基于某型發動機機體加工臥式三面12軸專用鉆床的設計
2018-08-24 08:20:16劉言生
時代農機 2018年6期
關鍵詞:發動機
劉言生
(成都紡織高等專科學校,四川 成都 611731)
發動機機體是構成發動機當中一個非常重要的零件,其加工所達到的精度會直接影響發動機的綜合性能。發動機機體加工有很多道工序,通常其加工所要達到的尺寸精度、形位公差和表面質量等都比較高,這就要求制定出科學合理高效的加工工藝和設計出符合大批量生產要求的專用機床和專用夾具等保證加工精度,提高效率。
1 加工發動機機體三個面上12個孔的技術要求
(2)鉆發動機底面上4×φ10mm通孔,孔的中心距要求為 200±0.2mm,66±0.2mm,和曲軸孔中心線 83mm。
2 臥式三面12軸專用鉆床總體設計
針對需要加工發動機機體三個面上12個孔的技術要求和這三面在機體上所處的實際位置關系,首先要設計出這道工序加工的專用鉆具,使得發動機機體裝夾在鉆具上時,能夠保證需要加工的這三個面在空間的位置關系(即發動機機體頂面和底面相互平行,發動機機體后蓋面與頂面和頂面垂直),然后根據專用鉆具裝夾機體所確定的空間位置關系來合理對專用鉆床進行布局。本文要求加工的工件為發動機機體,綜合實際需要,全方位考慮專用鉆床各個零部件結構、三個主軸箱每個鉆軸根據孔徑大小不同所需要達到的轉速、根據鉆孔的深度確定動力頭的有效行程、集中潤滑系統、電氣系統、鐵屑收集箱、照明系統、機械滑臺、操作控制臺、三面專用鉆具、鉆頭刀具的布置、充分考慮刀具的安裝與更換、裝卸工件的方便性、專用鉆床良好的維護性、安全可靠性和經濟性等,根據發動機機體加工的安放位置,確定出三面12軸專用鉆床總體為臥式布局。
設計出的臥式三面12軸轉專用鉆床如圖1、圖2、圖3所示,專用鉆床由左底座、右底座、中間底座、后底座、中間墊、機械滑臺、左主軸箱、右主軸箱、后主軸箱、鐵屑收集箱、鉆頭刀具的布置、三面專用鉆具、集中潤滑系統、照明系統、操作控制臺、左動力箱、右動力箱、后動力箱等組成。床身的上端安裝有機械滑臺,驅動主軸箱做工作行程的進給運動和前期備用行程的快進或者快退;在機械滑臺的上端安裝主軸箱(有左、右、后三個方向),提供發動機機體鉆孔時所需的主運動;在鉆床中間底座和中間墊上方安裝三面專用鉆具,用于發動機機體的定位與夾緊,保證發動機機體始終處于正確的加工位置;三面專用鉆具頂上裝有氣缸,氣動夾緊或放松需加工的發動機機體。

圖1 臥式三面12軸專用鉆床結構布局示意圖(主視)
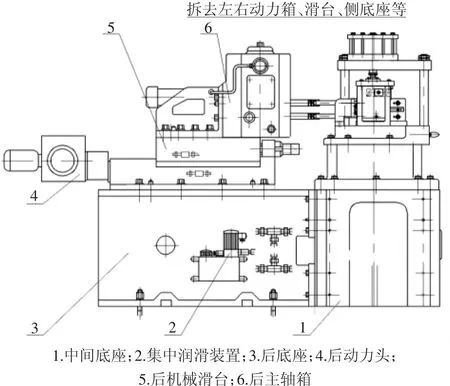
圖2 臥式三面12軸專用鉆床結構布局示意圖(左視)
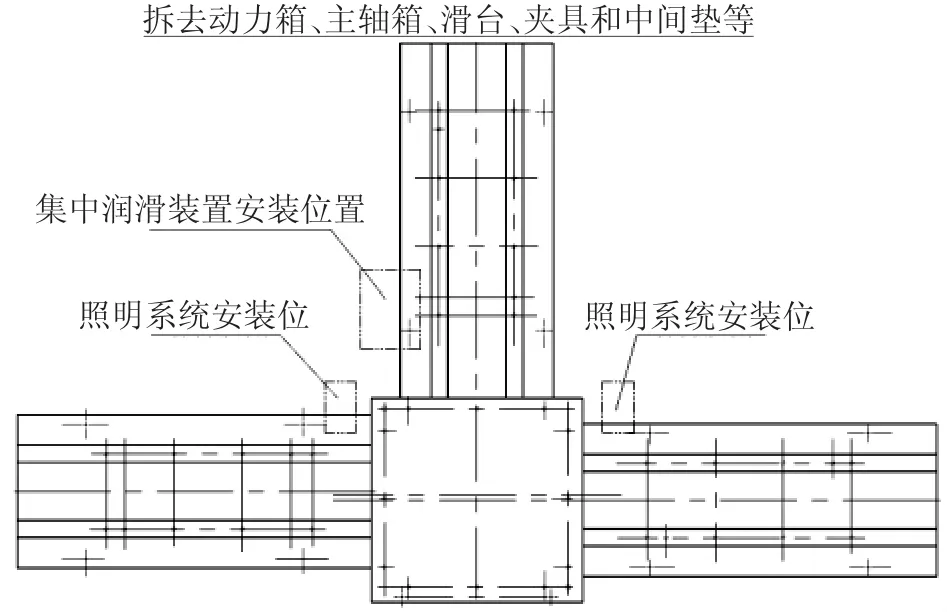
圖3 臥式三面12軸專用鉆床結構布局示意圖(俯視)
3 臥式三面12軸專用鉆床總體裝配調試技術要求
下面是對臥式三面12軸專用鉆床安裝、裝配和調試的關鍵性技術要求:
(1)臥式三面12軸專用鉆床安裝時水平誤差為0.06 mm/1000mm;后底座導軌相對于左、右底座導軌的垂直度誤差為0.04mm/1000mm。
(2)主軸對轉軸線的跳動誤差為:近端0.04mm/20,遠端0.07mm/150mm。
(3)主軸回轉軸線對導軌的平行度誤差為0.03mm/150mm。
(4)主軸回轉軸線對鉆套孔軸線的同軸度誤差為φ0.04mm。
(5)夾具鉆套孔軸線對導軌的平行度誤差為0.03mm/150mm。
(6)滾針主軸軸向運動允許有0.15mm以內的間隙,其余主軸軸向運動不允許有間隙。
(7)集中潤滑裝置通過單線分配器,分別對三個機械滑臺的導軌進行潤滑。
(8)裝配完成后,專用鉆床要連續空運轉兩小時,以檢查電氣及各個運動構件是否正常,主軸箱上12根專用鉆軸的總行程、后備量、前備量以及工作行程是否達到設計要求,3個主軸箱不允許有滲漏現象。
4 結語
通過對發動機機體三個面用一道工序加工12個孔工藝技術要求的分析,確定了用臥式三面12軸專用鉆床來進行加工的工藝方案,在這個基礎上確定了機床的整體布局,畫出了臥式三面12軸專用鉆床的設計總圖。當然,對臥式三面12軸專用鉆床所組成的各個零部件的具體設計在本文中沒有闡述,但是此專用鉆床的設計已經在某單位投入使用,在實際加工運用中得到了充分驗證,使用效果好、可靠性高、維修簡單方便,極大地提高了加工效率,保證了加工精度。
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
