電烙鐵式錫焊機器人多模組焊接工藝及實現?
2018-08-28 02:50:08程虎
艦船電子工程 2018年8期
程 虎
(武漢數字工程研究所 武漢 430205)
1 引言
錫焊是指在一定溫度下融化成液態的金屬合金,在被焊金屬表面形成新的合金層達到被焊物之間結構上的聯接和電氣上的導電[1]。隨著焊接技術的智能化、自動化[2],采用基于機器人的自動焊接已經成為焊接技術自動化的標志[3]。錫焊機器人起源于日本[4],目前錫焊機器已經成功應用于汽車制造、電子、數碼、LCD(Liquid Crystal Display)等行業[5]。錫焊機器人生產過程中的關鍵部分是錫焊工藝。目前用于錫焊機器人的自動化錫焊工藝主要分為電烙鐵焊接、高周波焊接及激光焊接三大類[6]。在軍工行業由于產品特性要求,電烙鐵式錫焊機器人焊接工藝被廣泛使用。錫焊工藝是錫焊機器人的核心技術[7],得益于加熱技術的發展[8],錫焊機器人的錫焊工藝已經擺脫了傳統電烙鐵的束縛。但傳統的焊接工藝在編程過程中焊接溫度參數需多次調試,效率低,特別是對于溫差值大的焊點焊接不良率大。本文針對上述情況提出了一種多模組焊接工藝方法以及進行了實現。
2 電烙鐵式錫焊機器人原理
2.1 電烙鐵式錫焊機器人組成
電烙鐵式錫焊機器人由焊接工作平臺、手持式示教編程器也稱示教盒[9]、加熱控制器、出錫控制器、焊臂組件、焊咀、焊咀清潔系統、煙霧凈化過濾系統組成如圖1所示。
2.2 電烙鐵式錫焊機器人常規工藝流程
電烙鐵式錫焊機器人常規工藝流程如圖2所示。
通過示教模式[10],由方向鍵進行焊點定位的模擬運動,完成示教任務[11]。示教任務中的新建示教文件、編制示教文件、下載示教文、選擇加工文件幾個步驟在手持式示教編程器上完成,加熱參數設置在加熱控制器上完成。

圖1 電烙鐵式錫焊機器人的構成
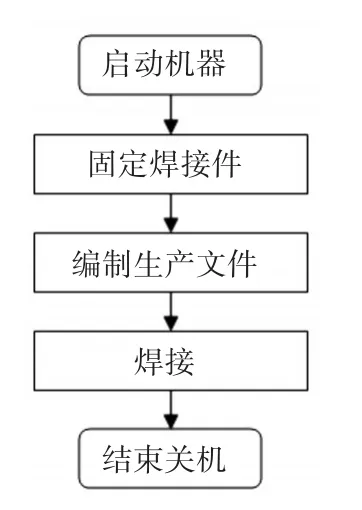
圖2 電烙鐵式錫焊機器人常規工藝流程圖
2.3 常規焊接的現狀
通常,烙鐵頭溫度多被設定在320℃~340℃上下,比錫絲的熔點高150℃左右[12]。隨著電子產業的發展,PCB的集成度越來越高,布局也越來越復雜。PCB上的焊盤大小不一、覆銅厚度不一的情況也越來越常見,以至于焊接中每個點之間的焊接參數值差異也越來越大。常規的焊接工藝方法需要多次試焊調試加熱參數,在各個焊點需求溫度之間找一個合適的平衡溫度值。常規的編程工藝方法不僅效率低,而且面對一些焊接溫度區間窄的元器件、焊接溫度值差異較大的元器件的焊接時,則不能按焊接工藝要求完成焊接。對于這些特殊的點通常采用手工焊接或手工修補的方式來完成。
3 多模組焊接工藝及實現
3.1 多模組焊接原理
將同一PCB上的某一特殊待焊點或某些特殊待焊點作為一類或多個類別的焊接對象,分模組進行編程和焊接。
3.2 多模組焊接工藝的優點
選擇最佳的焊接溫度對焊接質量的保證有相當大的作用[13]。分模組進行編程和焊接,可以針對每個點設置一個合適的或特定的參數,避免了特殊元器件因焊接溫度過高而損傷或因焊接溫度不夠造成的焊接不良的情況。
3.3 多模組焊接工藝
3.3.1 多模組焊接工藝流程
多模組焊接工藝流程如圖3所示。
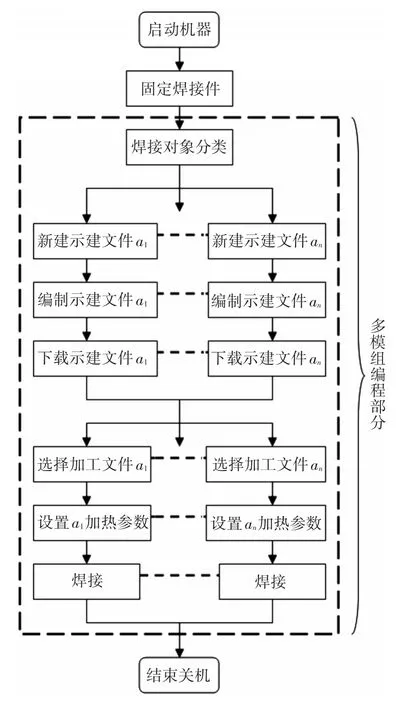
圖3 多模組焊接工藝流程圖
3.3.2 多模組焊接工藝方法
1)根據PCB文件識別所焊器件對應焊盤覆銅面積,一般GND和電源焊盤覆銅面積大,焊接溫度一般比普通點高。
2)查看所焊元器件溫度焊接要求,找出對焊接溫度有特殊要求和焊接溫度值差異大的器件及對應焊接通孔。
3)將覆銅面積大的焊盤、溫度要求特殊的器件焊盤、普通焊盤等按焊接溫度要求分為若干類別,每個類別為一個焊接對象。
4)將每類焊接對象作為獨立的一個文件名保存。
5)打開文件名對焊接對象進行坐標、焊接時間、送錫量、R軸壓力及角度等參數設置,完成后保存。
6)依次調用文件并同時調整加熱溫度參數對PCB板進行焊接直至完成。
3.4 實現
下面試舉一種PCB板的2種不同插件元器件焊接為例。PCB名稱為M,板層為8層,插件器件均為有鉛器件,2種器件為J2(2.54間距雙排針),PWR(6芯2mm單排插座),如圖4所示。

圖4 插件器件J2和PWR
1)找出PCB文件中覆銅面積大的焊盤,如圖5所示。從圖中可以看出J2的兩個GND和PWR的一個GND覆銅面積大。
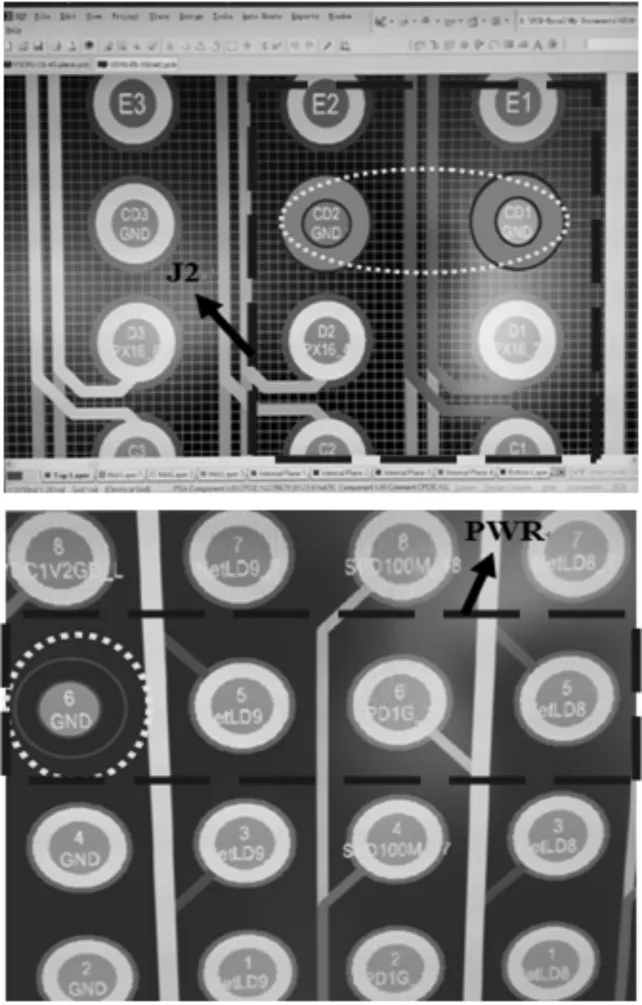
圖5 印制板的PCB文件
2)查看J2(2.54間距雙排針),PWR(6芯2mm單排插座)的焊接工藝溫度要求。J2(2.54間距雙排針)和PWR(6芯2mm單排插座)的焊接溫度范圍為300℃~350℃,J2和PWR的GND焊接溫度范圍為330℃~380℃。
3)根據分析將J2和PWR的GND為一個類別A,J2和PWR的非GND為一個類別B。
4)將A、B兩個類別分別保存為文件名M1、M2。
5)分別打開文件M1、M2并對其焊接參數進行設置,完成后保存。
6)選擇加工文件M1,調整焊接溫度參數,溫度參數設置為350℃,對PCB板進行焊接。待M1焊接完成后,選擇加工文件M2,調整焊接溫度參數,溫度參數設置為380℃,對PCB板進行焊接。
7)待所有文件焊接完成后,完成關機操作步驟。
3.5 實施驗證
對多模組焊接工藝實施進行了驗證并與常規工藝進行了對比,如表1常規焊接工藝的焊接程序只有一個文件程序,所以溫度參數的設置要兼顧多個器件的工藝要求,將上例中的PCB板焊接以常規焊接工藝進行生產,溫度值應該設置在330℃~350℃。

表1 多模組焊接工藝與常規工藝焊接效果對比
4 結語
錫焊機器人的應用使得焊接質量和效率都得到很大的提升,多模組焊接工藝的提出與應用使錫焊機器人焊接工藝得到進一步優化,減少了焊接不良品的發生,提高了產品質量和可靠性。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
求學·理科版(2016年1期)2016-02-29 15:34:46
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34