控制好壓縮機(jī)推力盤拆檢質(zhì)量及注意事項(xiàng)確保機(jī)組試車運(yùn)轉(zhuǎn)安全
2018-08-08 08:19:10朱世林殷洪洋
中國設(shè)備工程 2018年15期
朱世林,殷洪洋
(沈陽鼓風(fēng)機(jī)股份有限公司,遼寧 沈陽 110000)
在離心式壓縮機(jī)機(jī)型結(jié)構(gòu)中,轉(zhuǎn)子上的推力盤是一個(gè)重要部件,對其裝配、拆檢質(zhì)量的控制是一個(gè)重要過程。經(jīng)過十幾年來對該類機(jī)型的推力盤裝配、拆檢維修的過程中所出現(xiàn)的質(zhì)量問題,根據(jù)推力盤與軸裝配結(jié)構(gòu)不同的結(jié)構(gòu)特點(diǎn),總結(jié)出不同結(jié)構(gòu)在裝配、拆檢時(shí)要注意事項(xiàng)。
具體結(jié)構(gòu)包括:液壓結(jié)構(gòu)式;鍵連接;卡環(huán)結(jié)構(gòu)式。
1 液壓結(jié)構(gòu)式推力盤裝配、拆檢時(shí)質(zhì)量控制和注意事項(xiàng)
從該結(jié)構(gòu)圖分析來看,其推力盤配合面是采用液壓拆裝工具進(jìn)行裝配的,其推力盤內(nèi)孔
與軸采用1:20錐度面相配合。對于該結(jié)構(gòu)的裝配特點(diǎn)及在裝配中易出現(xiàn)的質(zhì)量問題,特歸納以下幾點(diǎn)。
針對該結(jié)構(gòu)有兩種形式。
一種是推力盤內(nèi)孔與軸錐面的配合面直接接觸,通過高、低壓泵進(jìn)行給壓,分步驟對高、低壓泵升壓,直至將推力盤裝配到軸向尺寸要求。如圖1所示a,這種結(jié)構(gòu)在壓縮機(jī)轉(zhuǎn)子結(jié)構(gòu)中應(yīng)用的較多。
另一種是推力盤內(nèi)孔與軸錐面的配合面不是直接接觸,在它們配合面之間是通過O型圈密封配合,并通過高、低壓泵進(jìn)行給壓,分步驟對高、低壓泵升壓,直至將推力盤裝配到軸向尺寸要求。如圖1所示(b),這種結(jié)構(gòu)在壓縮機(jī)轉(zhuǎn)子結(jié)構(gòu)中應(yīng)用的較少。
在整個(gè)拆檢和裝配的操作過程中要嚴(yán)格質(zhì)量控制和注意事項(xiàng)。
1.1 拆檢的質(zhì)量控制
推力盤拆檢時(shí),首先要對位移盤或鎖螺母進(jìn)行拆卸,對于此件的拆卸方向要判斷
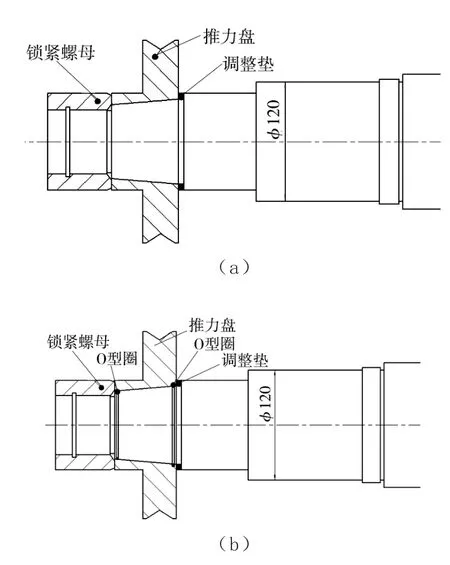
圖1
轉(zhuǎn)子的旋轉(zhuǎn)方向(通常是和轉(zhuǎn)子旋轉(zhuǎn)方向一致,而旋緊方向是與轉(zhuǎn)子旋轉(zhuǎn)方向相反)。之后清理鎖螺母螺紋上的異物,裝上推力盤拆裝工具,但不要旋緊,軸向預(yù)留2mm距離(距離不要太大,以免拆卸時(shí)碰傷推力盤內(nèi)孔),這時(shí)再連接高壓接頭在轉(zhuǎn)子軸頭上,聯(lián)接高壓泵給相應(yīng)壓力將推力盤拆下。拆下后要對推力盤內(nèi)孔清理,檢查內(nèi)孔表面有無銹蝕及異常現(xiàn)象。對該部位(軸頭液壓部位)進(jìn)行清理(用風(fēng)帶吹掃)油孔,確保該部位無油泥及雜質(zhì)異物。回裝時(shí),要再次對該部位進(jìn)行風(fēng)帶吹掃清理,之后裝上推力盤。
1.2 裝配的質(zhì)量控制
有膠圈的要先預(yù)裝(不帶膠圈進(jìn)行裝配),測量推力盤端面內(nèi)孔(錐度小頭端)軸肩尺寸(深度)及推力盤反向(錐度大頭端)到對應(yīng)軸肩的軸向定位尺寸;然后再對推力盤內(nèi)孔和配合的軸分別裝上膠圈進(jìn)行試裝,測量推力盤端面內(nèi)孔(錐度小頭端)軸肩尺寸(深度)及推力盤反向(錐度大頭端)到對應(yīng)軸肩的軸向定位尺寸;對于推力盤內(nèi)孔帶和不帶膠圈試裝后所測量的尺寸進(jìn)行對比,計(jì)算出它們的誤差值,為后續(xù)裝配時(shí)提供參照依據(jù)。但一定要對膠圈涂抹潤滑油脂,以免損傷膠圈。
上述工步完成后重新裝配,接下來對高低壓泵進(jìn)行使用方面的檢測,試驗(yàn)泵體、活塞是否能憋住壓(用壓力表觀察),連接管是否有漏點(diǎn)。
裝配時(shí)推力盤內(nèi)孔的膠圈一定要涂抹潤滑油脂,以防止損傷膠圈。推力盤在帶膠圈裝配時(shí)要將此件端面垂直軸心線,保證近似于垂直軸向線,并測量推力盤大小頭軸肩定位尺寸(測量時(shí)要在圓周上測量三點(diǎn)以上,如誤差大要用銅棒或木方敲擊進(jìn)行調(diào)整)。
然后連接高低泵接頭(注意密封膠帶別帶入注油內(nèi)孔中),分別升壓直至達(dá)到要求。兩個(gè)泵升的壓力可根據(jù)泵說明書和設(shè)計(jì)所給的值及相應(yīng)的實(shí)際經(jīng)驗(yàn)來定。
1.3 注意事項(xiàng)
在整個(gè)推力盤裝配過程中,要對部位進(jìn)行清理、清洗,確保推力盤內(nèi)孔和軸潔凈度(確保無顆粒物、銹蝕、毛刺、內(nèi)孔磕碰,膠圈沒有損壞現(xiàn)象),使高壓泵連接的軸內(nèi)孔通暢,沒有異物,纏繞密封膠帶時(shí)要按其螺紋旋轉(zhuǎn)方向的反向進(jìn)行纏繞等。
2 鍵和推力盤、鎖螺母結(jié)構(gòu)式(帶自鎖墊圈)聯(lián)接——其裝配、拆檢時(shí)質(zhì)量控制和注意事項(xiàng)(圖2)
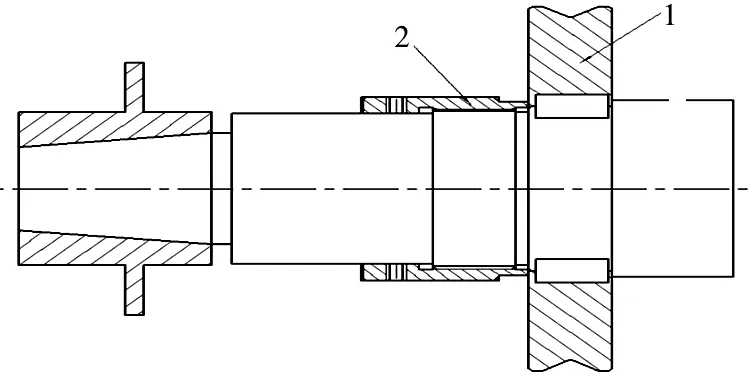
圖2
推力盤內(nèi)孔與軸配合面采用平面鍵聯(lián)接。
2.1 拆檢的質(zhì)量控制
針對帶鍵推力盤結(jié)構(gòu)拆檢時(shí),要對位移盤或鎖螺母進(jìn)行拆卸。
(1)對于帶位移盤的結(jié)構(gòu),要對三個(gè)等分鎖緊頂絲拆下,做好位移盤與軸的對應(yīng)標(biāo)記(以便回裝時(shí)準(zhǔn)確裝配,保證轉(zhuǎn)子的平衡性),用銅棒或木方圓周輕輕敲擊將位移盤拆下(此處配合為過渡配合公差)。(2)對于帶鎖螺母的拆卸方向要判斷轉(zhuǎn)子的旋轉(zhuǎn)方向(通常與轉(zhuǎn)子旋轉(zhuǎn)方向一致,而旋緊方向是與轉(zhuǎn)子旋轉(zhuǎn)方向相反)。之后清理鎖螺母螺紋上的異物,拆下自鎖墊圈,用銅棒或木方圓周輕輕敲擊將推力盤拆下(此處配合為過渡配合公差)。清理平鍵和軸頸配合面(有的存在銹蝕、拉毛等),對于有質(zhì)量問題的表面要進(jìn)行處理。例如:對于有銹蝕斑點(diǎn)或拉毛的要采取熔覆焊或刷鍍(刷鍍層的基體表面粗糙度要求在6.3,刷鍍層要求大于0.10以上)等其它工藝方法達(dá)到技術(shù)質(zhì)量要求。
2.2 裝配的質(zhì)量控制
(1)推力盤裝配時(shí),要對所裝配的軸頸、鍵、推力盤、自鎖墊圈、鎖螺母進(jìn)行檢查。用銼刀、油石等工具和儀表風(fēng)清理毛刺和異物,合格后進(jìn)行試組裝各件。在裝配推力盤時(shí)要使轉(zhuǎn)子軸心線與推力盤端面垂直,是否垂直要檢查推力盤定位軸肩圓周間隙是否均勻,以無間隙為準(zhǔn)。由于此處軸與推力盤內(nèi)孔配合是過渡配合公差,難免它們之間有間隙配合公差。所以要求此處必須垂直,要無間隙,才能保證轉(zhuǎn)子推力盤所受軸向力的均勻性。(2)位移盤裝配時(shí)也要使轉(zhuǎn)子軸心線與位移盤端面垂直,是否垂直要通過盤車,用百分表檢查位移盤測位移值的定位圓周面是否均勻,誤差控制在0.02mm為準(zhǔn)(按拆下標(biāo)記回裝,將三個(gè)鎖緊頂絲緊固)。由于此處軸與位移盤內(nèi)孔配合是過渡配合公差,難免它們之間有間隙配合公差。所以要求此處必須垂直,才能保證轉(zhuǎn)子位移盤所測位移值的準(zhǔn)確性。
2.3 注意事項(xiàng)
(1)注意不要用鈍器敲打位移盤和推力盤,只能用銅棒或木方圓周輕輕敲擊將位移盤裝上。(2)對鎖螺母在裝配時(shí)特別要注意,軸上螺紋要涂抹二硫化鉬潤滑劑,便于后續(xù)裝拆卸,不損傷螺紋。
3 擋圈(卡環(huán))與鎖螺母結(jié)構(gòu)式
裝配、拆檢時(shí)質(zhì)量控制和注意事項(xiàng),如圖3所示。
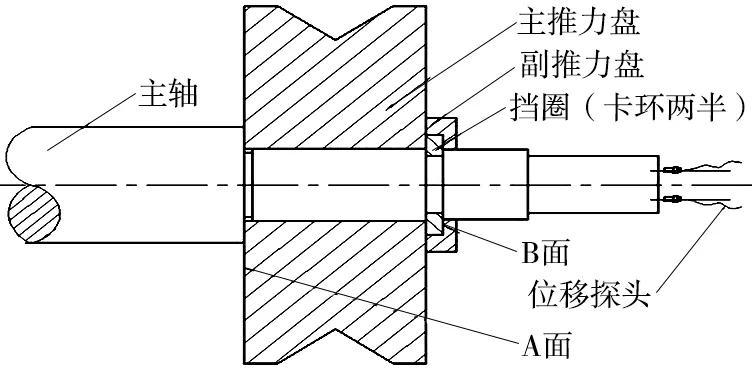
圖3
這種結(jié)構(gòu)主要是應(yīng)用在變速機(jī)中,以使大小齒輪旋轉(zhuǎn)嚙合時(shí)抵消產(chǎn)生的軸向推力而設(shè)計(jì)的推力盤。
3.1 拆檢的質(zhì)量控制
這種結(jié)構(gòu)原則上在每次檢維修時(shí)不進(jìn)行拆卸,只進(jìn)行目視下檢查,(是否有研傷、劃痕、毛刺等現(xiàn)象)。用塞尺檢測推力間隙值是否超差。推力盤內(nèi)孔是否有軸向移動(dòng)和圓周轉(zhuǎn)動(dòng)。如發(fā)現(xiàn)異常就得更換推力盤組部件,原則上是不修復(fù)的。
3.2 裝配的質(zhì)量控制
它的推力盤內(nèi)孔與軸配合面采用過盈配合,并用擋圈(兩個(gè)半卡環(huán))聯(lián)接,以限制大小齒輪副軸向移動(dòng)。
推力盤內(nèi)孔需采用熱孔(序號(hào)2)或冷軸(液氮)(序號(hào)1)裝配工藝,然后測量主推力盤與軸上定位槽的安裝尺寸,使擋圈(卡環(huán))與槽的過盈值保證在0.005~0.01之間。因主推力盤的材質(zhì)在熱處理時(shí)采用調(diào)制處理HB320—360,所以在加熱時(shí)要注意加熱溫度,控制在120~170℃之間,以確保該件的機(jī)械性能。擋圈(卡環(huán))厚度與軸配合的具體尺寸是以裝配時(shí)所測量尺寸為準(zhǔn),確保過盈值在0.005~0.01之間(該件卡環(huán)在裝配時(shí)采用為冷液氮裝配工藝)。
因付推力盤的材質(zhì)在熱處理時(shí)采用調(diào)制處理HB320—360,所以在加熱時(shí)要注意加熱溫度,控制在120~170℃之間,以確保該件的機(jī)械性能。
3.3 注意事項(xiàng)
(1)主推力盤與軸肩端面要貼緊A面,不得有間隙,并垂直于軸線。(2)付推力盤與軸向擋圈(卡環(huán))一定要貼緊B面,不得有間隙,并垂直于軸線。
4 推力盤對位移值的影響
推力盤裝配質(zhì)量好壞可能影響位移值的準(zhǔn)確性,也影響機(jī)組運(yùn)轉(zhuǎn)的安全性。所以對推力盤的裝配質(zhì)量要求極高,以確保位移值準(zhǔn)確。
影響的因素有以下4個(gè)方面:(1)推力盤的裝配端面必須要垂直轉(zhuǎn)子軸心線,并與定位臺(tái)軸肩貼緊,圓周不得有間隙。(2)對于鍵連接的結(jié)構(gòu)不得有圓周松動(dòng),將影響推力盤端面抖動(dòng)。(3)對于帶測位移的鎖螺母端面也一定要垂直轉(zhuǎn)子軸心線。(4)還有軸承體與機(jī)殼的定位,瓦塊與軸徑的接觸面積是否達(dá)到80%以上。
上述這幾方面都將影響位移值的準(zhǔn)確性。
5 結(jié)語
通過對上述幾種推力盤結(jié)構(gòu)的描述,更加了解對推力盤結(jié)構(gòu)在拆檢、裝配質(zhì)量及注意事項(xiàng)的重要性。
所以在對壓縮機(jī)組的檢修過程中,對于檢查出了轉(zhuǎn)子、推力盤、位移盤、鎖螺母、機(jī)殼等零件存在的質(zhì)量問題,必須按照正確的工藝操作步驟進(jìn)行裝配。同時(shí)也找出了造成機(jī)組在開車過程中引起機(jī)組位移值大或波動(dòng),推力軸承溫度高,振動(dòng)值過大的原因(氣體引起的原因除外),避免了后續(xù)機(jī)組開車及平穩(wěn)定運(yùn)轉(zhuǎn)過程中質(zhì)量事故的發(fā)生,確保了機(jī)組平穩(wěn)順利開車,確保機(jī)組的安全性符合API標(biāo)準(zhǔn)要求。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
今日農(nóng)業(yè)(2021年12期)2021-11-28 15:49:26
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2019年7期)2019-11-25 01:43:04
少年博覽·小學(xué)低年級(jí)(2019年10期)2019-11-22 14:08:12
學(xué)生天地(2019年35期)2019-08-25 08:58:12
中國生殖健康(2019年2期)2019-08-23 08:12:08
作文評點(diǎn)報(bào)·低幼版(2016年43期)2017-01-23 11:46:55
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
