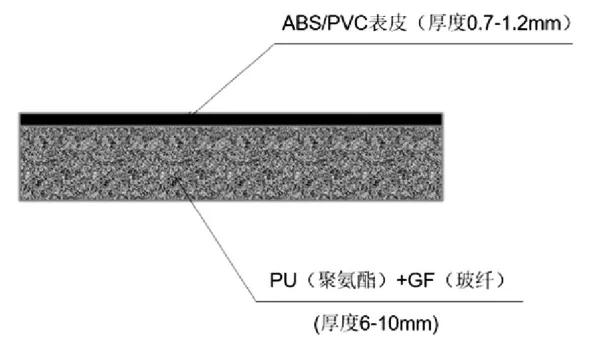
圖1 基本結構圖
基本工藝過程:首先將表皮(PVC/ABS)加熱后吸真空,形成產品的外觀形狀。然后將成型后的表皮放在凹模內,注射混合好的玻纖的PU組合料,結發泡生成半成品制件。最后進行修切裝配。
關于聚氨酯-結構增強注射反應成型 (PU-SRIM),此處的聚氨酯為硬質,可以保證產品的整體結構強度,并使用玻纖增強。
表皮有多種制作方式,還可以使用PVC,TPU搪塑工藝,PU噴涂工藝,不在此論述。而真空吸塑成型表皮的材料也可有變化,以提高其理化、外觀及加工性能。
2 表皮真空吸塑成型工藝過程及優化
真空吸塑成型形成了產品外形輪廓。外觀應當維持基本紋理,并保持顏色不產生變化,外形清晰,特別是陰角處能與模具貼復。
1)過程的影響因素:
a、拉伸比m:
m=L1/ L0,(L0為拉伸前長度,L1為拉伸后斷面長度)
拉伸比m應當保持在一定范圍(比如1.1-1.6之間),過小會產生起皺現象,過大會將材料拉薄,甚至拉通,無法整體成型。
b、加工溫度
加熱溫度過高會導致材料變性及顏色變化,嚴重的會使表皮完全塑化變薄。過低則無法有效成型。不同材料,厚度的表皮加熱溫度和時間需要做一定的調整。
c、真空度
加熱后表皮要借助于真空,才能與模具緊貼合,適度加大真空度用助于提高復雜模具表皮的貼合程度。
2)表皮成型的優化分析
由于吸塑產生拉伸,吸塑過程中會引起的表皮變薄、紋理變淺等一系列性能降低是無法避免的,但可以進行優化。
典型的拉伸模型:

圖2 盆狀拉伸

圖3 島狀拉伸
1)盆狀拉伸
盆狀拉伸可以考慮進行預拉伸的方法,向周邊借料。
2)島狀拉伸
可以考慮提高坡道長度。在加工過程中適度的輔助,包括預拉伸,牽引,可以提高成型表皮的質量。
都可以降低拉伸比在產品設計過程中也應當避免過深的盆狀和過高的島狀,可以通過增加輔助件的方式加以解決。
3 發泡過程的工藝過程及優化
將成型好的表皮放入凹模內,澆注PU與玻纖的混合物合上凸模,進行閉模發泡。發泡定型后開模取出制品,進一步熟化。
3.1 一般缺陷及分析
a空料,在發泡層里出現體積較大的空氣泡,這些氣泡分步在不同位置,其影響不同。A處在表皮層,B泡沫中間層,C內表層。A處的影響最大,由于氣壓增大后會擠壓表皮,使表皮起鼓,一般直徑大于3mm會形成表面缺陷。B處中間層的氣泡即使形成壓力,也難以使整體變形,因而不是特別大的氣泡,不會造成太大影響,C處內表層可能造成內部外觀不好,由于內部最容易發現,所以嚴重度也最低。

圖4 空料圖
空料的原因與多種因素有關,比如與發泡料有關,發泡起泡過快,發泡倍率高,發料混和不均二次發泡。也與模腔形狀有關,狹長的溝槽如儀表的表頭容易空料。與澆注軌跡有關,應當考慮注料均勻,但也要考慮發泡料在模的流動方向。還與模溫有關,模具過高容易使起泡加快。
b產品變形,產品未充分成形就開始出模,熟化過程受力不均。比如試驗表明,模具溫度過低能使發泡層變脆,產品的強度下降。產品變形與玻纖的填充比有關,玻纖含量越高,強度越高,但玻纖過多使發泡料的流動性變差,造成表面外觀不良。
c外觀不良,造成外觀不良的因素也有很多,如前面所述的空料造成的表面起鼓,還有由于模具內部雜質引起表面小坑,發泡件整體收縮很小,對于明顯的壁厚不勻,會產生收縮痕跡。大平面的發泡料流動引起波浪紋。
3.2 發泡件的倒扣的處理方法
a正面倒扣的處理,在出模方法上,一般都不可以沒有倒扣,比如裝儀表,控制面板,出風口的位置。為了產品質量,可視切邊如下裙邊需用表皮包裹,也會產生倒扣。和注塑模具不同的是,發泡儀表板外形更大,并且是在發泡機上進行制作,一般會制作活塊完成倒扣處的出模。
b設定合理的滑塊分模線。原則1,將分模線放在棱角上可以遮擋住。原則2,將分模線放在裝配件內部,原則3,設計上避免A面的主要可視區域使用滑塊分模。
為了減少滑塊分模,調整產品的出模角度,非重要區域的A面,必要時可采用塑料件配合裝配,或者整體成凹模左右分模,可以減少大量前后分型的滑塊。
c背面不能形成倒扣,對于倒扣位置,在出模方向上將其填平。
3.3 預埋件的處理方法
儀表臺發泡件上一般不能像金屬件那樣直接使用螺栓、自攻進行裝配。所以需要預埋金屬件完成裝配功能。
a背面預埋件的處理,在凸模上安裝磁鐵,可以發泡前吸附成型鐵件,發泡后鐵件就與發泡件結合在一起。背面預埋件可以準確地定位,采用外形限位與裝配孔限位的方式。
b由于發泡背面預埋不夠精準,有部分區域背面已經找不到裝配位置,所以對于面板,門件等需要在正面進行預埋,在發泡凹模上安裝高強磁鐵,也可以起到隔表皮進行鐵板預埋,但一般需要重新打孔裝配。
c結合標準件組合,可以使用規范的預埋標準件,如柱形螺母,L形折邊鐵件,Π形鐵件,可以有效提高裝配效率。
4 發泡儀表板的工藝優化設計
4.1 A面的分型考慮
對于儀表臺A面工程師,不僅服務于造型效果,應當做好出模方向與分型考慮,這主要是解決A面倒扣問題。對于一次性無法出模的A面,要做分零件設計。比如司機側下擋板。
4.2 對產品厚度的進行綜合考慮
在基礎厚度的基礎上,盡可能均勻,避免過深的狹谷。
4.3 整體的脫模斜度的考慮
一般主要區域與外平面不要脫模角度不要低于3度。
4.4 減少加強筋
不使用過于高窄的加強筋及裝配平臺,以防止空料及外部缺陷。
4.5 避免過大的拉伸
合理減小盆狀造型的深度和島狀造型的高度。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
