釬焊微粉金剛石磨盤磨塊排布研究
2018-08-17 03:35:04李全城
超硬材料工程 2018年3期
李全城,陳 銳
(廈門理工學院 現代工程訓練中心,福建 廈門 361024)
0 引言
磨削、研磨和拋光技術是重要的平整加工技術[1],它廣泛應用于藍寶石襯底基片、功能陶瓷、光學窗口和石材等硬脆性材料的加工,它是使被加工工件表面逐漸變光滑、超光滑的加工過程。其中研磨的作用是去除大量表面材料,并盡量對工件造成小的表面損傷和劃痕。研磨包括游離磨料研磨和固結磨料研磨,游離磨料研磨由于游離磨料和研磨液的使用,使其存在著研磨成本高、效率低和易污染環境等缺點[2],而固結磨料研磨由于把磨料固結在磨具中,研磨液由水和簡單的化學試劑組成,不再添加磨粒,因而具有加工效率高、加工成本低、工藝可控性強以及綠色環保等一系列優點,采用固結磨料研磨對工件進行平整加工有著明顯的經濟效益、環境效益和社會效益[3-5]。
樹脂結合劑磨具、金屬結合劑磨具、陶瓷結合劑磨具和電鍍結合劑磨具等傳統的金剛石固結磨具具有耐磨損性能好、磨削溫度低、磨料硬度高等優點,但隨著應用的日益廣泛,也暴露出磨料容易脫落、容屑空間不足、易堵塞等缺點。與此相比,釬焊金剛石磨具則具有把持力大、磨粒出露高、容屑空間大等一系列優點[6]。基于此,國內外很多學者對釬焊金剛石磨具研磨工件相關領域開展了許多研究,主要集中在磨具制備和加工條件優化兩方面[7-10],而對磨盤上不同的磨塊分布形式對工件去除均勻性的影響展開研究卻較少。然而,磨塊的排布形式也影響著工件表面的全局平坦化。因此,本文對對稱和螺旋這兩種常用的磨塊排布的釬焊微粉金剛石磨盤研磨硅片和陶瓷的去除均勻性進行討論,探討能夠獲得較優表面質量的磨塊分布,進而能夠指導金剛石磨盤的制備。
1 仿真分析
1.1 模型建立
研磨示意如圖1所示,工件在上方,磨盤在下方,它們都圍繞各自的軸線轉動,它們的轉速和間距都可人為調節。其運動學模型如圖2所示,偏心距為e,wp為磨盤轉速,ww為工件轉速,A為磨盤上任意點(也就任意點磨粒),A 距磨盤中心為rA,起始轉角為θ0,假設當研磨一段時間t后,工件自身旋轉,繞o2軸旋轉角度wwt即坐標系o2x2y2繞o2轉動了角度wwt。為了討論磨盤相對于工件的運動,將工件看作不動,則相當于磨盤繞o2反向轉動了角度wwt,反映到直角坐標系o2x2y2中,就是o1運動到了o1'點。同時,磨盤繞其旋轉軸o1轉了角度wpt,使A點運動到了A'點,則A點相對于工件的運動軌跡為:

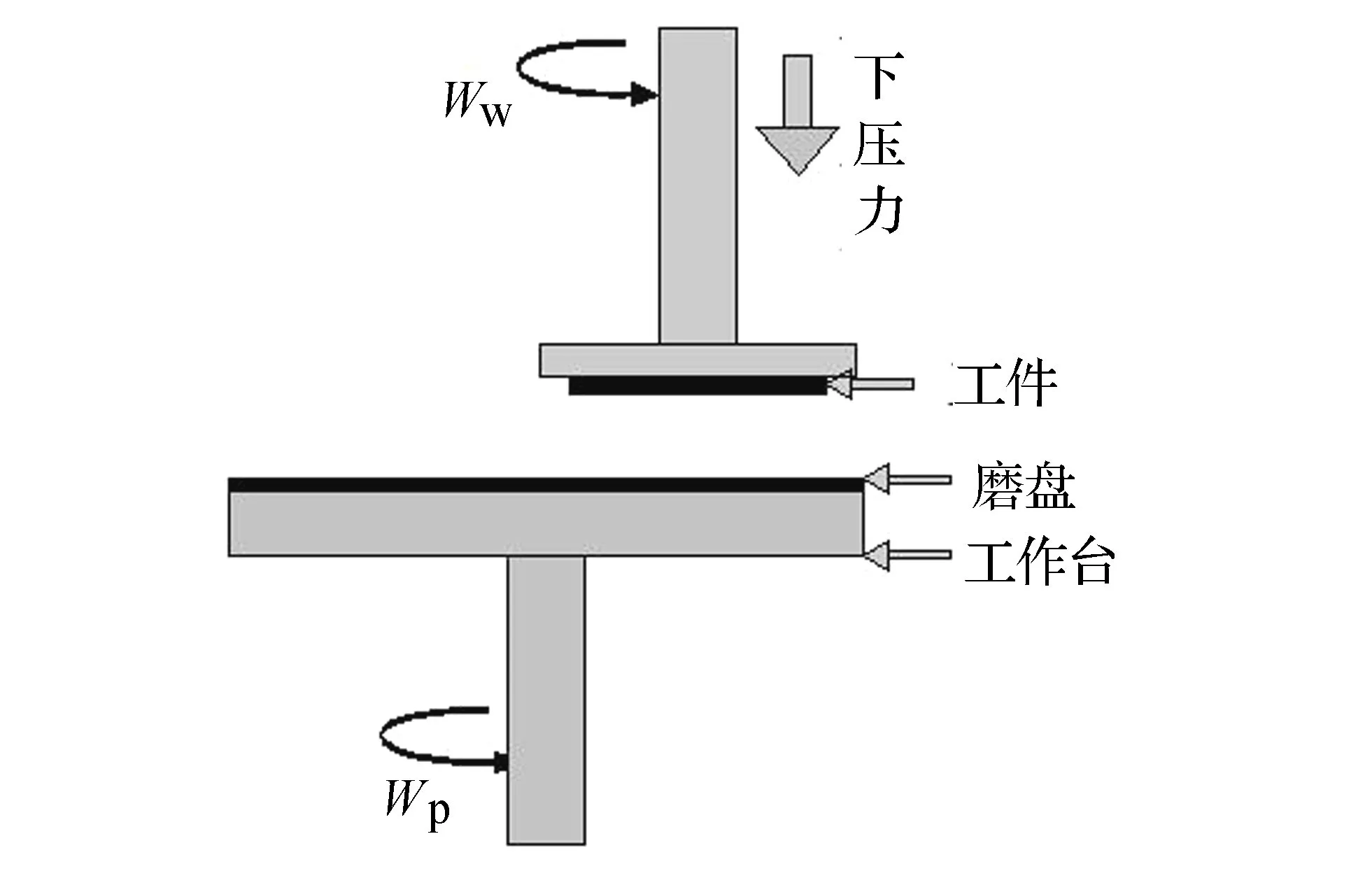
圖1 研磨加工示意圖Fig.1 Diagram of lapping process
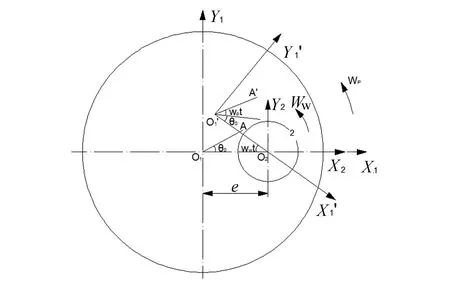
圖2 研磨運動學模型Fig.2 Model of lapping kinematic
1.2 兩種不同磨塊排布形式的金剛石磨盤
對稱和螺旋排布的金剛石磨盤分別如圖3和圖4所示,磨盤直徑為200mm,磨盤上的磨塊為空心圓柱形磨塊,其外徑為15mm,內徑為6mm,高為8mm。

圖3 對稱排布金剛石磨盤示意圖Fig.3 Diagram of symmetrical diamond disc

圖4 螺旋排布金剛石磨盤示意圖Fig.4 Diagram of helical diamond disc
1.3 基本假設
在引入評價指標對研磨的均勻性進行評價之前,有必要先做一些基本假設:
①磨粒、磨盤和工件都為剛體;
②假設磨粒每次在工件上研磨所去除的量都一樣;
③假設磨粒不會脫落、不會破碎;
④假設磨粒均勻分布在磨塊上;
⑤不計工件、研磨盤的轉動誤差。
1.4 工件的離散化及評價指標
基于計算機的計算能力,把工件按如圖5所示離散成許多邊長為1的正方形區域。為評價研磨均勻性,統計在一個研磨周期內,磨盤上各個磨粒在這些離散化區域內所經過的次數Ni(i=1,2,……,n),求其標準差SN。用標準差SN來表征研磨均勻性,如果標準差SN值越小,說明研磨均勻性越好,反之,則越差。

圖5 工件表面離散化示意圖Fig.5 Discrete schematic diagram of the surface of workpiece
1.5 工件和磨盤轉速的賦值
沈曉安[11]指出當工件和磨盤的轉速相等時,在其他條件相同的條件下更有利于工件平面度的改善。因為,根據Preston方程RR=kPV,工件被加工表面上一點的材料去除率RR與加工載荷P和相對速度V成正比。文獻[10]指出在相同條件下,磨盤轉速和工件轉速的比值在1~1.1之間,磨粒軌跡均勻性最好,且正數比值的均勻性要好于負數比值的均勻性。陶黎[12]指出當磨盤轉速和工件轉速的比值從1增大到3時,加工均勻性變差。因此,考慮轉速比的影響,取如下4組轉速進行仿真(見表1)。

表1 工件和磨盤轉速表Table 1 Velocity of workpiece and disc
1.6 采樣周期及采樣時間間隔的確定
田業冰等[13]指出當研磨時間大于轉動穩定周期后,其研磨軌跡不再變化而達到穩定狀態。因此,按如下關系取研磨時間T:
T= m*2π/Wp=n*2π/Ww(m,n為自然數) (2)
確定了工件表面的劃分區域、磨盤和工件轉速以及采樣周期后,需要對采樣時間間隔Δt進行分析,因為,如果采樣時間間隔太短,會導致重復統計一個區域內磨塊上各個磨粒磨過的次數Ni,采樣時間間隔太長,又會漏掉某些區域的Ni,因此,針對確定的工件離散化方法及采樣周期,存在一個合適的采樣時間間隔,使得進行仿真分析時都能統計到工件上的各個離散區域內磨粒經過的次數。采樣時間間隔的確定原則是,在一個采樣周期內,單顆磨粒磨過最多的區域,且磨過每個區域的次數都是1。如圖6所示,分別是采樣時間間隔 Δt為0.001s、0.003s、0.0031s、0.0032時磨粒(坐標值:-46,2.75)在工件上各個區域所磨過的次數統計圖。因此采樣時間間隔Δt取0.0031s時,能滿足第1組轉速的仿真要求。按同樣的方法得出4組轉速比的采樣周期和采樣時間間隔如表2所示。
1.7 Matlab軟件仿真分析計算流程圖
Matlab軟件仿真分析計算流程如圖7所示。
1.8 仿真結果
圖8是對稱排布和螺旋排布兩種排布的金剛石磨盤在四組轉速比下的仿真三維圖,從圖中可知四組轉速下,對稱排布的標準差SN小于螺旋排布的標準差,說明在相同條件下,用對稱排布的磨盤研磨工件,相較于螺旋排布磨盤,能獲得更好的工件平面度。

圖6 第1組轉速,(-46,2.75)的磨粒,在不同時間間隔下,磨過工件各區域次數Fig.6 Number of times of each discrete area of workpiece lapped by abrasive(-46,2.75)at different time intervals with the first group velocity

表2 采樣時間和采樣時間間隔表Table 2 Sampling time and interval

圖7 matlab仿真分析計算流程圖Fig.7 Flow chart of simulation analysis and calculation by Matlab
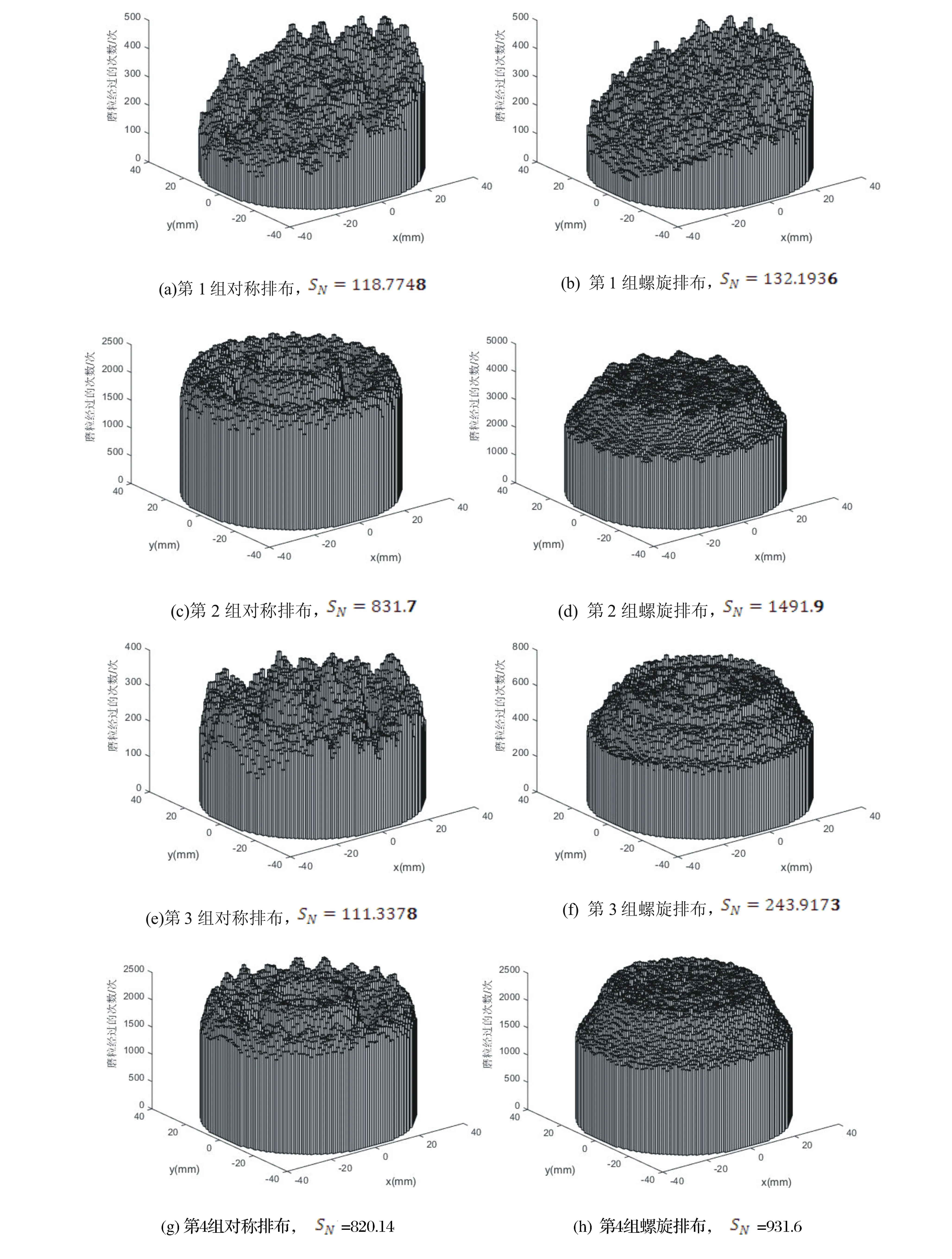
圖8 工件各區域磨粒經過次數三維圖Fig.8 Three-dimensional diagram of each discrete area of workpiece lapped with abrasive
2 實驗驗證
2.1 實驗方法和條件
本試驗所用的對稱排布和螺旋排布的兩個釬焊微粉金剛石磨盤如圖9所示,兩個磨盤直徑都為200mm,磨盤上的磨塊為空心圓柱形磨塊,其外徑為15mm,內徑為6mm,高為8mm,所用的磨料為w40微粉金剛石,兩個磨盤的平面度都不大于120μm。

圖9 釬焊微粉金剛石磨盤Fig.9 Brazed powder diamond disc
研磨實驗是在立式拋光機UNIPOL1260上進行的,如圖10所示。實驗所加工的對象為氧化鋁陶瓷和硅片,氧化鋁陶瓷直徑為66mm,硅片的直徑為76.2mm,氧化鋁陶瓷和硅片的主要性能參數見表3。
研磨加工實驗參數如表4所示,實驗用超景深三維顯微鏡(HIROXKH-1000)來觀察工件研磨加工后的微觀形貌,用測厚儀來測量氧化鋁陶瓷加工前后的厚度,測量過程中把工件沿半徑方向分成11等份,沿周向方向分成20等分,總共測量200個取樣點。使用MahrXR 20輪廓度儀對工件表面粗糙度、表面輪廓度進行測量。測量粗糙度時,在工件試樣的被加工表面任取10個點,取其平均值作為最后的表面粗糙度值,以減少測量誤差。

圖10 釬焊微粉金剛石磨盤磨削硬脆材料實驗平臺Fig.10 Experimental setup for lapping hard and brittle materials by brazing micro-powder grinding disc

表3 氧化鋁陶瓷和硅片主要性能參數Table 3 Main performance parameters of alumina ceramic and silicon slice

表4 研磨實驗加工參數Table 4 Processing parameters for lapping experiment
2.2 實驗結果與分析
圖11所示為在其它條件一定的情況下,兩種磨塊排布形式的磨盤磨削加工后硅片的表面形貌和粗糙度。從圖中可以看出,在相同條件下,用對稱排布形式的磨盤來加工硅片可以獲得更好的表面質量。
圖12所示,對稱磨盤磨削加工后氧化鋁陶瓷和硅片的表面輪廓度分別可達0.625μm和0.165μm。圖13所示,螺旋排布磨盤磨削加工后氧化鋁陶瓷和硅片的表面輪廓度分別可達0.677μm和0.187μm。
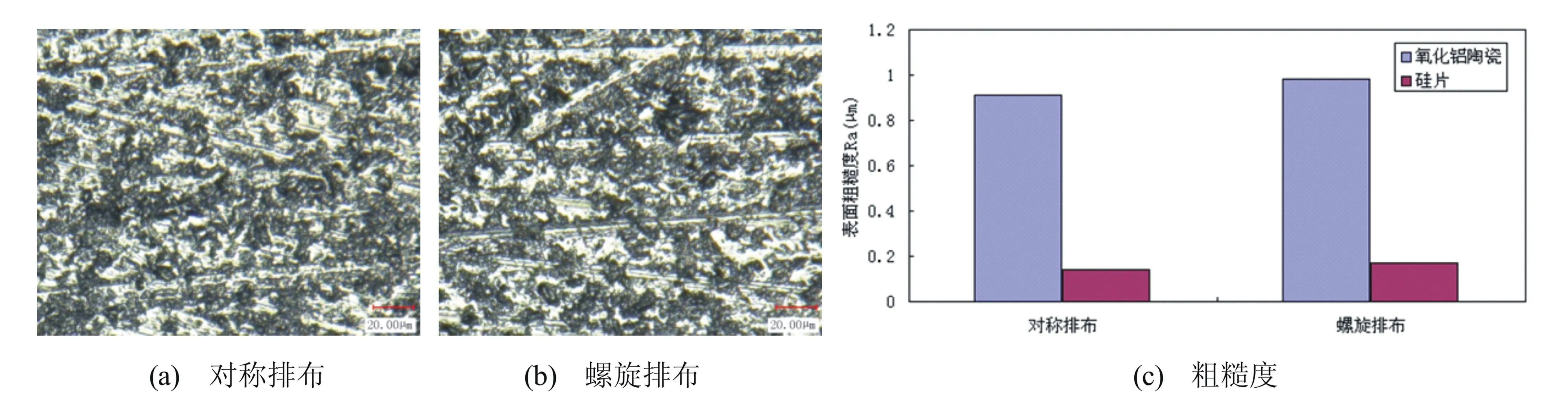
圖11 兩種磨塊排布形式的磨盤磨削加工后工件的表面形貌和粗糙度Fig.11 Morphology and roughness of the workpiece ground by two different disks

圖12 對稱排布磨盤磨削加工后工件表面輪廓度Fig.12 Surface profile of the workpiece ground by symmetrical disc
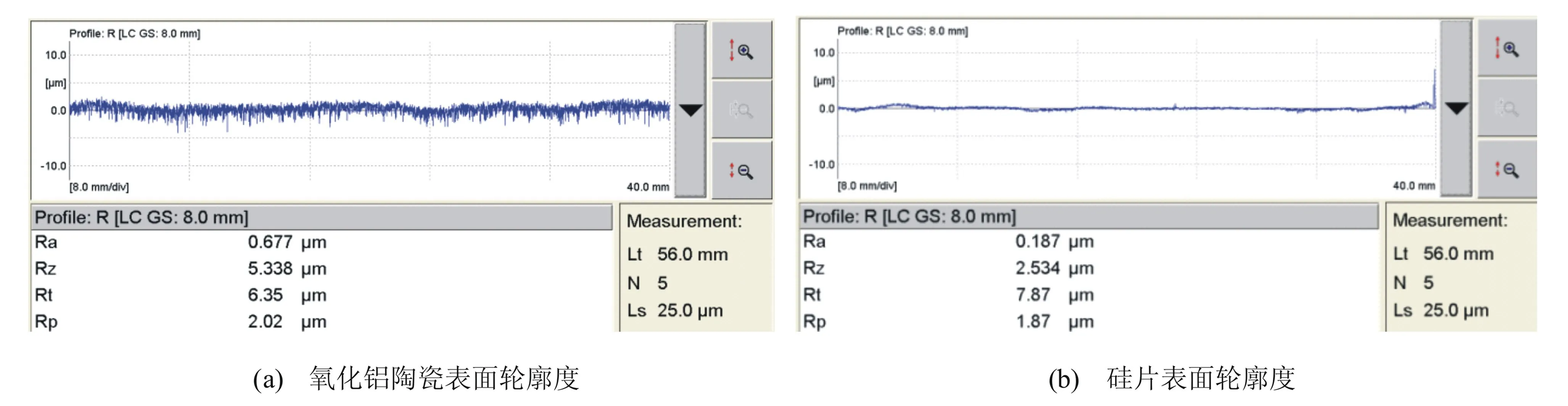
圖13 螺旋排布磨盤磨削加工后工件表面輪廓度Fig.13 Surface profile of the workpiece ground by helical discs
3 結論
通過Matlab仿真結果來看,對稱排布磨盤的標準差SN比螺旋排布磨盤的低,研磨均勻性更好;從實驗結果來看,在相同條件下,相較于螺旋排布的磨盤,用對稱排布磨盤來加工氧化鋁和陶瓷,可以獲得更好的工件表面粗糙度和表面輪廓度。
