包板式不銹鋼漏斗車車體制造技術研究
2018-07-26 01:47:04楊天志姚凌云李宜澤胡承永
機電信息 2018年21期
楊天志 姚凌云 李宜澤 胡承永
(中車長江車輛有限公司,湖北武漢430212)
0 引言
為適應鐵路貨車重載、車輛自重輕量化發展要求,解決鐵路車輛在運輸過程中的防腐蝕問題,我公司為澳大利亞某公司研發了包板式側墻不銹鋼漏斗車車體。本文以包板式漏斗車車體鋼結構及制造工藝為研究對象,從產品結構、制造工藝等方面進行研究分析,以期解決包板式側墻結構不銹鋼漏斗車制造難點,提高制造效率,降低生產制造成本。
1 車體結構介紹
包板式不銹鋼煤炭漏斗車主要由車體鋼結構、車鉤與緩沖裝置、制動控制系統、轉向架組成、車輛標記等部分組成。
該車車體由底架、側墻、端墻及底門開閉機構組成,其中底架主要采用Q450NQR1和09CuPCrNi-A高強度耐候鋼板材和型材組焊而成,與煤炭接觸部位側墻、端墻采用T4003不銹鋼材質,底門采用觸碰式開閉機構,底門板采用6005A-T6和6061-T6鋁合金擠壓而成(圖1)。
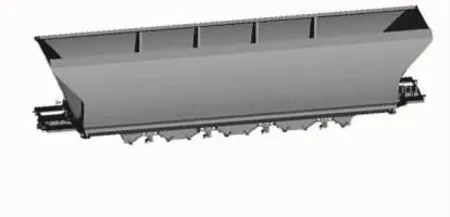
圖1 車體鋼結構圖
2 車體制造工藝分析
2.1 底架組成
車輛底架由牽引梁組成、中梁組成、枕梁組成等部件組焊而成。中梁組成采用250 mm×150 mm×9 mm的矩形鋼管,外包T4003不銹鋼板材質的上、下包板。
組裝工藝順序:
(1)拼接牽引梁下蓋板、腹板組焊成牽枕部件;
(2)組焊中梁及包板;
(3)將牽枕組成與中梁組成組焊為底架工藝件;
(3)將底架工藝件與漏斗脊、邊梁組焊為底架組成。
組焊過程主要焊接參數如表1所示。
底架組焊需要重點控制車輛定距、枕梁高低差、漏斗口尺寸及牽引梁的上翹、下垂。
2.2 側墻組成
包板式側墻由3.5 mm側板、5 mm上下側梁組及6 mm縱向補強梁組成,主要材質為T4003不銹鋼。
側墻工藝順序:
(1)上側梁整體折彎成型;
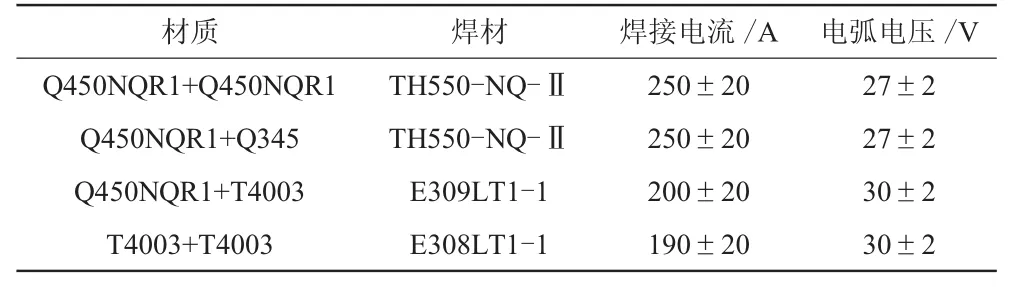
表1 主要焊接參數表
(2)側墻板拼接組焊成側墻板工藝件;
(3)上側梁與側墻板工藝件組焊成側墻組成(組焊過程主要焊接參數見表1)。
側墻組成組焊需重點控制包板對接垂向錯邊量≤0.5 mm,焊接變形以及側墻組焊后成型尺寸。
2.3 端墻組成
端墻由3.5 mm上下端墻板,5 mm橫向梁、縱向梁及8 mm厚上端梁組焊而成,材質為T4003不銹鋼,支撐板和支撐柱為5 mm Q450NQR1高強度耐候鋼組焊而成。
端墻工藝順序:
(1)橫向梁、縱向梁及上端梁折彎成型;
(2)端墻板拼接組焊;
(3)端墻板與橫向梁、縱向梁、上端梁組焊為端墻工藝件(組焊過程主要焊接參數見表1)。
端墻組成組焊需重點控制端墻板拼接過程中垂向錯邊量≤0.5 mm,端墻焊接變形以及與側墻相貫位置曲線成型尺寸。
2.4 底門組成
底門組成包括開閉機構和底門。底門主要由鋁合金材質底門板、加強筋和折頁等組焊而成;開閉機構采用四連桿機構,主要由門軸、連桿、機構底座、開關門柄和開門檔等組成,通過連桿機構過“死點”,與地面配套設備配合使用完成底門的開閉。
底門工藝順序:
(1)底門板與折頁、加強筋組焊成底門板工藝件;
(2)采用底門專業工藝裝備組裝底門工藝件及底門開閉機構;
(3)靜態調試底門開閉及過“死點”。
底門組成控制重點:采用恒溫空間保證底門板與折頁焊接成型質量,采用專用工藝裝備保證底門組裝空間位置尺寸及過“死點”量。
2.5 車體鋼結構組裝
車體鋼結構主要由底架組成、側墻組成、端墻組成、漏斗脊組成及底門及開閉機構等部件組焊而成(組焊過程主要焊接參數見表1)。
車體鋼結構組裝工藝順序:
(1)采用專用的車體鋼結構組裝工藝裝備,裝夾底架調整心盤間隙;
(2)以底架橫向中心線為基準組裝1、2位端墻組成;
(3)組裝上漏斗脊組成;
(4)以底架縱向中心線為基準組裝1、2位端墻;
(5)車體鋼結構整體翻轉焊接;
(6)底門及開閉機構安裝調試;
(7)車體鋼結構完工校驗。
車體鋼結構組裝控制重點:
(1)端墻工藝件與底架橫向中心對中及端墻安裝角度;
(2)側墻與底架縱向中心對中及側墻與端墻相貫位置間隙及組對尺寸;
(3)車輛內部長寬尺寸及對角線誤差。
3 制造難點及控制方法
(1)為了降低車輛自重,提高車輛防腐蝕性能,車體鋼結構部分與煤炭接觸部位采用T4003不銹鋼材質,產品生產過程中,不銹鋼材料防護為該車輛工藝的重點和難點,要求對不銹鋼與碳鋼嚴格分離存放,避免電化學腐蝕。工序轉運過程中為避免不銹鋼劃痕,采用防護材料分層隔離存放,物料存放工位器具與不銹鋼接觸位置均采用橡膠或不銹鋼材質防護。
(2)該車輛采用包板式圓弧側墻結構,側墻作為該車輛重要組成部件之一,必須嚴格控制側墻板拼接組焊,對接板厚方向錯口尺寸≤0.5 mm,為保證側墻板焊接成型質量,采用側墻板焊接專機。
(3)底門及開閉機構組成,該車采用觸碰式底門開閉機構:1)需要采用專用底門及開閉機構組裝工藝裝備,在組裝時進行預調試,采用過“死點”檢測器具,檢測過“死點”量符合有關技術要求;2)組裝過程中需要調整底軸高及底門與漏斗口縱向尺寸對中;3)組裝過程中重點調試底門過“死點”量;4)調整組裝間隙,組裝底門附件。
4 結語
在鐵路貨車重載及降低車輛自身重量的發展需求下,包板式側墻不銹鋼漏斗車將是未來煤炭運輸車輛的主要車型之一。本文對包板式側墻結構煤炭運輸漏斗車制造工藝進行了分析研究,并運用于批量生產實施。當前,我公司已為澳大利亞某公司生產制造多批次、數百輛產品,經過工藝技術研究分析,總結工藝重、難點,以及對難點工序的分析研究和不斷完善,在包板側墻等難點工序生產中大量采用了焊接專機,逐步了實現“以機代人”,降低了勞動強度,提高了生產效率和企業經濟效益,逐步實現了鐵路貨車智能制造。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00
