PEI板材粘性介質溫熱脹形試驗及變形規(guī)律研究
2018-08-28 09:12:32高鐵軍許夢龍呂陽杰
機械設計與制造 2018年8期
關鍵詞:變形
高鐵軍,劉 青,許夢龍,呂陽杰
1 引言
聚醚酰亞胺(PEI)是一種琥珀色透明的熱塑性樹脂,具有優(yōu)良的機械性能、電絕緣性能、耐輻射性能及耐磨性能,可在(-160~170)℃下長期使用,已在航空、航天、機械、電子等領域得到了廣泛的應用。目前,對于這種材料制件多采用注射方法進行加工,注塑溫度為(350~425)℃,注塑壓力為(150~200)MPa,注射溫度較高、所需壓力較大、工藝過程復雜。對于一些形狀較為復雜、尺寸精度要求高、生產(chǎn)批量較小的薄壁零件(類似于鈑金件),如果采用注射方法,模具制造難度大、單件生產(chǎn)成本高、并且成形質量也不易保證[1-2]。
如果選用事先制備好的樹脂板材,在一定溫度及壓力條件下進行成形,那么零件的生產(chǎn)周期將會大幅度縮短,生產(chǎn)成本也將會大幅度降低,從而受到航空、航天企事業(yè)及相關高校科研工作者的重視,并已在PC、PEEK、ABS制件的成形中得到了較好應用。文獻[3]進行了PC板材多點成形的研究,通過對PC板材多點成形的數(shù)值模擬,分析了成形溫度、成形壓力、凸凹模圓角半徑等成形工藝參數(shù)對零件成形質量的影響,綜合以上數(shù)值模擬結果確定了最佳的成形工藝參數(shù),并在此基礎上進行了PC板材多點成形試驗,驗證了PC板材多點成形的可行性;文獻[4]通過不同溫度和應變速率下的單向拉伸實驗所獲得的數(shù)據(jù),建立了PEEK材料的Johnson-Cook模型,同時利用ABAQUS顯式動態(tài)分析理論模擬,分析了PEEK在高溫條件下的力學行為,為PEEK板材熱成形的研究提供了一定的參考;文獻[5]確定了PC板材的本構方程參數(shù),建立了PC板材多點成形的有限元模型,分析了多點成形對PC成形試件表面壓痕的影響,研究結果表明減小多點模具的基本尺寸以及增加基本體的球頭半徑可以有效地抑制成形零件表面的壓痕,提高成形零件的精度;文獻[6]通過有限元模擬軟件DEFORM模擬分析了PC板材熱態(tài)氣壓脹形過程,并從幾何形狀變化、應力、應變及壁厚分布等方面對其成形工藝進行了研究,發(fā)現(xiàn)隨著熱氣壓脹形壓力均勻增加至某特定值時,PC板材會有一個突然的變形,突變后的形狀與模具的貼合度較高。
粘性介質溫熱成形是選用在一定溫度條件下具有良好熱穩(wěn)定性和導熱性能的半固態(tài)、可流動和較高粘度的高分子聚合物代替?zhèn)鹘y(tǒng)的凸(或凹)模的一種成形新方法。與傳統(tǒng)的溫熱成形方法相比較,粘性介質能夠自適應于成形板材形狀的變化,有效緩解板材的局部變形、劇烈減薄和頸縮等質量缺陷的產(chǎn)生,可以較大幅度提高材料的成形性能;同時,粘性介質屬于半固態(tài)的粘性流體,成形過程不會對PEI板材表面造成劃痕或劃傷,具有成形試件質量好、尺寸精度高等優(yōu)點。因此,粘性介質溫熱成形方法可為小批量、薄壁類PEI制件的高質量、低成本制造提供一種新的途徑[7-10]。通過單向拉伸實驗確定了不同溫度條件下PEI板材的力學性能,采用脹形方法進行了粘性介質溫熱成形的可行性研究,并對脹形試件壁厚分布、變形規(guī)律、表面質量等進行了分析和討論。
2 試驗材料及方案
2.1 試驗材料
PEI分子結構式,如圖1所示。是由雙酚A、間苯二胺、4-羥基-1,2-苯二甲酸按1:2:2的摩爾比縮合而成。試驗選用的PEI板材厚度為1.7mm,考慮到材料的耐熱溫度和使用條件,分別在20℃、50℃、100℃、150℃和 180℃條件下進行了拉伸實驗,拉伸速度為5mm/min。不同溫度條件下拉伸試件應力-應變曲線,如圖2所示。從圖中可以看出,成形溫度對PEI板材拉伸性能影響較大,隨著溫度的升高,PEI板材彈性變形區(qū)間逐漸減少,從而有利于減小成形試件回彈,提高成形試件的貼模性;同時,隨著溫度的升高,材料的屈服應力逐漸下降,而且材料延伸率先增加后減小,并在150℃時達到最大;當溫度為180℃時,聚醚酰亞胺拉伸試件出現(xiàn)了明顯的發(fā)白現(xiàn)象,從而導致材料延伸率也有所減小,一定條件下影響了PEI板材的使用性能和成形性能。

圖1 聚醚酰亞胺分子結構式Fig.1 Molecular Structural Formula of PEI
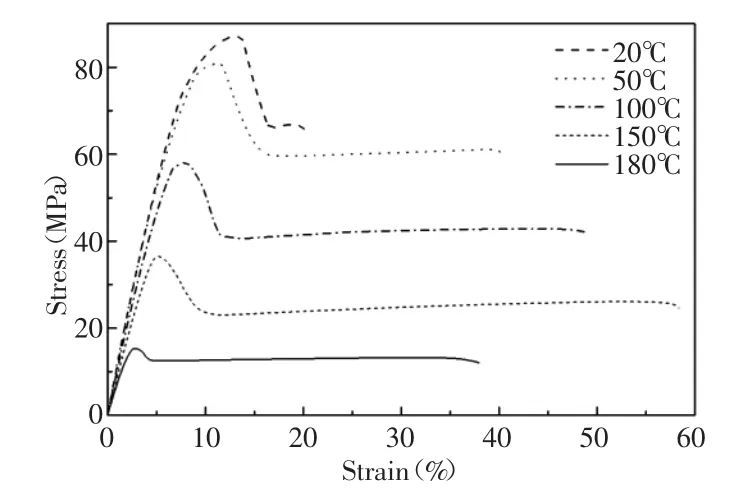
圖2 不同溫度下拉伸試件應力-應變曲線Fig.2 Stress-Strain Curves of Tensile Specimens at Different Temperatures
試驗用的粘性介質為甲基乙烯基硅膠,該材料是由二甲基硅氧烷與少量乙烯基硅氧烷共聚而成的無色透明、粘滯塑性直鏈高分子聚合物。本次試驗選擇的甲基乙烯基硅膠分子量為(60×104)g/mol,剪切粘度為 25000Pa·s,耐熱溫度為 250℃。當成形溫度超過耐熱溫度后,甲基乙烯基硅橡膠將會發(fā)生降解和老化,形成硅氧烷的低聚物環(huán)體及其它小分子。
2.2 試驗方案
PEI板材粘性介質溫熱脹形試驗裝置,如圖3所示。主要由模具、加熱裝置及溫度控制系統(tǒng)三部分組成。考慮到模具和粘性介質的導熱性能和傳熱效率,選擇的試驗凹模內徑為60mm、外徑為120mm、凹模圓角半徑為8mm;同時,選用功率為3kW的半開放式加熱圈進行加熱,溫度精度為±3℃。成形時,通過熱加圈將模具、PEI板材和粘性介質加熱到既定溫度后保溫30min,從而使試驗裝置及PEI板材的溫度趨于均勻。而后通過100t液壓機的頂出缸向上運動壓縮粘性介質迫使PEI板材成形,液壓機頂出缸的頂出速度為5mm/min。考慮到PEI板材的力學性能,脹形溫度分別為20℃、50℃、100℃和150℃。

圖3 粘性介質溫熱脹形試驗裝置Fig.3 Equipment of Viscous Warm Pressure Bulging Experiment
3 試驗結果及討論
對于脹形試驗,通常采用極限脹形高度Hmax來衡量板材的成形性能。試驗過程板材的極限脹形高度越高,其成形性能就越好。此外,對于PEI板材,還需要考慮傳力介質對試件表面質量及光澤度的影響,如果變形后表面出現(xiàn)劃傷或者光澤度發(fā)生變化,也將會影響PEI制件的使用性能。不同溫度條件下極限脹形試件及高度的對比,如圖4所示。20℃、50℃、100℃、150℃條件下PEI板材的極限脹形高度分別為17.4mm、25.3 mm、31.6 mm和36.3 mm。隨著成形溫度的升高,試件極限脹形高度不斷增加。與20℃條件下相比較,150℃時PEI板材的極限脹形高度增加了2.1倍。同時,從圖4中還可以看出,極限脹形試件表面沒有出現(xiàn)劃痕或老化現(xiàn)象,試件表面光澤和透光性也沒有因為材料的變形而發(fā)生變化。從而說明,選用PEI板材,在粘性介質溫熱條件下可以成形出形狀復雜、表面質量好的薄壁類零件。
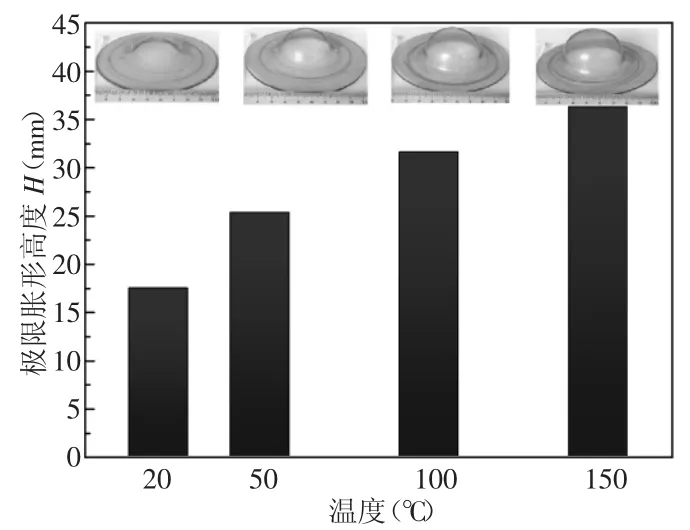
圖4 不同溫度下極限脹形試件及高度的對比Fig.4 Comparison of Limit Bulging Heights and Specimens at Different Temperatures
采用關節(jié)臂測量機得到的不同溫度下的極限脹形試件中心截面形狀及壁厚減薄率變化情況,如圖5所示。從圖5中可以看出,隨著溫度的升高,極限脹形試件輪廓均勻向外擴展,試件壁厚減薄率逐漸增大,最大壁厚減薄率從20℃時的40.9%增加到150℃時的71.5%,均出現(xiàn)在試件的中心區(qū)域,并沿著半徑方向壁厚減薄率逐漸降低。此外,從圖5中還可以看出,不同于傳統(tǒng)金屬材料的脹形過程,在一定溫度條件下PEI板材脹形試件的最大壁厚減薄率在脹形試件中心呈現(xiàn)出區(qū)域性分布,并且最大壁厚減薄率區(qū)域面積隨著溫度的增加而增大。在20℃時,試件最大壁厚減薄率區(qū)域在脹形試件中心±1.5mm范圍內,當溫度提高到150℃,最大壁厚減薄率的范圍增加到了距離中心±15mm范圍內。也就是說在20℃時,極限脹形試件在距離中心±1.5mm范圍內的最大減薄率均為40.9%;而在150℃時,極限脹形試件在距離中心±15mm范圍內的最大減薄率均為71.5%。

圖5 不同溫度下脹形試件中心截面輪廓及壁厚減薄率Fig.5 Central Section Profile and Wall Thickness Reduction Rate of Specimens at Different Temperatures
對于板材而言,其受力狀態(tài)不同,材料的成形性能也會發(fā)生較大變化。為了分析受力狀態(tài)對PEI板材成形性能的影響,對極限拉伸試件和極限脹形條件下的試件最大減薄率進行了測量和對比分析。不同溫度下單向拉伸實驗與粘性介質溫熱脹形試驗的試件最大減薄率的對比結果,如圖6所示。20℃、50℃、100℃、和150℃條件下PEI板材極限拉伸試件的減薄率分別為17.5%、20.8%、20.9%和20.9%,可見在單向拉伸時,當成形溫度超過50℃后,拉伸試件最大減薄率變化較小。而脹形時,20℃、50℃、100℃、和150℃條件下PEI板材極限脹形試件的減薄率分別為40.9%、55.0%、64.3%和71.5%。相比于單向應力狀態(tài),PEI板材在雙向拉應力狀態(tài)下試件的最大減薄率出現(xiàn)了明顯的增大,這說明相比于單向應力狀態(tài),PEI板材在雙向受拉應力狀態(tài)下具有更好成形性能。

圖6 不同溫度下拉伸試件與脹形試件最大減薄率的對比Fig.6 Comparison of the Maximum Thickness Reduction Rate Between Tensile and Bulging Specimens at Different Temperatures
4 結論
(1)在(20~180)℃范圍內,隨著溫度的升高,PEI板材的屈服強度、抗拉強度降低,延伸率和變形能力提高,并在150℃條件下達到了最優(yōu)。(2)PEI板材粘性介質極限脹形高度隨著溫度的升高而增大,脹形試件的最大壁厚減薄率在脹形試件中心,呈現(xiàn)區(qū)域性分布,區(qū)域面積隨著變形溫度和變形量的增大而增加。(3)粘性介質溫熱成形方法能夠滿足PEI板材成形的需要,具有成形質量好、對試件表面光澤及透光性無影響等優(yōu)點。(4)對比極限拉伸和脹形試件的最大減薄率,說明PEI板材在雙向受拉應力狀態(tài)下具有更好成形性能。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36