沖壓模具智能檢測系統的開發
2018-07-21 07:35:14何述平陳立軍付磊磊
制造業自動化 2018年7期
何述平,陳立軍,唐 倩,陳 銳,付磊磊
(1.重慶長安汽車股份有限公司,重慶 401120;2.重慶大學,重慶 400044)
0 引言
隨著國內外汽車行業白熱化階段的到來,現代汽車行業對汽車的外觀、強度等要求越來越高,因而對沖壓模具及加工精度的要求也愈發更高,在汽車制造過程中模具工裝的質量及壽命就顯得相當重要。目前沖壓模具工裝在生產維護中主要存在模具線下維修次數多、時間長、模具維修費用高、壽命短、模具工裝當前的運行狀態的監控缺失等難點問題[1,2]。
這些問題的普遍存在最終會大幅降低汽車零部件產品的質量和生產效率,尤其是模具運行狀態監控的缺失,拉開了我國汽車行業與世界頂級汽車公司的差距。國外J Jin等[3]在基于信號分段原則的條件下,采用壓力壓噸位傳感器對壓力或連桿的立柱進行壓力監測;N Mahayotsanun等[4]綜合運用位移傳感器去監測模具間的裂紋和運用壓力傳感器去監測模具和工件間的壓力。國內對模具檢測系統的開發也做了一定量的研究,包括對大型沖壓機的力-位移信息、故障信息和模具數據庫信息的遠程監控[5]、對自動化沖壓加工中的模內廢料的檢測[6]、對壓力和溫度的檢測[7]以及基于MEMS采用加速度傳感器來獲得X、Y、Z軸方向上的機身與下模座之間的相對加速度信號,可以清楚地分辨沖壓過程的各個階段[8]。以上對沖壓模具的監測大多都存在監測效率低下、檢測項目單一、自動化程度低等缺陷,無法對整套模具進行系統監控,在整套沖壓模具工序中,溫度、壓力、異物廢料的檢測都與產品質量息息相關,他們之間存在著非線性、實變性和強耦合的復雜關系,因此單一的檢測項目并不能全面地對整套模具的工藝進行研究。
針對以上各種問題,通過設計一套沖壓模具智能監測系統,該系統可對沖壓模具工裝生產中的多項工況進行實時監測和判定,為模具工裝的使用狀態及使用過程中的質量監控提供了一個可量化的監控參考,在逐步使用和完善本系統的過程中對產品質量及產能的提高起到積極的不可替代的作用,最終對提高沖壓生產線的工作效率和產品質量具有重要的意義。
1 模具檢測系統的功能
模具檢測系統的主要功能是由數據采集系統采集各種傳感器的數據信息傳送至監控中心。
具體檢測項目流程如圖1所示。
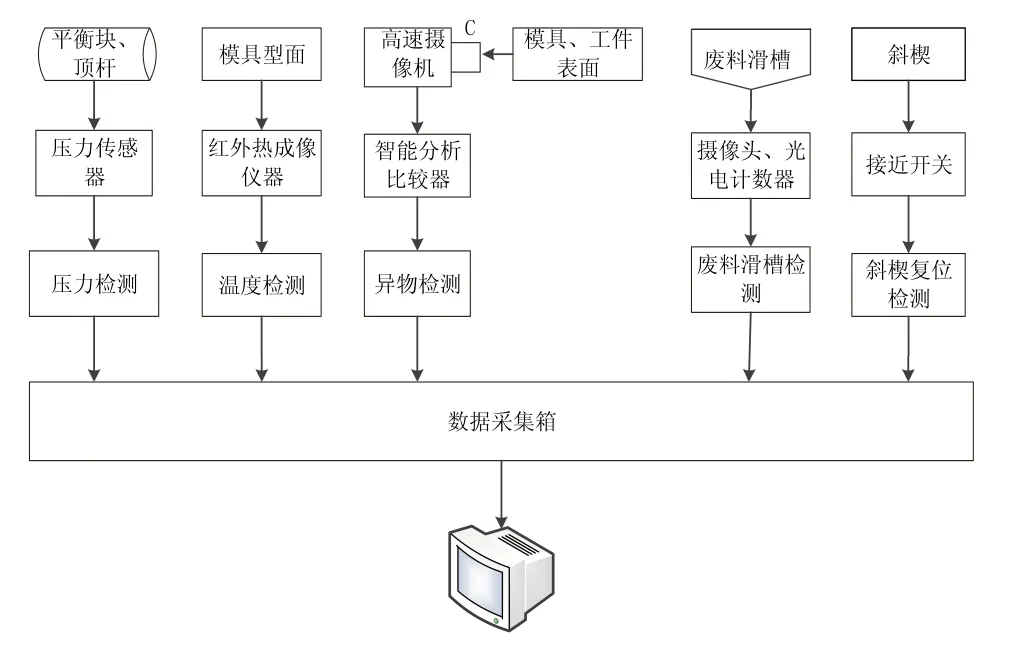
圖1 系統流程圖
通過安裝在平衡塊和頂桿上的壓力傳感器監測測試點上各頂桿的受力數據,當其受力超過規定的閥值時提供報警信息并提醒操作人員進行頂桿的維護或者更換,從而及時發現變形情況,以保證生產產品質量的穩定。模具在每次沖壓之后,其表面溫度之高甚至能影響到工件的變形質量,因此需對其型面溫度進行監測,通過紅外熱像儀對模具型面進行攝像采集,測量視場范圍內的模具溫度,確定溫度最高點及最低點區域,根據長期監測的數據完善幾者之間的相關性模型,從而得到報警信息,提醒操作人員進行相關的操作以保證產品的質量。坯料異物檢測、模具中的廢料滑槽監測和斜楔復位檢測都是具有類似的功能,當檢測量超過其所設置的標準時,該系統就會報警提醒工作人員進行檢查和維護。
軟件系統功能主要是對采集到的傳感器數據信息進行保存并實時顯示出來,主要有如下功能模塊:1)數據顯示:壓力、溫度、狀態等數據信息的圖形顯示和視頻顯示功能;2)數據處理:數據存儲功能、報警數值設定功能;3)數據輸出:報警信號輸出(聲音及圖形閃爍報警)、歷史數據的輸出;4)輔助功能:通過控制軟件系統的人機界面選擇要查看的數據信息、通訊口設置、計算功能及系統參數設置功能。
2 模具檢測系統總體方案
本系統設計出了合理的沖壓模具的結構以安裝壓力傳感器、紅外熱像儀器,異物廢料及斜楔復位等檢測裝置,同時設計出高效的多線程數據采集系統高速同步采集壓力、溫度、圖像和報警信號。
2.1 平衡塊和頂桿的壓力檢測
本系統采用壓電式壓力傳感器對于平衡塊和頂桿進行壓力檢測,壓電式壓力傳感器是利用壓電材料的壓電效應將被測壓力轉換為電信號的,由壓電材料制成的壓電元件受到壓力作用時產生的電荷量與作用力之間呈線性關系:q=ksp,式中q為電荷量;k為壓電常數;s為作用面積;p為壓力。通過測量電荷量可知被測壓力大小,電荷量用電壓放大器放大,轉換為電壓輸出,每10mV電壓代表輸出1000N的壓力,輸出信號與被測壓力值亦呈線性關系。在配用電壓放大器時,采用將多個壓電元件串聯的方式來提高傳感器的靈敏度。壓電式壓力傳感器體積小,結構簡單,工作可靠;測量范圍寬,可測100MPa以下的壓力;測量頻率響應高,可達10KHz,是動態壓力檢測中常用的傳感器。由于該沖壓模具是采用液壓的方式,沖壓的瞬間壓力很大,對壓力傳感器的沖擊力較大,采用壓電式壓力傳感器可以避免其由于變形而失效,一般的壓力傳感器當其超過其最大變形量時,其工作壽命就會大大縮短。
由于模具中平衡塊和頂桿較多,為此只對其中一部分進行監控,各選取16個點進行壓力測試,兼顧對稱原則,平衡塊和頂桿的壓力傳感器安裝位置如圖2、圖3所示。
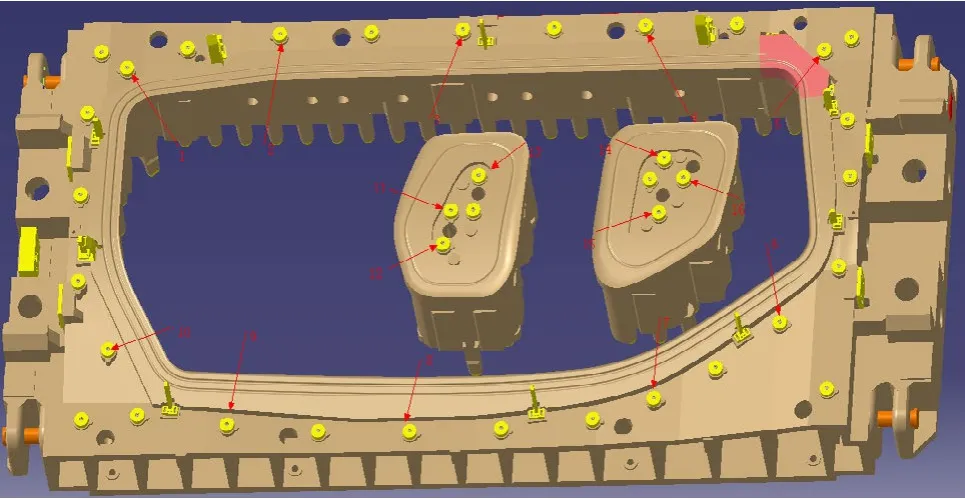
圖2 模具中平衡塊上的壓力傳感器安裝布局圖
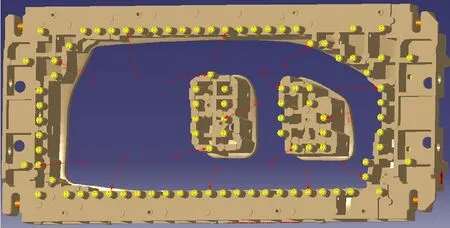
圖3 模具中頂桿上的壓力傳感器安裝布局圖
2.2 模具型面的溫度檢測
由于模具工作環境非常惡劣,例如振動、噪聲較大,如果選擇接觸式的溫度傳感器進行測試不但會縮短傳感器本身的壽命,對模具檢測表面質量也會造成損傷,而且接觸式的溫度傳感器精度較低,因此選擇非接觸式的紅外熱像儀進行溫度檢測。紅外熱像儀主要是利用紅外探測器和光學成像物鏡接受被測目標的紅外輻射能量分布圖形反映到紅外探測器的光敏元件上,從而獲得紅外熱像圖,這種熱像圖與物體表面的熱分布場相對應。
該溫度檢測裝置具有不受環境影響的精確測溫和高速采集溫度數據流、自定義速率回放等精確的在線測溫功能;它還具有熱像儀集群控制-Thermo Group溫度數據多用戶的同步分發、協同分析的紅外集群控制功能;此外,它能24小時不間斷監控,最高可以100M以太網輸出50Hz溫度數據和H.264可見光視頻。一根網線即可完成紅外/可見光雙流數據傳輸和遠方控制功能,可設定溫度閾值,超過溫度后自動報警,自動抓圖、錄像,可保存溫度流數據并回放;還可選擇不同焦距的鏡頭進行不同范圍的監控;可選配無線路由、GSM/GPRS短信/彩信模塊、3G模塊無線傳輸。該檢測方式能夠將數據結果進行分層顯示,即不同的顏色所代表的溫度的不同,顏色越深,溫度越高,這樣便可直接觀察其溫度的分布。
為了保護紅外熱像儀的壽命,本檢測系統紅外熱像儀安裝在模具旁邊的橫梁上,既保證了紅外熱像儀的安全,又可對模具整個型面進行溫度監控。
2.3 模具表面的異物檢測
生產過程中由于模具表面常有些較大的異物,例如螺絲釘、鐵屑等流落到工件表面,易對其下一道工序造成不可估量的影響,輕者會對工件質量造成損壞,重者對模具造成損傷,因此對坯料異物檢測也是監控系統重要的一環。針對于坯料異物檢測,工作過程為通過高清攝像頭對模具表面進行實時監控,然后把拍攝的畫面傳輸到圖像比較器,經圖像比較器處理后由顯示器顯示,其檢測流程如圖4所示。
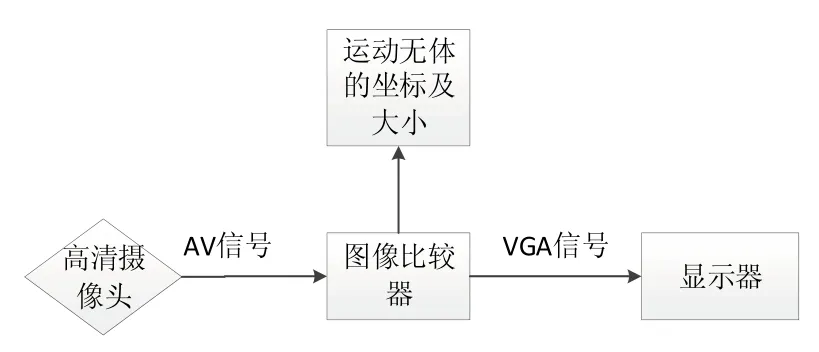
圖4 模具表面異物檢測
該檢測裝置采用的是VA2001圖像比較器,當自動檢測時,該裝置通過設像頭掃描模具表面,采集圖像并與之前拍攝的標準圖形比較,若檢查出模具有異物并通過顯示器顯示出來異物呈現紅色,維修工作人員進行維修。該異物檢測裝置采用的是全嵌入式結構,具有動態和靜態兩種比較模式,其具有方便的操作設定:除了可實現抓圖、半透明顯示、靈敏度可調以及多參數存儲等功能外,還采用了前后雙向視頻圖像檢測、精準插值圖像信息,其采取的特殊算法使VGA輸出與攝像機的采集分辨率顯示為1:1,可以在顯示器上清晰的顯示。圖像比較器與高清攝像頭之間采用NTSC自動識別,傳送的信號為AV信號,圖像比較器輸出配置接口為RS232,輸出信號為VGA模擬信號,其工作速度可達60次/ms。
2.4 廢料滑槽的檢測
在切邊或者沖孔的工序中,其產生的廢料會經常卡在滑槽中不能排出,從而影響生產效率。為了避免此種情況的發生,本系統設計了關于廢料滑槽的監控裝置,本裝置主要由微型攝像頭配合光電傳感器進行計數監控。其主要工作流程如圖5所示。
具體檢測工作過程如下:
1)在生產過程中,每沖壓一次,廢料理論上會從孔中滑落一次,光電開關計數一次;
2)如果出現沖壓三次以上,光電開關沒有計數,或者是沖壓次數大于光電開關計數的次數3次以上,則認為廢料卡住了;
3)廢料卡住后,進行報警,操作人員通過攝像頭觀察,進一步確認卡料情況;
4)清除卡料后,系統自動清除報警狀態,光電開關計數恢復,并啟動正常生產。
2.5 斜楔復位的檢測
在沖壓生產中斜楔的復位通過彈簧及氮氣缸來實現,但是由于復位元件的原因導致斜楔不能正常復位,會影響后面模具的正常工作。以前都是根據沖壓的結果來預知斜楔是否復位,這樣大大降低了生產效率,為了提高其加工精度和自動化程度,本系統采用接近開關來對其進行監控,如果斜楔不能復位,接近開關采取不到信號,系統啟動自動報警裝置,這樣工人就可根據報警聲來對其進行維修。

圖5 廢料滑槽裝置的流程圖
結合以上的檢測實施方案,同時開發多線程的實時數據采集分析系統,同步高速采集平衡塊和頂桿壓力、模具型面溫度信號、高速攝像機信號和視頻信號,最終實現模具信息的全面在線檢測。
3 軟件系統的分析與設計
本系統基于Windows系統采用Qt軟件進行程序設計,因為Qt的良好封裝機制使得Qt的模塊化程度非常高,可重用性較好,對于用戶開發來說非常方便。該系統可用于企業網和互聯網,具有很好的通用性和跨平臺性,可以實現某一個檢測信息的多用戶設置和多功能監控,可供遠程觀看。軟件具有重用性、互操作性等特點,用戶可根據其特點選擇所需要的數據進行察看分析,系統主界面的參數設置可以針對不同的監控對象進行調看,參數設置主要包括:測試點編號、測試點名稱,測試點內容和測試點布置等,系統軟件主界面如圖6所示。

圖6 系統軟件主界面
系統可對數據進行各種顯示,包括圖形顯示、表格顯示以及數字顯示等,數據系統顯示的平臺是基于Windows系統的界面,顯示界面流暢清晰,其中平衡塊和頂桿上的壓力傳感器顯示是根據模具圖中實際的位置在界面上相似布置,和實物圖保持一致。
系統按照標準存儲各種采集到的數據,包括歷史數據、實時數據、各種警報信息和使用記錄,最重要的是該系統能夠對中間數據進行存儲保存。用戶設置、參數設置等系列初始參數存儲于原始程序數據庫中;實時數據存放在實時數據庫中,用來保存最近一段時間的監測信息;以往的數據存放在歷史數據庫中用于保存所有的檢測數據信息,可供工作人員隨時查看以前的數據,當歷史數據足夠大時可根據歷史數據進行總結、分析從而得出沖壓模具發生事故的規律。
當檢測的數據超過監測項目的報警閾值時會出現報警聲,不同的監控項目所對應的報警聲不同,對于報警信息系統會自動保存記錄。報警記錄包括檢測項目名稱、檢測時間、檢測位置等。當問題出現后,操作人員則會根據報警信息對出現的問題進行確定和維修,為了避免發生誤報警的情況,系統允許用戶進行有權限限制的監控設備檢修和檢修后待用的屏蔽報警的操作,提供有權限限制及操作記錄的報警參數設置功能。
4 檢測裝置的加工制造
壓力傳感器與平衡塊、頂桿之間采用的螺紋型號為M12×20,對于沒有安裝傳感器的平衡塊和頂桿,為了保持高度一致,在其原有的基礎上安裝平衡墊塊,平衡墊塊和壓力傳感器的型號完全一致,和平衡塊及頂桿也是螺紋連接。模具型面的溫度檢測采用四川富爾曼科技有限公司的FOTRIC626型號的紅外熱像儀及SDK開發包等熱像機電,紅外熱像儀用螺柱固定在模具旁邊一側的立柱上。模具表面異物檢測采用的是杭州炫視科技有限發展公司的VA2001智能分析比較器。廢料滑槽的檢測采用的是攝像頭的實時監控和光電計數器配合計數,攝像頭采用的是深圳市賽德愛電子有限公司MCV-IR940型號,在廢料滑槽跑旁開設攝像頭和光電計數器安裝孔。斜楔復位檢測采用的是重慶斯拓瑞電氣有限發展公司的接近開關,接近開關安裝在斜楔附屬裝置反側塊中間。數據系統的采集采用的是基于Windows系統的界面,采用QT作為開發工具編寫程序,對采集到的數據用8路同步輸入、最高采樣頻率為51.2kHz的北京優采測控技術有限公司的UA524-8型網口采集儀器,該采集儀器加帶Wifi和以太網接口,可實現對每路程控進行不同程度的放大倍數;此外,其連續采集頻率達1MHz,遵循的TCP/IP協議可保證數據的可靠性。
5 結論
綜上所述,本套沖壓模具智能檢測系統可歸納為:
1)本套沖壓模具檢測采用壓電式壓力傳感器對平衡塊和頂桿進行壓力信息采集,且他們之間采用螺紋的連接方式;
2)本套檢測系統借助于安裝在模具旁立柱上的紅外熱像儀器對沖壓模具的型面進行溫度信息采集;
3)本套檢測系統可利用智能分析比較器配合高速攝像機監控模具表面的異物,利用高速攝像機拍攝的視頻傳輸到智能分析比較器并在顯示器上進行顯示;
4)本套檢測系統使用微型攝像頭配合光電傳感器對廢料滑槽進行檢測;
5)本套系統采用接近開關對模具的斜楔是否復位進行檢測。
本系統實現了沖壓模具的全面在線檢測,實現了對現場模具運行狀態的質量控制、流程優化、數據保存、豐富數據庫的要求,有助于更加及時準確地掌握模具的性能,提高生產工藝從而保證產品質量。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34