定位誤差分析與計算方法的研究
2018-07-25 09:52:44劉金明宋建民
中國設備工程 2018年13期
關鍵詞:方向
劉金明,宋建民
(1.沈陽航空職業技術學院;2.中國航發沈陽黎明航空發動機有限責任公司盤軸廠,遼寧 沈陽 110043)
在設計專用機床的夾具時,定位誤差的分析和計算是至關重要的,必須使工件在夾具中正確定位,要按照工件的技術要求,分析和計算定位誤差。六點定位原理解決了工件位置的確定問題,工件加工后能否滿足要求還要解決如何準確定位的問題,才能保證定位精度。在實際的生產加工中,每一個零件都是不一樣的,自然定位方法也不同,要保證定位誤差的準確性,就要有一個能準確并迅速的計算方法來對定位誤差進行分析和計算。
1 產生定位誤差的原因
在使用夾具加工工件時,產生的誤差主要包括以下幾個方面:第一,定位誤差△D:工件定位時產生的誤差。第二,安裝誤差△A:夾具在機床上安裝時產生的誤差。第三,調整誤差△T:刀具同夾具定位元件調整時產生的誤差。第四,過程誤差△G:加工過程中產生的誤差。為滿足工件的加工要求,必須滿足以下關系式:
△D+△T+△A+△G≤δk其中:δk為工件的加工公差。
由于工件加工中安裝誤差、調整誤差和過程誤差定量計算的影響因素較多,不方便計算。因此,計算誤差時主要計算與定位有關的誤差,即定位誤差。為了達到工件的加工要求,通常規定定位誤差不能大于工件加工公差的1/3,即△D≤1/3δk。定位誤差是一個界限值,有一個范圍,定位誤差是不可避免的,我們可以具體分析并加以控制。
1.1 合成法
它是計算定位誤差的最常用方法,基準不重合和基準位移引起了定位誤差。
1.1.1 基準不重合誤差和基準位移誤差
(1)基準不重合誤差。由于設計和加工制造所使用的基準不一定相同,就導致了工件的工序基準和定位基準的重合或是不重合。
(2)基準位移誤差。在實際生產加工中,當工件的工序基準相對于工件的定位基準發生了位置的偏移或者改變,就會產生基準位移誤差,用符號△Y表示。工件的定位誤差是由基準不重合誤差△B和基準位移誤差△Y所組成的,要想利用合成法來計算工件的定位誤差,就必須得找出基準不重合誤差△B和基準位移誤差△Y,然后再把二者合二為一,即可得出工件定位誤差的數值。
工件的定位誤差所產生的原因有以下幾種情況:由基準位移產生的定位誤差:當△B=0,△Y≠0;由基準不重合產生的定位誤差:△B≠0,△Y=0;由基準位移和基準不重合產生的定位誤差:△B≠0,△Y≠0,可按工序基準在或不在定位基準面上兩種情況。
1.1.2 基準不重合誤差計算
在工件銑一缺口,在銑削深度方向上標注尺寸方式有兩種情況。一種情況是定位基準為工件下表面,工序基準也為工件下表面,由于定位基準和工序基準是重合的,因此不存在基準不重合誤差,即△B=0。另一種情況是工件的定位基準為該工件的下表面,而工件的工序基準為該工件的上表面,故工件的定位基準和工序基準并不重合,因此就存在了基準不重合誤差,也就存在工件的定位誤差,該定位誤差的大小則等于工件的定位基準和工序基準不重合所造成的工件加工尺寸的變動范圍,即△B=δA2。當工件的工序基準的變動方向與工件的加工尺寸的方向一致時,工件的基準不重合誤差就等于工件的定位基準和工序基準之間所有尺寸的公差之和,即?B=δS。當工件的工序基準的變動方向和加工尺寸的方向有夾角β時,工件的基準不重合誤差就等于工件的定位基準和工序基準之間的所有尺寸公差在該工件的加工尺寸方向上的投影,即?B=δScosβ。
1.1.3 基準位移誤差計算
(1)取平面定位。工件在以平面進行定位時,由于該平面的誤差很小,同時定位副的制造誤差也很小,因此工件的基準位移誤差為零,工件的定位誤差為基準不重合誤差,即:
△Y=0
△D=△B
(2)取內孔在銷或心軸上定位。由于孔和軸之間的配合間隙的影響,工件定位基準(內孔中心線)的位置將會發生偏移,其偏移量就是工件定位時的基準位移誤差?Yfalse。當定位基準可在任意方向上發生偏移時,其最大偏移量為配合時直徑方向的最大間隙,即:
△Y=Dmax-dmin
當定位基準可在單方向發生偏移時,其最大偏移量為配合時半徑方向的最大間隙,即:
△ Y=1/2(Dmax- dmin)
(3)工件以外圓柱面在V型塊上定位。工件以外圓柱面在V型塊上定位時,其定位基準為工件外圓柱面的中心線,定位基面為外圓柱面。
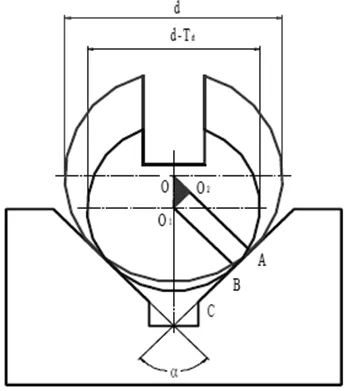
圖1 V型塊定位時產生的位移誤差
如圖1所示,在不考慮V型塊制造誤差的情況下,由于工件加工誤差的影響,工件的中心會從O點移到O1點,從而使定位基準產生偏移,即定位基準位移誤差:
①當用α=的V型塊時,定位基準位移誤差:

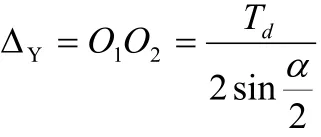
②當用α=90°的V型塊時,定位基準位移誤差:

③當用α=120°的V型塊時,定位基準位移誤差:

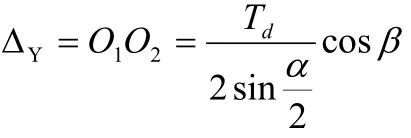
④當加工方向上和豎直方向有夾角β,則定位基準位移誤差為:
結論:V型塊工作夾角越大,定位誤差值就越小。
1.1.4 用合成法來計算定位誤差的公式
工件的定位誤差?D由工件的基準不重合誤差和基準位移誤差所組成,兩者合成,最終得到定位誤差?Dfalse。具體情況如下。
(1)當工件定位時,只存在基準不重合誤差時,工件的定位誤差就等于基準不重合誤差,即當?Y=0,?B≠0時,?D=?B。
(2)當工件定位時,只存在基準位移誤差時,工件定位誤差等于基準位移誤差,即當?B=0,?Y≠0時,?D=?Y。
(3)當工件定位時,既存在基準不重合誤差,又存在基準位移誤差時,工件的定位誤差就是兩者的合成,即:當?B≠0,?Y≠0時,如果工件的工序基準不在定位基面上,?D=?B+?Y。
如果工件的工序基準在定位基面上,?D=?B±?Y。
公式中符號“+”,“-”的判斷方法:第一,用來分析工件的定位基面的尺寸由大變小(或者由小變大)時,工件的定位基準的變動方向。第二,用來分析當定位基面尺寸作同樣變化時,假定工件的定位基準不動,用來判定工序基準的變動方向。第三,規定兩者的變動方向相同時,用“+”,兩者的變動方向相反時,用“-”。
1.1.5 應用合成法來計算定位誤差的示例
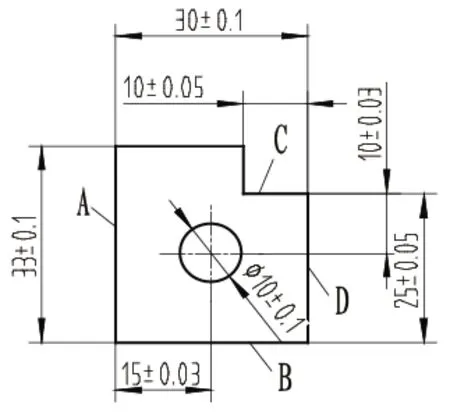
圖2 合成法計算定位誤差示例一
示例一如圖2,以A面和B面定位銑削缺口和鉆孔,求加工時產生的定位誤差。因加工時定位基面A面和B面均為平面,故不存在基準位移誤差,即△Y=0。
(1)銑削缺口。水平方向定位基準A面,工序基準D面,存在基準不重合誤差。
△ B=0.2mm
△ D= △ B=0.2mm
豎直方向定位基準和工序基準均為A面,不存在基準不重合誤差。
△B=0
△D=0
(2)鉆孔。水平方向定位基準和工序基準均為B面,不存在基準不重合誤差。
△B=0
△D=0
豎直方向定位基準B面,工序基準C面,存在基準不重合誤差。
△ B=0.1mm
△ D= △ B=0.1mm
2 結語
研究工件的定位誤差的分析與計算,首先要明確其基本概念,以上給出了基準不重合誤差和基準位移誤差的概念。最后,可以將工件的定位誤差的計算用于航空零件軸承襯套的生產中,通過計算定位誤差,來合理地制定工序尺寸,設計夾具。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50