汽車縱梁數(shù)控平板沖孔機焊接床身動力學分析
2018-07-23 06:21:16季翔宇李志申
鍛壓裝備與制造技術(shù) 2018年3期
關(guān)鍵詞:模態(tài)
李 敏,季翔宇,李志申
(1.山東建筑大學 機電工程學院,山東 濟南 250100;2.濟南鑄造鍛壓機械研究所有限公司,山東 濟南 250306)
現(xiàn)代沖孔成形工藝已不再依靠傳統(tǒng)的鉆削、激光等加工方法,而被工藝生產(chǎn)周期更短、效率更高的現(xiàn)代沖孔設(shè)備替代。作為現(xiàn)代沖孔的關(guān)鍵設(shè)備沖孔機,其加工精度高、定位準確,從而使沖孔機床在國內(nèi)市場發(fā)展前景廣闊[1]。
振動是工程實際中普遍存在的現(xiàn)象,也是力學中最重要的研究領(lǐng)域之一[2]。平板沖孔機在沖孔過程中發(fā)生振動,會影響加工質(zhì)量和自身壽命,因此對平板沖孔機焊接床身進行動力學研究具有十分重要的意義。
1 有限元模型的建立
1.1 幾何模型的建立
該汽車縱梁數(shù)控平板沖孔機焊接床身外形尺寸1430mm×1325mm×2455mm,其結(jié)構(gòu)如圖 1、2所示。
1.2 網(wǎng)格劃分
為提高平板沖孔機焊接床身分析效率,導(dǎo)入前對該結(jié)構(gòu)做如下簡化[3]:①去除床身上的附件,如油缸、滑塊、排料架、開關(guān)架等;②忽略床身上對應(yīng)力幾乎沒有影響的工藝孔、線路孔及較小的螺栓孔等;③簡化床身在加工制造時或安裝其他附件所附帶的倒圓角和過渡圓弧。

圖1 平板沖孔焊接機床身三維幾何模型

圖2 平板沖孔機焊接機床身內(nèi)部加強筋布置
將SolidWorks三維幾何模型保存為Parasolid(*.x_t)[4]格式,通過 ANSYS 中的 File/Import/PARA 接口導(dǎo)入ANSYS中。焊接床身材料Q235,密度7850kg/m3,彈性模量2.1×1011Pa,泊松比0.3,選用20節(jié)點 Solid186單元[5],分析采用5級精度,網(wǎng)格劃分時考慮到貼板和側(cè)板圓弧處和立板上的鍵槽處往往出現(xiàn)應(yīng)力集中現(xiàn)象,在這2處網(wǎng)格劃分細密一些,圓弧處網(wǎng)格尺寸為10mm,鍵槽處的網(wǎng)格密度為5mm,其余各板的網(wǎng)格尺寸為20mm。尺寸設(shè)置完成,先對面進行四邊形自由網(wǎng)格劃分,然后采用掃掠法[6]對整體劃分網(wǎng)格,最終得到的有限元模型的單元數(shù)是219368,節(jié)點數(shù)725948。平板沖孔機床身有限元模型如圖3所示。
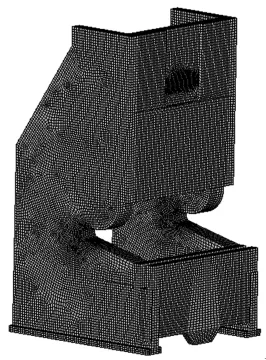
圖3 平板沖孔機床身有限元模型
2 模態(tài)分析
2.1 模態(tài)分析理論研究
模態(tài)固有頻率和振型只與結(jié)構(gòu)的剛度和質(zhì)量分布有關(guān)。分析床身的固有頻率和模態(tài)振型之間的關(guān)系,建立床身的振動微分方程如下[7]:

式中:R(t)——整體節(jié)點外載荷;
[M]——質(zhì)量矩陣;
[K]——剛度矩陣;
[C]——阻尼矩陣;
模態(tài)分析屬于線性分析[8],在模態(tài)分析過程中,外載荷是隨時間的變化而變化,結(jié)構(gòu)阻尼也較小,因此不考慮外力和阻尼作用,即在 R(t)=0,C=0 時,得到無阻尼自由振動微分方程:

式中:ω——振動固有角頻率。
結(jié)構(gòu)自振過程中,行列式系數(shù)值為零,即|K-ω2M|=0,本文研究的平板沖孔機焊接床身模型有n個自由度,上式是關(guān)于ω2的n次方程,計算得到n個實根。ω1、ω2、ω3、ω4分別代表焊接床身的第一階、第二階...第n階固有頻率,然后將求出的特征值ω代入方程式(1),計算出相對應(yīng)的特征矢量{δi}(i=1,2,3…,n),{δ1}、{δ2}、{δ3}…{δn}、即為焊接床身的第一階、第二階、…第n階的固有振型[9]。
2.2 設(shè)置邊界條件和求解
對焊接床身左右底板施加全約束;整體施加重力,以加速度的形式表示,大小是10m/s2,方向沿Y軸負方向。通過分塊法[10]提取平板沖孔機焊接床身的前5階固有頻率,模態(tài)擴展數(shù)目也為5,選項設(shè)置時,不考慮集中質(zhì)量矩陣和預(yù)應(yīng)力,進行求解。
2.3 模態(tài)計算結(jié)果及分析
ANSYS計算得到前五階固有頻率,如表1所示列出了平板沖孔機焊接床身的前5階固有頻率,并通過擴展模態(tài)得到了各階固有頻率所對的振型圖。

表1 平板沖孔機床身前5階固有頻率與固有振型
(1)第一階模態(tài)頻率值為32.51Hz,在該模態(tài)頻率下,平板沖孔機焊接床身的振型屬于彎曲振型,振型方向為整體左右擺動,如圖4所示。最大位移出現(xiàn)在左右側(cè)板的最上端,該振型會使底板左右側(cè)應(yīng)力較大,也會對地基與左右側(cè)底板相連接的緊固螺栓產(chǎn)生較大影響。
(2)第二階模態(tài)頻率值為84.97Hz,在該模態(tài)頻率下,平板沖孔機焊接床身的振型屬于彎曲振型,振型方向為整體前后擺動,最大位移出現(xiàn)在立板的最上端,如圖5所示。該振型會使焊接床身底板前后側(cè)應(yīng)力較大,也會對地基與前后側(cè)底板相連接的緊固螺栓產(chǎn)生較大的影響。

圖4 平板沖孔機焊接床身第一階振型圖

圖5 平板沖孔機焊接床身第二階振型圖
(3)第三階模態(tài)頻率值為108.15Hz,在該模態(tài)頻率下,平板沖孔機焊接床身振型是繞Z軸方向扭轉(zhuǎn),如圖6所示,最大位移出現(xiàn)左、右側(cè)板的最上端,會使床身底部外側(cè)承受較大的扭轉(zhuǎn)應(yīng)力,并對底板與地基連接螺栓產(chǎn)生較大作用。
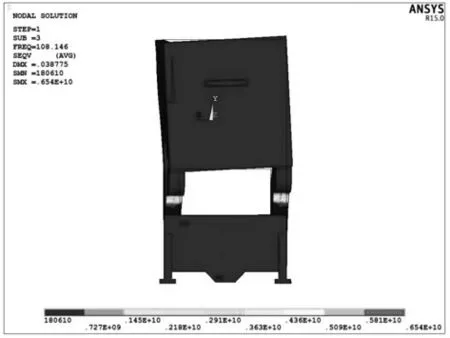
圖6 平板沖孔機焊接床身第三階振型圖
(4)第四階頻率值為173.52Hz,在該模態(tài)頻率下,平板沖孔機焊接床身振型是繞Y軸方向扭轉(zhuǎn),如圖7所示,最大位移出現(xiàn)左、右側(cè)板的最上端,會使床身底部內(nèi)側(cè)承受較大的扭轉(zhuǎn)應(yīng)力,并對地基連接螺栓產(chǎn)生較大作用。
(5)第五階模態(tài)頻率值為185.08Hz,如圖8所示,在該模態(tài)頻率下,平板沖孔機焊接床身最大位移出現(xiàn)在外側(cè)板上,外側(cè)板產(chǎn)生局部振動。
3 諧響應(yīng)分析
3.1 諧響應(yīng)分析理論研究

圖7 平板沖孔機焊接床身第四階振型圖

圖8 平板沖孔機焊接床身第五階振型圖
在簡諧激勵作用下,系統(tǒng)的動力學響應(yīng)由兩部分構(gòu)成,其中包括由初始條件決定的瞬態(tài)衰減自由振動和由簡諧激勵決定的穩(wěn)態(tài)受迫振動。諧響應(yīng)分析只計算穩(wěn)態(tài)受迫振動。受迫振動通用運動方程為[11]:

式中:M——結(jié)構(gòu)的質(zhì)量矩陣;
C——結(jié)構(gòu)的阻尼矩陣;
K——結(jié)構(gòu)的剛度矩陣;
F(t)——激振力向量。
假定作用在多自由度系統(tǒng)上的各簡諧激勵的頻率和相位相同,則激振力可用復(fù)數(shù)表示為:

式中:F(t)——激振力的幅值;
ω——簡諧激振頻率;
F1——結(jié)構(gòu)的實激振力向量;
F2——結(jié)構(gòu)的虛激振力向量。
位移可表示為

式中:umax——位移幅值
u1——實位移矢量;
u2——虛位移矢量。
諧響應(yīng)分析的運動方程為:

3.2 諧響應(yīng)加載和求解
簡諧激振力以實部和虛部[12]形式輸入,激振力的點分別選在立板平鍵上表面中心節(jié)點上,方向向上,另一激振力作用在內(nèi)外側(cè)板中心軸線節(jié)點上,方向向下。作用在平鍵上的力幅值為F1=1.2×106N,內(nèi)外側(cè)板上的力F2=0.6×106N,虛部均為為0,對焊接床身底板所有自由度施加全約束。由模態(tài)分析得出的對焊接床身影響較大的前5階頻率在0~200Hz范圍內(nèi),因此這里選擇的激勵頻率范圍0~200Hz,載荷子步為50,采用階梯加載方式,用完全法[13]進行求解,選用幅值+相位角作為輸出選項。加載模型如圖9所示。

圖9 諧響應(yīng)分析模型
3.3 求解結(jié)果分析
求解結(jié)束,通過時間歷程后處理器查看結(jié)果,為了繪制位移-頻率關(guān)系曲線需要定義變量,焊接床身立板上的平鍵、側(cè)板和貼板圓弧、左側(cè)板應(yīng)力比較大,因此選取焊接床身平鍵、側(cè)板和貼板圓弧處、左側(cè)板上的最大應(yīng)力值點為關(guān)鍵點,分別為548257號、174715號、166489號,用 A、B、C 表示;定義每個節(jié)點在X、Y、Z三個自由度方向的位移,繪制的位移-頻率響應(yīng)曲線如圖10~13所示。
圖中的峰值點為共振現(xiàn)象發(fā)生的位置,所對應(yīng)的頻率為模態(tài)分析所得的平板沖孔機焊接床身的固有頻率,從圖10~13幅值曲線圖不難看出,平鍵、側(cè)板和貼板圓弧、左側(cè)板、內(nèi)外側(cè)板左端點、內(nèi)外側(cè)板中間點、內(nèi)外側(cè)板右端點X、Y、Z三個方向的峰值對應(yīng)頻率在84.97Hz附近,即第二階固有頻率,可以推出激振頻率出現(xiàn)在80~85Hz時,床身會出現(xiàn)共振現(xiàn)象,為避免對床身產(chǎn)生不必要的破壞,工作頻率不要接近第二階固有頻率。左側(cè)板的位移幅值最大,外側(cè)板右端點位移幅值最小;關(guān)鍵點處Z方向的位移大于Y方向的位移,Y方向的位移大于X方向的位移。這與實際工作情形相吻合。
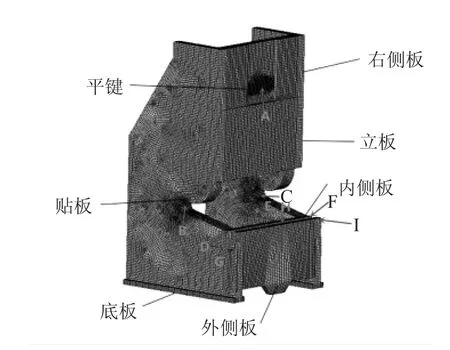
圖10 焊接床身所選關(guān)鍵點位置示意圖
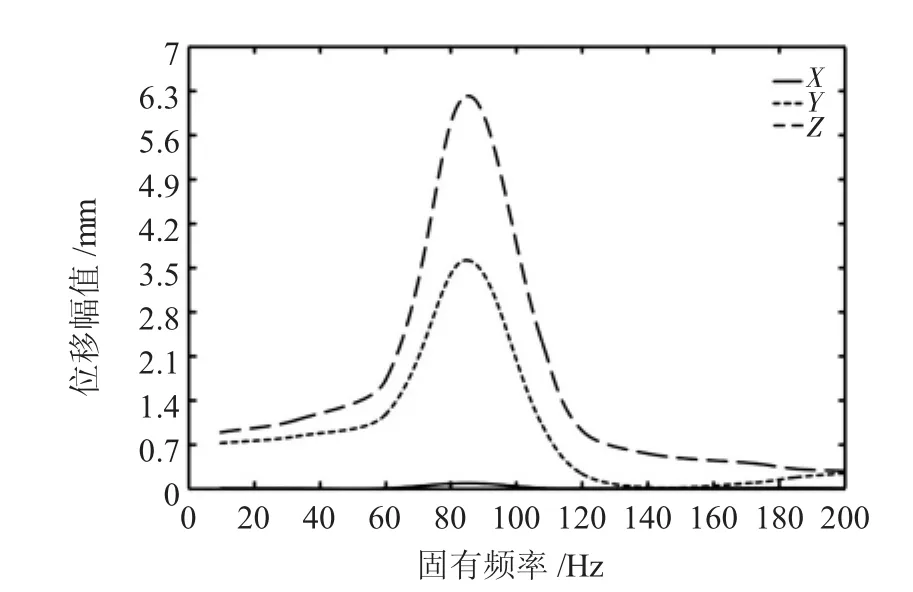
圖11 平鍵最大應(yīng)力點A的幅值響應(yīng)曲線

圖12 側(cè)板和貼板圓弧處最大應(yīng)力點B的幅值響應(yīng)曲線
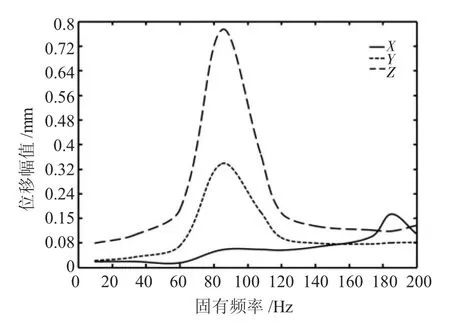
圖13 左側(cè)板最大應(yīng)力點C的幅值響應(yīng)曲線
4 結(jié)論
通過對平板沖孔機焊接床身進行模態(tài)分析,得出了前5階的固有頻率和與之相對應(yīng)的振型,確定了諧響應(yīng)頻率分析范圍0~200Hz,然后對平板沖孔機焊接床身進行了諧響應(yīng)分析,考察了重要位置在所選頻率范圍內(nèi)的響應(yīng)情況,得出了固有頻率的位移響應(yīng)幅值曲線,確定了84.97Hz是對焊接床身動態(tài)特性影響最大的固有頻率。
猜你喜歡
成都信息工程大學學報(2022年4期)2022-11-18 07:31:14
中國傳媒大學學報(自然科學版)(2021年1期)2021-06-09 08:43:12
工程與建設(shè)(2019年1期)2019-09-03 01:12:12
廣州大學學報(自然科學版)(2016年2期)2017-01-15 13:43:00
廣西科技大學學報(2016年1期)2016-06-22 13:10:37
湖北經(jīng)濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:39
振動工程學報(2014年4期)2014-03-01 01:15:31
電影新作(2014年1期)2014-02-27 09:07:36
