汽車前圍板加強(qiáng)梁成形工藝設(shè)計(jì)及有限元分析
2018-07-23 06:21:34肖海峰
鍛壓裝備與制造技術(shù) 2018年3期
喻 旻,王 敏,肖海峰,李 兵
(湖北汽車工業(yè)學(xué)院,湖北 十堰 442002)
汽車覆蓋件是綜合體現(xiàn)汽車設(shè)計(jì)的重要部件,其生產(chǎn)是一個(gè)復(fù)雜的系統(tǒng)性工程,其復(fù)雜的生產(chǎn)工序及高昂的生產(chǎn)成本必然要求嚴(yán)格的風(fēng)險(xiǎn)控制。在復(fù)雜的生產(chǎn)工序中,拉延成形是其中最關(guān)鍵的一環(huán),保障成形過程無開裂、不起皺等已成為鋼鐵行業(yè)和汽車行業(yè)共同追求的共同目標(biāo)[1],因?yàn)樗粌H能決定成形的質(zhì)量,還會影響后續(xù)工序的設(shè)計(jì)與生產(chǎn)。因此,保證成形工藝的科學(xué)可行就顯得尤為重要。
汽車覆蓋件沖壓成形過程是將坯料進(jìn)行幾何、材料、邊界條件等非線性變化的復(fù)雜力學(xué)過程[2],而傳統(tǒng)的解析法和實(shí)驗(yàn)法[3]普遍遵循現(xiàn)有規(guī)范、準(zhǔn)則和經(jīng)驗(yàn),并沒有關(guān)注到板料的變形過程和受力情況,即使關(guān)注到也難以準(zhǔn)確把握,因而存在很大的不確定性和風(fēng)險(xiǎn)。
利用PAM-STAMP軟件針對成形工藝進(jìn)行有限元分析,能對成形工藝進(jìn)行驗(yàn)證,找出潛在的成形缺陷類型及具體位置,進(jìn)而分析原因,優(yōu)化方案,消除風(fēng)險(xiǎn)。
本文以汽車前圍板加強(qiáng)梁為例,設(shè)計(jì)成形工藝,并進(jìn)行有限元模擬分析,進(jìn)而優(yōu)化工藝并驗(yàn)證其可行性。
1 研究對象
零件為某型汽車前圍板加強(qiáng)梁,材料為SPCC,料厚1.5mm,最大尺寸約510mm×140mm×80mm。其總體結(jié)構(gòu)狹長,左右大致對稱,但細(xì)節(jié)有明顯差別。三維結(jié)構(gòu)較復(fù)雜,尤其是上下兩側(cè)曲面,與件體中間部位深度差較大,且一側(cè)曲面法向間夾角最高達(dá)45°,對成形不利。零件3D結(jié)構(gòu)如圖1所示。

圖1 零件3D模型
2 工藝優(yōu)化流程
合理的工藝是確保產(chǎn)品質(zhì)量、降低生產(chǎn)成本的重要保障,需要在實(shí)踐中不斷優(yōu)化。
借助有限元分析能將絕大部分的優(yōu)化工作在設(shè)計(jì)前期完成,有效減少后期試模修模次數(shù),降低生產(chǎn)風(fēng)險(xiǎn)。其過程如圖2所示。
3 工藝設(shè)計(jì)
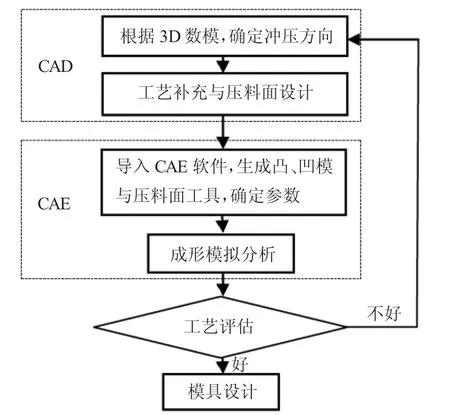
圖2 優(yōu)化流程
3.1 工序方案
零件生產(chǎn)需經(jīng)過拉延成形、修邊、沖孔、翻邊等基本工序。零件孔徑較小,數(shù)量少,分布比較均勻,修邊、沖孔可在同一工序完成。側(cè)面帶狀曲面不同區(qū)域法向夾角較大,需先拉延成形,再進(jìn)行局部翻邊。為保證產(chǎn)品質(zhì)量,需進(jìn)行整形。最終確定生產(chǎn)工序?yàn)椋豪?修邊沖孔-翻邊整形。
3.2 沖壓方向
沖壓方向是決定產(chǎn)品成形質(zhì)量的重要因素,直接影響零件成形性[4]。它不僅會影響拉延成形質(zhì)量,對后續(xù)工序也會產(chǎn)生不同程度的影響。
確定沖壓方向時(shí)要避免負(fù)角,保證凸模能順利進(jìn)入凹模,使零件一次充分成形;零件各處拉延深度差盡量小;凸模與坯料初始接觸狀態(tài)良好,初始接觸面積盡量大,避免局部應(yīng)力過載。沖壓方向如圖3所示。
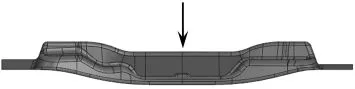
圖3 沖壓方向
3.3 工藝補(bǔ)充
本零件工藝補(bǔ)充包括封孔、彎邊展平、工藝面擴(kuò)展、過渡以及壓料面、拉延筋設(shè)計(jì)等。
工藝補(bǔ)充時(shí)盡量簡化拉深件結(jié)構(gòu)形狀,合理設(shè)計(jì)工藝補(bǔ)充形成的凸、凹模圓角大小,兼顧材料的流動性和塑性變形可控性、拉延深度、材料利用率,同時(shí)考慮對對后續(xù)工序的影響,要確保后續(xù)工序定位準(zhǔn)確,能實(shí)現(xiàn)垂直修邊和垂直翻邊等。
設(shè)置拉延筋能有效控制材料流動,但相關(guān)方案的成形模擬分析結(jié)果并不理想,故此處不作說明。工藝補(bǔ)充后效果見圖4。

圖4 工藝補(bǔ)充面
4 有限元分析與工藝優(yōu)化
4.1 預(yù)處理
在進(jìn)行有限元分析前,需要對零件進(jìn)行預(yù)處理。包括調(diào)整坐標(biāo)系以固定沖壓方向(一般為Z向)和沖壓中心(一般為零件質(zhì)心)、曲面網(wǎng)格劃分、確定分邊線,分離工具面創(chuàng)建成形工具等。目前PAM-STAMP軟件能夠獨(dú)立完成以上所有工作,但設(shè)計(jì)的結(jié)果要想在后續(xù)工作中直接使用還存在諸多不便,所以實(shí)際上部分工作是在CAD軟件(UG)中完成后,轉(zhuǎn)換成IGS格式,然后導(dǎo)入PAM-STAMP中進(jìn)行。
4.2 沖壓工程
在PAM-STAMP軟件中建立沖壓工程,添加沖壓進(jìn)程,設(shè)置沖壓方案,最終效果如圖5所示。
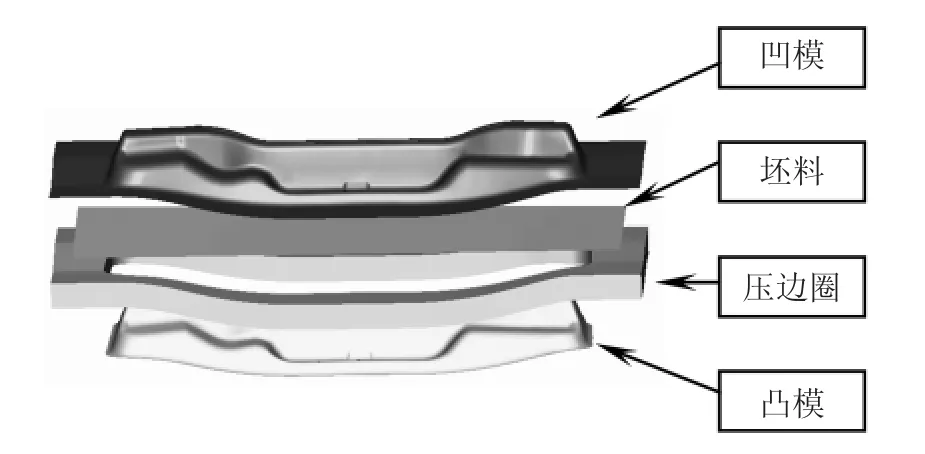
圖5 成形工具及位置關(guān)系
4.3 試驗(yàn)方案
PAM工程中,影響成形質(zhì)量的參數(shù)主要有壓邊力和凸凹模間隙,他們都能影響材料的流動進(jìn)而影響成形質(zhì)量。
分別試取壓邊力 100、300、500(kN),凸凹模間隙 0.1t、0.15 t、0.2t(t為料厚,PAM中默認(rèn)有 1 倍料厚的間隙),組合進(jìn)行成形有限元模擬分析,獲取成形效果相對較好時(shí)的參數(shù)值。
若開裂則減小壓邊力增加間隙值,起皺則增加壓邊力減小間隙值,并重新進(jìn)行成形模擬分析。對調(diào)參不能消除缺陷的區(qū)域進(jìn)行工藝優(yōu)化,直到得到滿意的結(jié)果,確定型面。
針對優(yōu)化后的型面,取不同的壓邊力進(jìn)行對比成形分析,直至獲得最佳成形結(jié)果,確定最佳工藝參數(shù)。
評價(jià)有限元分析結(jié)果好壞的依據(jù)是板料厚度分布圖和成形極限圖(Forming limit diagram,簡稱FLD),它們能直觀地展示板料厚度及分布狀態(tài),判斷是否存在起皺或拉裂缺陷。
4.4 工藝優(yōu)化
試參分析結(jié)果表明,壓邊力為300kN、間隙為0.15mm時(shí)成形效果相對較好,但零件兩個(gè)圓角處有比較嚴(yán)重的拉裂趨勢(如圖6a、6b),且不可通過調(diào)整參數(shù)消除。分析原因在于圓角尺寸過小,需對工藝補(bǔ)充面進(jìn)行局部優(yōu)化。
在CAD軟件(UG)中對存在缺陷的區(qū)域進(jìn)行曲面重建,用網(wǎng)格曲面方法對局部工藝補(bǔ)充面進(jìn)行優(yōu)化修改,具體效果見圖6c,左、右圖分別對應(yīng)圖6b中的拉裂區(qū)Ⅰ和Ⅱ,其中上方為優(yōu)化前曲面,下方為優(yōu)化后效果。
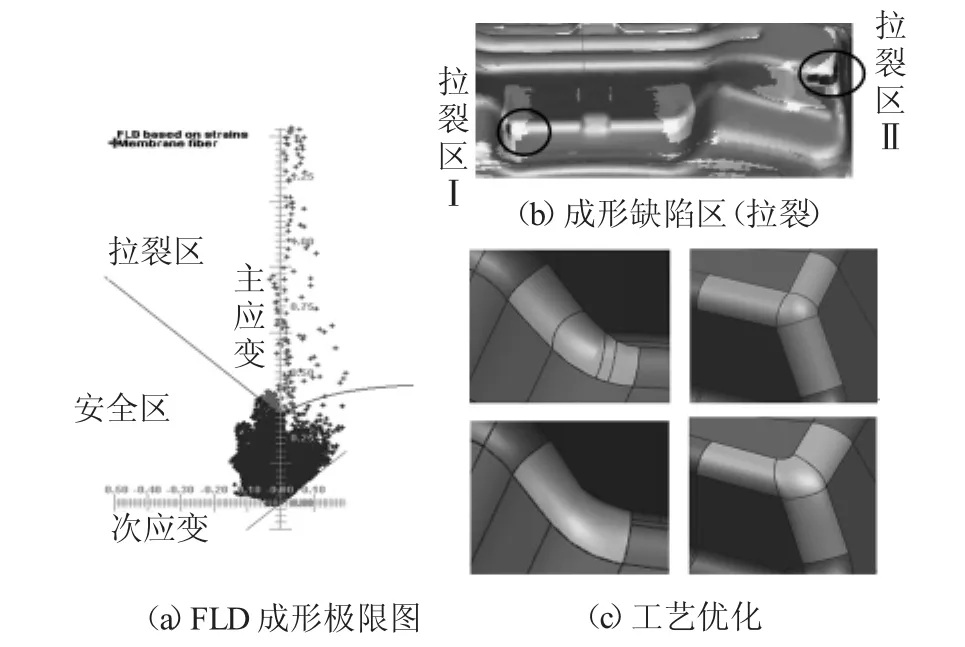
圖6 缺陷與優(yōu)化
4.5 分析結(jié)果
針對優(yōu)化后確定的工藝面,設(shè)定間隙等參數(shù),壓邊力在50kN~500kN間依次間隔50取值進(jìn)行成形CAE對比分析,對比分析結(jié)果如圖7所示。
結(jié)果表明,壓邊力為200kN時(shí),板料厚度在1.039884~1.667266之間,其中最大、最小值在圖8a中箭頭所示位置,它們占區(qū)域都很小,且分布在零件體外,修邊時(shí)會將其切除。零件產(chǎn)品區(qū)板料厚度值主要在1.308762~1.577640之間,從圖8b FLD成形極限云圖可知,所有云點(diǎn)都處于成形安全區(qū),沒有顯示出拉裂風(fēng)險(xiǎn)。

圖7 CAE對比分析結(jié)果
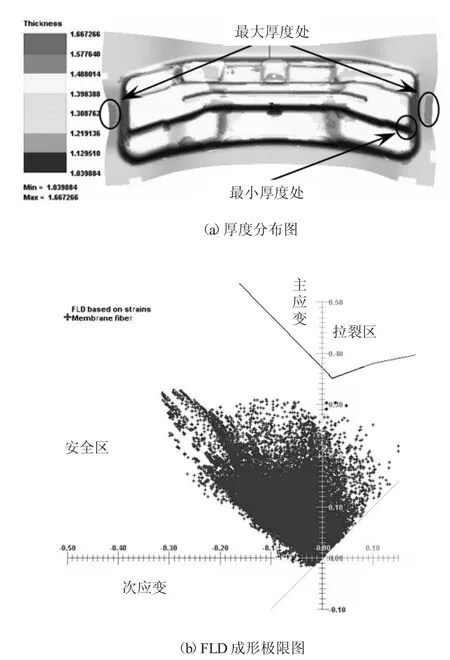
圖8 成形分析結(jié)果
經(jīng)過有限元分析優(yōu)化后,最終獲得產(chǎn)品效果如圖9所示。

圖9 最終結(jié)果
結(jié)果表明,在拉延成形過程中材料流動較均勻,成形質(zhì)量良好,板料成形可行,工藝設(shè)計(jì)合理。
5 結(jié)論
(1)以汽車前圍板加強(qiáng)梁為例,設(shè)計(jì)了生產(chǎn)工序和成形工藝,進(jìn)行了有限元分析,獲得了成形過程中板料厚度變化分布情況,預(yù)測了成形缺陷,優(yōu)化了工藝,消除了潛在的成形風(fēng)險(xiǎn),獲得理想結(jié)果,驗(yàn)證了工藝可行性。
(2)利用PAM-STAMP進(jìn)行成形有限元分析,可以了解板料在成形過程中各個(gè)階段的詳細(xì)情況,并據(jù)此進(jìn)行工藝優(yōu)化,能提升產(chǎn)品質(zhì)量,降低風(fēng)險(xiǎn),縮短開發(fā)周期,為后續(xù)設(shè)計(jì)提供科學(xué)參考。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
