關(guān)節(jié)軸承表面形貌參數(shù)可控的激光微織構(gòu)技術(shù)
2018-07-23 07:52:38錢振華
軸承 2018年2期
錢振華
(湖州職業(yè)技術(shù)學院 機電與汽車工程學院,浙江 湖州 313000)
關(guān)節(jié)軸承屬于滑動軸承,由一個帶外球面的內(nèi)圈和一個帶內(nèi)球面的外圈組成,主要用于同心度要求不高,工作表面壓力較大而又作慢速擺動或回轉(zhuǎn)運動的支承部位。其特點是結(jié)構(gòu)簡單、體積小、承載能力大,廣泛用于工程機械、紡織、農(nóng)業(yè)機械、載重汽車等領(lǐng)域[1]。關(guān)節(jié)軸承工作時,內(nèi)、外圈摩擦副做相對滑動,如何有效減小摩擦、減輕磨損、延長使用壽命是當前研究的熱點[2]。關(guān)節(jié)軸承由于相對滑動速度小、載荷大,內(nèi)、外圈的潤滑狀態(tài)多為邊界潤滑,邊界潤滑膜的破裂是關(guān)節(jié)軸承失效的主要原因[3],而導致邊界潤滑膜破裂的重要因素之一就是關(guān)節(jié)軸承的表面形貌。因此,關(guān)節(jié)軸承表面形貌極大地影響著關(guān)節(jié)軸承內(nèi)、外圈的摩擦、磨損、潤滑等特性。
近年來,隨著激光加工技術(shù)和摩擦副表面處理技術(shù)的發(fā)展,激光表面微織構(gòu)技術(shù)被認為是提高摩擦副摩擦特性的有效手段。所謂激光表面微織構(gòu)技術(shù),是指根據(jù)摩擦副的潤滑性能要求,利用一定能量密度的脈沖激光束在其工作表面上加工出具有一定深度、寬度(直徑)、密度(間距)、角度及形狀的凹坑或凹槽等形貌,用于貯存和輸送潤滑油[4]。目前,國內(nèi)外已有許多學者對缸套、活塞環(huán)、機械密封、推力關(guān)節(jié)軸承等摩擦副做了激光表面微織構(gòu)試驗。文獻[5]研究了關(guān)節(jié)軸承微凹坑織構(gòu)表面對脂潤滑條件下摩擦特性的影響,得出不同的表面形貌參數(shù)對關(guān)節(jié)軸承的摩擦學特性影響不同,因此,需對關(guān)節(jié)軸承的表面高度參數(shù)、功能參數(shù)和特征參數(shù)等表面形貌參數(shù)進行優(yōu)化設計。文獻[6]研究了微凹坑和微凹槽織構(gòu)對關(guān)節(jié)軸承摩擦學特性的影響,得出合理的微凹坑織構(gòu)和微凹槽織構(gòu)設計能使關(guān)節(jié)軸承滑動摩擦因數(shù)減小60%和 46.2%。
目前有關(guān)關(guān)節(jié)軸承激光微織構(gòu)工藝設備介紹較少,微凹坑和微凹槽織構(gòu)形貌參數(shù)的工藝試驗研究也不夠深入。因此,利用一套適合于關(guān)節(jié)軸承表面形貌加工的激光微織構(gòu)設備,在不同的工藝參數(shù)下進行了一系列激光微織構(gòu)工藝研究,實現(xiàn)了關(guān)節(jié)軸承表面微凹坑和微凹槽織構(gòu)形貌參數(shù)可控的加工。
1 關(guān)節(jié)軸承表面微織構(gòu)設計
以向心關(guān)節(jié)軸承GE50ES為例,材料為軸承鋼GCr15,軸承尺寸參數(shù):內(nèi)徑50 mm,外徑75 mm,寬度35 mm。根據(jù)多種規(guī)則微織構(gòu)表面形貌對摩擦副摩擦特性的影響[7]和向心關(guān)節(jié)軸承的潤滑性能要求[8-9],在向心關(guān)節(jié)軸承的內(nèi)圈表面上設計了2種不同的微織構(gòu)表面形貌,如圖1所示。微凹坑和微凹槽織構(gòu)均能夠儲存一定的潤滑劑,有助于減小滑動摩擦,改善關(guān)節(jié)軸承內(nèi)、外圈接觸面的摩擦學性能。此外,微凹坑和微凹槽織構(gòu)還能吸附微小磨粒,使關(guān)節(jié)軸承避免發(fā)生磨粒磨損。微凹坑織構(gòu)的適宜形貌參數(shù)為:直徑60~100 μm,深度5~20 μm,間距200~400 μm;微凹槽織構(gòu)的適宜形貌參數(shù)為:槽寬80~120 μm,深度10~20 μm,間距400~600 μm,與軸向夾角為45°。

圖1 關(guān)節(jié)軸承激光微織構(gòu)表面形貌
2 激光微織構(gòu)設備
本研究所采用的激光微織構(gòu)設備由激光器和光路系統(tǒng)、四軸工作臺、計算機數(shù)控系統(tǒng)等組成,如圖2所示。激光器采用二極管泵浦固體(DPSS)YAG激光器,泵浦光源采用RD型二極管模塊,二極管模塊具有正五邊形對稱泵浦結(jié)構(gòu),泵浦光為808 nm激光。根據(jù)Nd:YAG晶體的吸收譜線特性可知,Nd:YAG晶體對808 nm激光有較好的吸收作用,采用二極管泵浦方式有利于減少泵浦過程中產(chǎn)生的多余熱量,提高光-光轉(zhuǎn)換效率,使激光器工作在一個低壓的狀態(tài),增強激光器的可靠性。激光器輸出波長為1 064 nm時最大功率為15 W、波長為532 nm時(通過倍頻后)最大功率為3 W。激光器技術(shù)參數(shù)見表1。設備中的計算機控制系統(tǒng)以工控機為平臺,通過4軸運動控制卡和編碼器計數(shù)卡實現(xiàn)對x,y,z,θ軸的精確控制。

圖2 激光微織構(gòu)設備
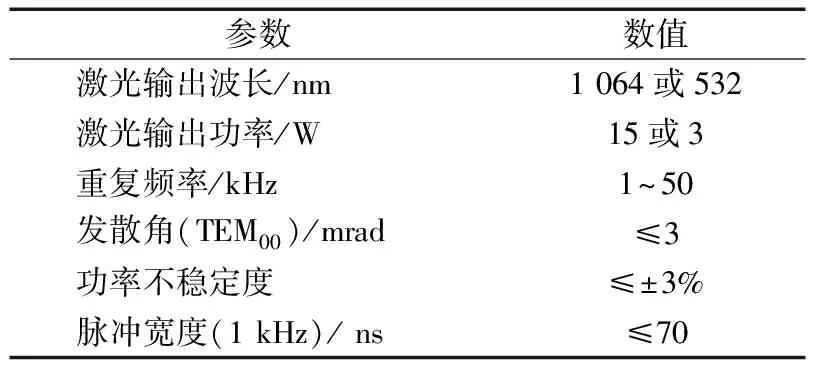
表1 激光器技術(shù)參數(shù)
3 表面形貌參數(shù)可控的激光微織構(gòu)工藝分析
3.1 微凹坑深度的控制
通常,要控制微凹坑的深度可采用激光多脈沖同點連續(xù)加工的方法,但其缺點是激光與材料作用的時間較長,材料熔融后造成微凹坑內(nèi)部熔渣較多,加工質(zhì)量較差,激光熱效應的副作用明顯。因此,在微凹坑的加工過程中,為了最大限度地減小激光熱效應的副作用,在泵浦電流為22.8 A、重復頻率為7 kHz條件下,采用波長為532 nm的脈沖激光在關(guān)節(jié)軸承內(nèi)圈表面分別進行單脈沖同點間隔2次、5次和10次加工[10]。單脈沖同點間隔2次和10次微凹坑織構(gòu)的形貌如圖3所示。微凹坑的深度隨著重復次數(shù)的增加而增加,且兩者存在線性關(guān)系(圖4),因此,可通過控制單脈沖同點間隔加工的次數(shù)來控制微凹坑的深度。此外,用這樣的方法加工出的微凹坑內(nèi)部較為平滑,加工質(zhì)量較好。雖然微凹坑的周圍仍有一定的殘渣,但這主要是由材料受熱氣化過程中噴射出的金屬小顆粒凝固而成,用拋光加超聲波清洗的方法很容易去除。

圖3 單脈沖同點間隔加工微凹坑形貌
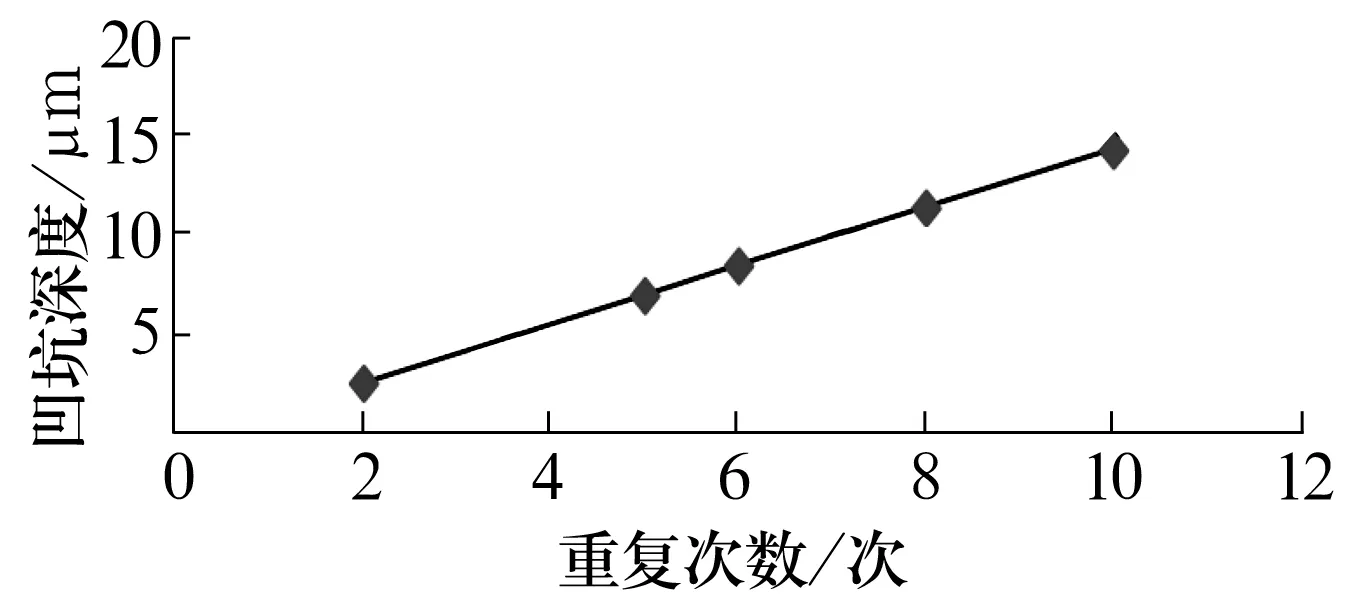
圖4 微凹坑深度隨重復次數(shù)的變化曲線
3.2 微凹坑間距的控制
微凹坑的間距由激光微織構(gòu)設備中的計算機數(shù)控系統(tǒng)精確控制。在圖1所示z軸同軸方向內(nèi)部安裝高精度增量光電編碼器(25 000線),并使用編碼器計數(shù)卡對來自θ軸的編碼器脈沖信號進行計數(shù)、分頻處理后,根據(jù)控制要求輸出脈沖信號給聲光電源,聲光電源發(fā)出射頻信號控制聲光Q開關(guān)控制激光器發(fā)出激光脈沖[11]。通過增量編碼器的精確定位,沿圓周方向加工出分布均勻、定間距的微凹坑,如圖5所示。微凹坑的間距τ為

圖5 分布均勻、定間距的微凹坑
(1)
式中:r為關(guān)節(jié)軸承內(nèi)圈半徑;m為微凹坑個數(shù)。
3.3 微凹槽的深度和間距控制
微凹槽的加工采用基于激光脈沖序列加工的方法,即通過控制聲光Q開關(guān)發(fā)出一定頻率的激光脈沖串,激光頭相對于工作臺做一定速度的掃描,并保持激光脈沖間有一定的重疊度,實現(xiàn)微凹槽的加工。在波長為532 nm,泵浦電流為22.8 A,重疊度分別為90%和80%條件下加工微凹槽,采用WYKO NT1100型表面輪廓儀對加工試樣進行表面形貌測量,結(jié)果如圖6所示。結(jié)果表明,微凹槽的深度與重疊度成線性關(guān)系。因此,可通過控制激光脈沖光斑的重疊度來控制微凹槽的深度。微凹槽的間距控制方法與微凹坑的間距控制方法相似。
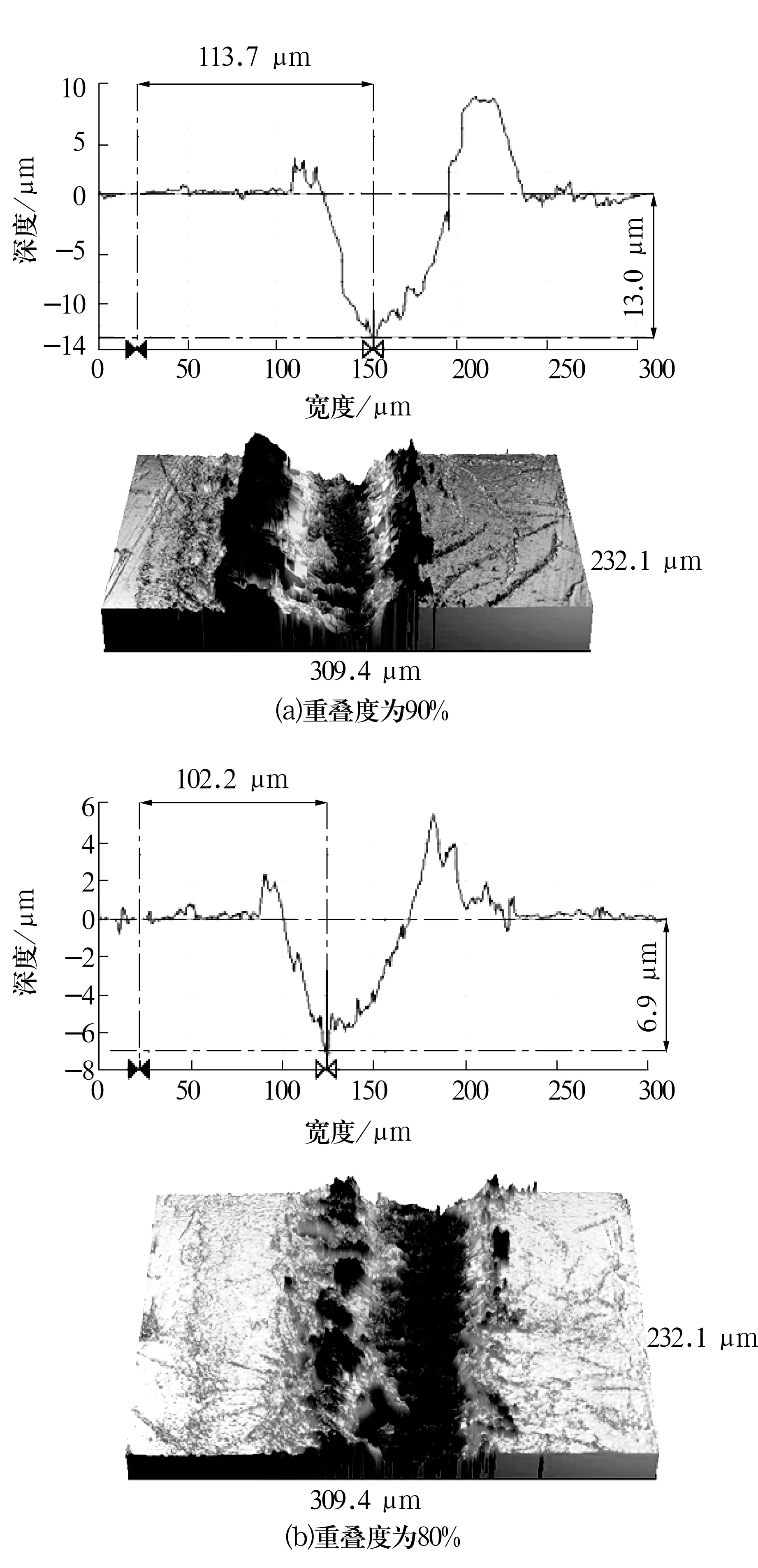
圖6 不同重疊度條件下加工的微凹槽
3.4 微凹槽角度的控制
為了在關(guān)節(jié)軸承內(nèi)圈表面加工出與軸向具有一定角度的微凹槽,需要對檢測到的編碼器z向信號做延遲處理。如圖7所示,假設T1為內(nèi)圈表面加工出的第1圈微凹坑(展開后),T2為內(nèi)圈表面加工出的第2圈微凹坑(展開后),第1圈和第2圈的z向進給為s,則只要s足夠小(即保證相鄰激光脈沖之間有一定的重疊度),即可加工出角度一致的微凹槽。編碼器z向信號延遲脈沖數(shù)N與微凹槽、軸向夾角θ的關(guān)系為

圖7 微凹槽角度形成示意圖
(2)
式中:105為缸套每轉(zhuǎn)一圈編碼器輸出的脈沖個數(shù)(設備采用的編碼器為25 000線,4倍頻后為105)。由(2)式可知,只要設置延遲脈沖數(shù)N即可控制微凹槽與軸向的夾角θ。
4 結(jié)束語
根據(jù)微織構(gòu)表面形貌對摩擦副摩擦特性的影響和向心關(guān)節(jié)軸承的潤滑性能要求,在向心關(guān)節(jié)軸承內(nèi)圈表面設計了微凹坑和交叉微凹槽2種不同的微織構(gòu)表面形貌。介紹了一種專門用于關(guān)節(jié)軸承內(nèi)圈表面微織構(gòu)加工的激光微織構(gòu)設備,基于該設備對微凹坑和微凹槽的深度、間距等進行了分析,實現(xiàn)了內(nèi)圈表面形貌參數(shù)的可控加工。
