重型深水海工吊機安裝分析和研究
2018-08-25 02:38:08侯瑞劍王樹山
船舶 2018年4期
侯瑞劍 徐 勇 王樹山
(大連中遠海運重工有限公司 大連116113)
引 言
大型深水海工吊機主要用于海上作業(yè),同時具備水下施工的能力,目前主流設計的最大工作深度為水下3 000 m,使其成為海上工程作業(yè)領域重要的工程裝備之一。隨著大型深水海工吊機在海洋工程領域的應用越來越廣泛,吊機的設計也隨之多樣化。相比于傳統(tǒng)克令吊,深水海工吊機的工作環(huán)境惡劣,抗風險的能力強,系統(tǒng)設計非常復雜;同時,主要部件在船上分布較分散,且各個部件安裝精度要求很高。因此,區(qū)別于傳統(tǒng)克令吊的安裝方法[1],為了滿足深水海工吊機的正確安裝和使用功能要求,必須對該型吊機進行深入的分析和研究,采用新的理念,制定新的安裝方法及精度控制方法,這對未來該類型吊機的安裝將有著較為重大的指導意義。
1 重型深水海工吊機的特點及難點
本文以馬士基深水輔助工程船上重達400 t的RL-KBC型深水海工吊機為例,進行詳細的分析和研究。
1.1 深水海工吊機的特點
(1)400 t RL-KBC吊機為電動型單鉤吊機,主鉤最大起重質量為400 t。
(2)整套吊機系統(tǒng)主要由存儲絞車、牽引絞車、氮氣蓄能器組、液壓動力單元、電氣控制間、補償器和上部提升模塊等7部分組成。其中前5部分均分布于船體主甲板之下的不同位置,補償器貫穿于主甲板,上部提升模塊安裝在主甲板以上的吊機底座上,如圖1和圖2所示。
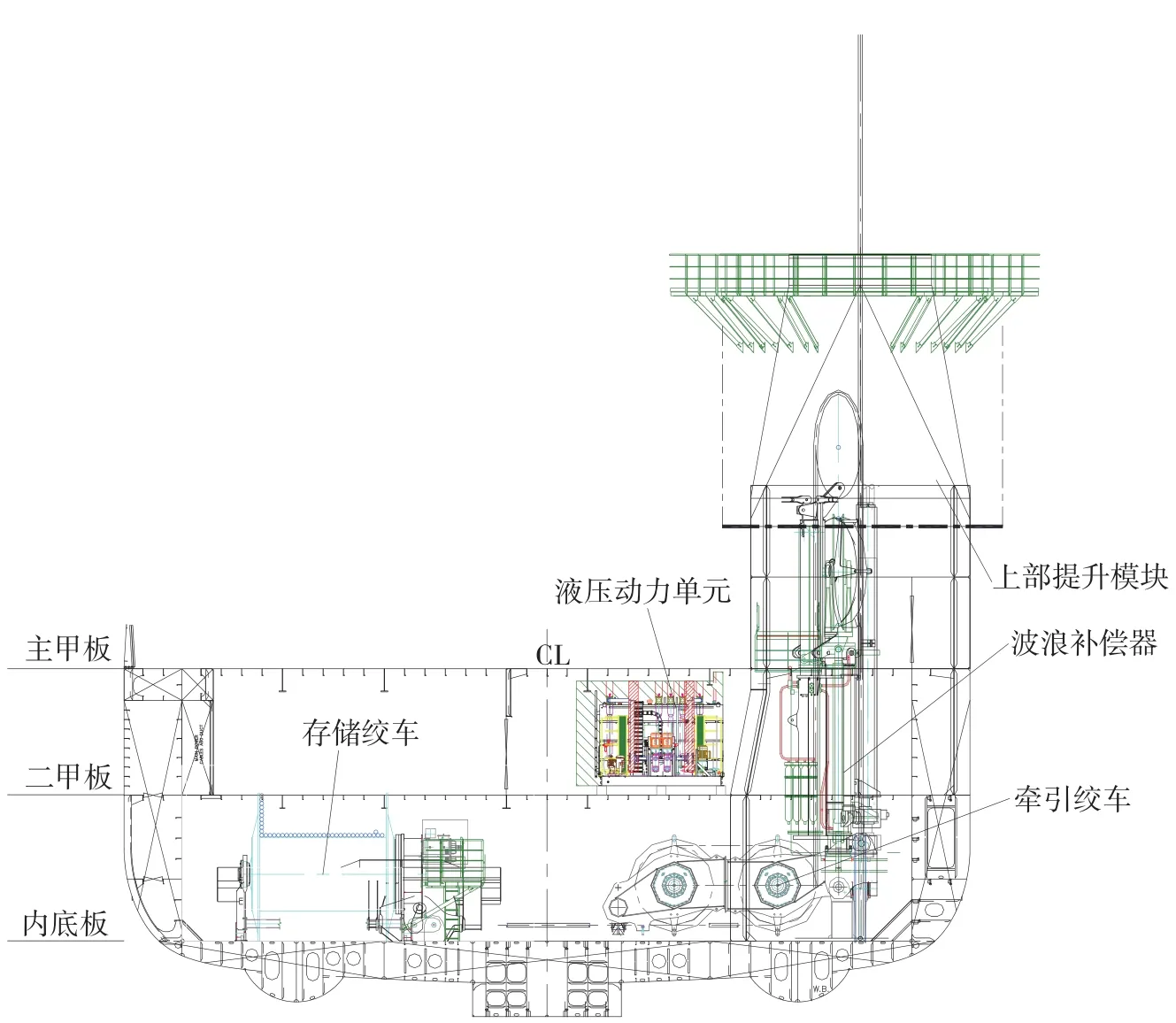
(3)牽引絞車主要承受所有的吊重,存儲絞車主要承擔所有鋼絲繩的自重;存儲絞車和牽引絞車之間有20 t的拉繩力。
(4)補償器豎立在牽引絞車上,通過水平連桿與上部提升模塊的吊筒內部相連。
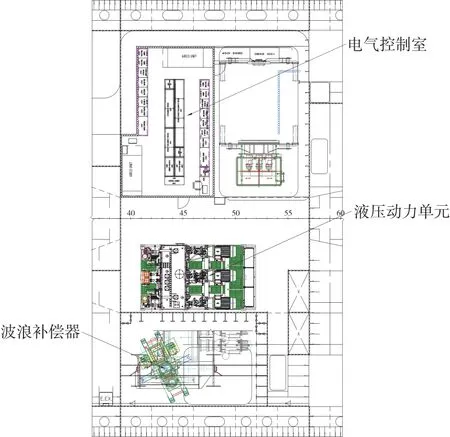
圖2 二甲板平面圖
(5)氮氣蓄能器組和液壓單元分布在不同高度的甲板上,通過管件與補償器連接。
(6)電氣控制間是鋼圍壁結構,內部存放吊機主要電氣設備,以提供動力及控制功能。
(7)直徑為126 mm的主鋼絲繩貫穿于存儲絞車、牽引絞車、補償器和上部提升模塊之間,且鋼絲繩單獨供貨。其安裝為吊機安裝的最后一道工序。
1.2 深水海工吊機安裝難點分析
(1)由于存儲絞車和牽引絞車位于不同的船體分段上,兩個設備的相對位置受分段合攏影響,如下頁圖3所示。
(2)存儲絞車含5個獨立底座,且間距較大(約為5.2 m),且安裝形式均為銷軸方式,底座上銷軸孔制作精度為±0.1 mm,該精度要求非常高。
(3)牽引絞車含3個獨立底座,且間距較大,安裝形式均為銷軸方式,安裝精度很高,為±0.1 mm。
(4)補償器高約12 m,底部與牽引絞車固定,頂端需與上部模塊水平結構對位連接,由于補償器主要承受垂向力,所以必須保證其安裝的垂直度,以免對設備造成局部應力變形,從而影響正常使用。
(5)上部模塊在船舶下水后安裝,給安裝帶來很大的挑戰(zhàn)。
(6)直徑126 mm、長度3 550 m的主鋼絲繩重約265 t,需要在吊機上部提升模塊安裝完成且存儲絞車、牽引絞車調試好后才能安裝。由于鋼絲繩的規(guī)格偏大、長度較長,因此對施工方案有很高的要求。
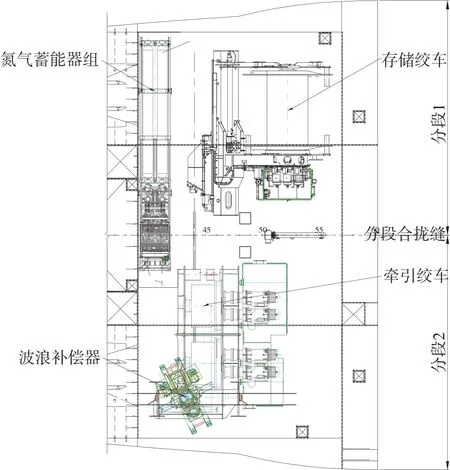
圖3 內底板平面圖
2 重型深水海工吊機安裝措施和檢驗
2.1 存儲絞車和牽引絞車的安裝和檢驗
(1)在制作存儲絞車和牽引絞車底座的時候,底座的整個外形規(guī)格較原設計外形加大5 mm(前提保證不影響設備的安裝)作為預留余量,且在底座制作階段和底座所在分段合攏階段不加工銷軸孔。
(2)在兩個絞車分別所在的分段合攏時,將設備的安裝精度及預留余量為基準,反推算允許的分段合攏精度作為目標合攏精度;在滿足分段合攏建造公差的基礎上,現(xiàn)場采取特殊的分段精度控制方法[2-4],嚴格保證目標合攏精度。
(3)在分段合攏后,重新測量兩個設備的底座定位信息;根據該定位信息,按照設備圖紙的安裝要求,在底座上標記銷軸開孔的位置及大小,檢驗開孔是否超出了圖紙要求(之前已經增加了5 mm的預留余量),底座理論定位信息如圖片4和圖5所示。
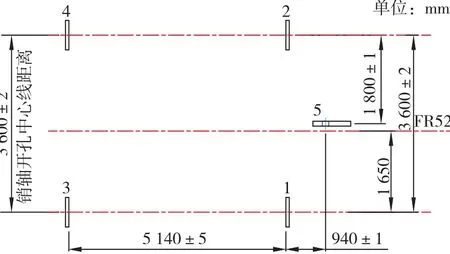
圖4 存儲絞車底座布置圖
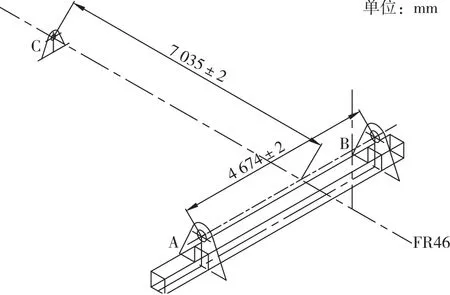
圖5 牽引絞車底座布置圖
(4)在確認標記劃線數據均在要求范圍內,采用特殊機加工設備現(xiàn)場加工銷軸孔。機加工分為兩個階段:第一階段以粗加工為主,以提高孔的加工速度,縮短整體時間;第二階段以精加工為主,在粗加工結束后,需重新校準軸心,以確保銷軸孔最終的定位精度,進而保證兩平行底座的開孔中心(1&2、3&4)在同一軸線上。如牽引絞車底座的A支撐座和B支撐座的銷軸孔中心必須在同一直線;存儲絞車底座的1支撐座和3支撐座,2支撐座和4支撐座的銷軸孔中心需分別在同一直線,且銷軸孔的加工公差不超過±0.1 mm。
(5)在核查底座精度無誤后,吊運設備進行安裝。
2.2 補償器安裝和檢驗
在絞車安裝后,開始安裝補償器。補償器需要豎直吊裝,垂直落座在牽引絞車上,底部通過法蘭形式用螺栓與牽引絞車連接。補償器的上部通過連接桿與上部提升模塊水平結構對位連接,如圖6和圖7所示。
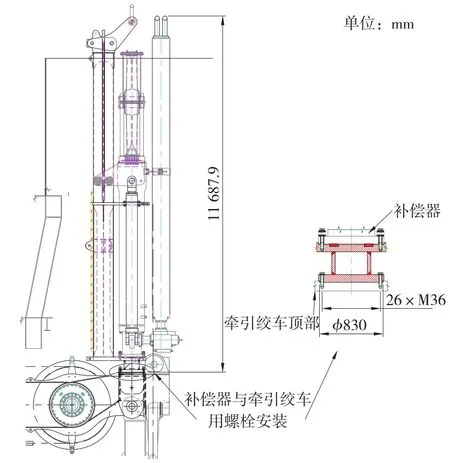
圖6 補償器與牽引絞車安裝形式
因為補償器在Subsea功能時,其滑輪帶動液壓缸做上下往復運動,如果補償器安裝不垂直,將會在工作時產生不平衡的內應力,從而影響液壓缸使用壽命,同時也會使鋼絲繩啃壓牽引絞車、補償器和上部提升模塊中導向滑輪的邊緣,導致?lián)p壞鋼絲繩和滑輪,進而減少整個設備的使用壽命。
作為上述問題的解決措施,在吊機的設計階段對水平連接支撐的設計同樣采用預留余量的方法,要求其中一端的銷軸開孔暫定不開,且使其規(guī)格適當加大以彌補在安裝時產生的誤差,最終在補償器正確安裝后依據現(xiàn)場測量數據開孔。在安裝底部法蘭連接的螺栓時,需要全面檢查并保證法蘭底座與牽引絞車均勻且充分接觸,然后將螺栓力矩打到設計要求的數值。
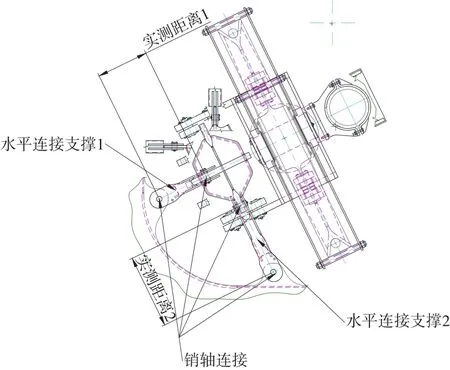
圖7 補償器與上部模塊連接型式
在中途檢驗時,需要重點注意的是:在安裝水平連接桿之前,先將補償器臨時封固,用臨時尼龍纜繩模擬鋼絲繩的正式走向,再使用絞車驅動尼龍繩,以核查補償器的安裝角度是否正確。
2.3 上部提升模塊的安裝和檢驗
上部提升模塊合計重約為500 t, 總高度約為47 m,下部合攏口的規(guī)格為9 m×7 m。該模塊在海上運輸時受到高度的限制,所以采用躺臥式運輸,這導致我們在吊裝安裝時必須先進行翻身或者直立操作。由于運輸船的甲板承載能力不足(即不足以承受在直立操作過程中產生的局部大應力),導致不得不選擇在碼頭或者空中進行翻身操作,同時受到船廠的岸吊起重能力限制,故采用浮式重吊船來完成卸船和安裝。
由于上部提升模塊交貨周期通常較長,到安裝階段船舶已經下水,故需要在海上進行安裝,從而給精度控制帶來了很大的難題。為此,我們采取了如下關鍵措施:
(1)在船臺階段,對吊筒的甲板部分(船廠制作)進行了高精度測量,并標記了安裝檢查線,為后續(xù)上部提升模塊的安裝作準備。
(2)在吊裝上部模塊之前,檢查上部提升模塊上面的安裝檢查線,并對照兩個安裝檢查線,對船上吊筒的甲板部分的上邊緣進行修正,使兩部分的安裝合攏間隙滿足焊接工藝的要求。
(3)在安裝整個過程中,使用三維精度儀實時檢測上部模塊的中心線是否超出允許的偏差。
(4)利用船舶自身的防橫傾系統(tǒng)實時調整船的橫傾狀態(tài),保證在整個安裝過程中都處于正浮狀態(tài)。
(5)在吊筒焊接施工[2]時,嚴格遵循各方認可的焊接工藝,在焊接預熱方面需格外注重。
(6)對于焊接順序,需依據三維精度儀實時檢測的偏差結果,及時調整相應的焊接順序,利用各個位置的焊接收縮量[4]來保證上部提升模塊安裝的垂直度。
2.4 主鋼絲繩的安裝和檢驗
在主甲板下設備調試完畢,且可正常運行后,將安裝主鋼絲繩。主鋼絲繩直徑為126 mm, 長度為3 500 m,凈重約為280 t。依據吊機廠家要求,在安裝鋼絲繩時的預拉伸力為7 t。依據此要求,我們選用了應提供有恒張力功能的絞車產生預拉伸力。鋼絲繩走向參見圖8。
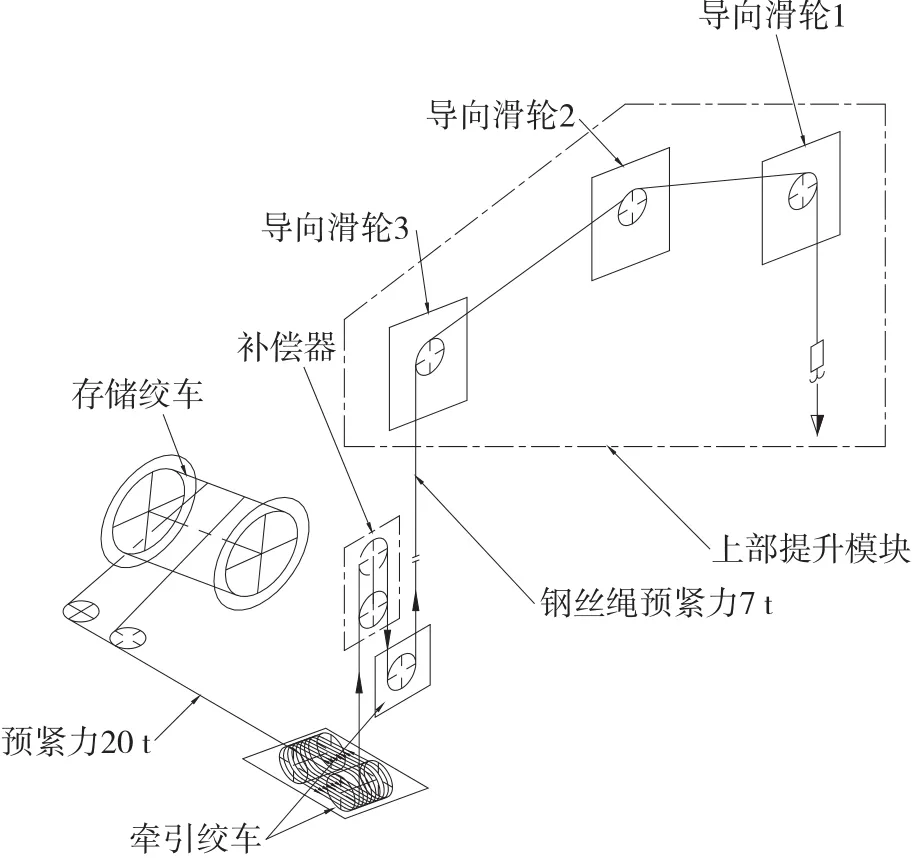
圖8 鋼絲繩走向圖
如圖8所示,主鋼絲繩經過了存儲絞車、牽引絞車、補償器和上部提升模塊中的滑輪和卷筒,且所經過每個滑輪的狀態(tài),都在檢驗相關設備及底座的定位精度是否在之前提到的要求之內。
牽引主鋼絲繩首端到存儲絞車卷筒的固定端的過程,由于在安裝時,懸掛部分的主鋼絲繩重量很大,故需通過三次串引才能完成:第一次用尼龍繩將18鋼絲繩牽引到存儲絞車上;第二次,用18鋼絲繩將38鋼絲繩牽引到存儲絞車上;第三次,用38鋼絲繩將主鋼絲繩端部牽引到存儲絞車上并正式封固,移除所有臨時牽引鋼絲繩和尼龍繩。最后開始正式運行吊機的牽引絞車和存儲絞車直至鋼絲繩全部纏繞到吊機上。
最后,按照標準要求,檢驗每個滑輪和滾筒上的繩槽,鋼絲繩的最大偏離角不能超過2.5°。
3 結 論
對于海洋工程領域的大型設備,基于不同的設計,需要對其進行深入分析,并采用不同的安裝理念去考慮如何正確安裝以及如何保證精度要求。由于精度控制水平將直接影響設備服務質量,因此對于設備供貨商而言,絕不允許存在超差現(xiàn)象。為此,船廠方面從設計階段就應全面考慮整個安裝過程,編制合理的安裝工藝和精度控制工藝文件,監(jiān)督市場施工嚴格按工藝進行施工控制,以免造成返工甚至報廢設備部件的嚴重后果。