精密臥式加工中心滾動導(dǎo)軌直線度檢測方法的探討**
2018-07-20 08:24:54任海濤常文芬
制造技術(shù)與機床 2018年6期
任海濤 常文芬
(北京機床研究所,北京100102)
加工中心直線運動軸線的幾何精度可以分為三類:直線度、角度偏差,以及軸線之間的垂直度。從筆者實際檢測的經(jīng)驗來看,這其中角度偏差的檢測較為簡單,用自準直儀、水平儀或激光干涉儀角度偏差鏡組和軟件就可以直接讀取獲得;垂直度誤差利用方尺、自準直儀與光學角尺組合,激光干涉儀直線度鏡組和光學角尺組合也可以直接讀取獲得;而對于機床直線度誤差的檢測而言,可選的測量方法大致有:高精度鋼絲與讀數(shù)顯微鏡的方法,平尺與千分表組合的方法,自準直儀、水平儀、激光干涉儀讀取角度誤差,通過角度轉(zhuǎn)換直線的方法人工計算或軟件計算的方法等[1]。高精度鋼絲與讀數(shù)顯微鏡的方法由于受鋼絲精度,拉力調(diào)整、讀數(shù)視覺誤差等因素的限制,所以造成測量精度不高,已經(jīng)基本不被采用。平尺與千分表組合和激光干涉儀直線度鏡組及軟件的方法(以下簡稱直讀法),自準直儀、水平儀、激光干涉儀讀取角度誤差,通過角度轉(zhuǎn)換直線的方法人工計算或軟件計算的方法(以下簡稱角轉(zhuǎn)直法),這兩種方法是大家公認和通常采用的方法。但在實際的工作中,通過我們課題研究過程中反復(fù)的測量,以及試驗和數(shù)據(jù)的積累和比較分析,發(fā)現(xiàn)這兩種方法并不適用所有條件下的直線度的檢測,如果采用的方法不當,其測量的結(jié)果會出現(xiàn)較大的偏差。
1 臥式加工中心滾動導(dǎo)軌直線度檢測方法的探討
導(dǎo)軌作為機床直線軸運動幾何精度的基礎(chǔ)保證,為了獲得導(dǎo)軌良好的運行精度,必須控制導(dǎo)軌安裝面的精度。因此,一般的機床制造企業(yè)均會從裝配過程開始就對其導(dǎo)軌直線度精度進行控制和檢測。
本文所研究的精密臥式加工中心,要求在恒溫環(huán)境20±0.5℃條件下,在誤差補償前各直線軸三向轉(zhuǎn)角偏差均穩(wěn)定在8 μm/m,兩相交軸間垂直度誤差均穩(wěn)定5 μm/500 mm;并且最終要求機床工作空間60%內(nèi)體對角線定位系統(tǒng)偏差均穩(wěn)定≤25 μm。
為此,我們對該精密臥式加工中心μ2000/800H采取了嚴密的精度保證措施,并進行了嚴格的精度檢測及控制。本文以X軸裝配及整機精度檢驗為例,對直線度的誤差檢測進行探討,以期獲得加工中心直線度誤差不同檢測方法的適用性。
機床采用了滾柱式的滾動導(dǎo)軌。按照工藝序檢要求,導(dǎo)軌直線度精度的檢驗分為三步:(1)導(dǎo)軌基準面精度的檢驗。(2)直線滾動導(dǎo)軌安裝精度的檢驗。(3)直線軸軸線精度的檢驗。
1.1 導(dǎo)軌基準面精度的檢驗方法探討
由于該機床的角度偏差、垂直度,以及空間精度要求很高,因此對于直線度精度要求≤0.004 mm。基于此我們認為應(yīng)當采用測量精度更高的手段,由于一米平尺本身的制造誤差即使是雙零級的也有0.003~0.004 mm,本機床導(dǎo)軌長度均在一米以上,于是我們選擇了精度更高的激光干涉儀直線度鏡組,如圖1所示。

但是在實際應(yīng)用過程中,我們發(fā)現(xiàn)多次測量的結(jié)果并不具有一致性。對同一基準面進行反復(fù)測量,得到的結(jié)果每次都不同,且相差較大。
為排除干涉儀直線度測量鏡組問題,我們把一根一米平尺在雙零級大理石平板固定,用激光干涉儀直線度鏡組測量平尺直線度,發(fā)現(xiàn)測量的結(jié)果和平尺計量檢定證書上的檢定結(jié)果完全一致,并且我們反復(fù)測量所得到的結(jié)果也具有重復(fù)性和一致性。由此我們認定激光干涉儀鏡組本身沒有問題。
分析原因,在這兩個測試過程中其他條件是一致的,只有橋板運動的表面質(zhì)量是不同的,被測導(dǎo)軌基準面為刮研面,盡管我們按照工藝要求已經(jīng)對刮研點數(shù)進行了嚴格的控制,但被測導(dǎo)軌基準面的高低起伏的狀態(tài)還是存在的;而雙零級大理石平板的表面質(zhì)量相對刮研基準面來說要好很多。就此我們咨詢了激光干涉儀廠家的技術(shù)支持工程師并一起討論。最終認為,激光干涉儀直線度鏡組利用的是激光波長干涉原理,由于刮研導(dǎo)軌基準面(激光干涉儀直線度鏡組中干涉鏡的運動面)高低起伏的存在和每次測量橋板停止位置不能保證每次同一位置,導(dǎo)致其他方向誤差的帶入是造成測量結(jié)果重復(fù)性差的原因。根據(jù)這種分析,我們選用了Tyler Hobson高精度雙軸自準直儀系統(tǒng)進而角轉(zhuǎn)直的測量方法,即自準直儀法,如圖2所示。
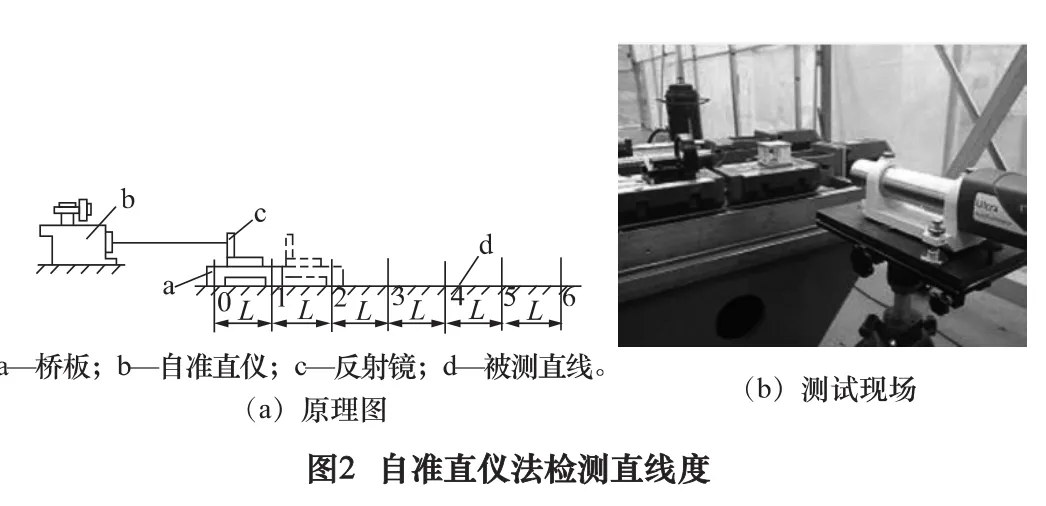
在該測量方法中其他方向的誤差不會被帶入系統(tǒng)中參與計算,對被測基準面的表面質(zhì)量要求不高。通過這種方法取得了具有重復(fù)性和一致性的檢測數(shù)據(jù)。
需要注意的是,并不是說激光干涉儀直線度鏡組的測量精度低于高精度雙軸自準直儀系統(tǒng),從原理來說激光干涉儀直線度鏡組和軟件的方法遠遠高于高精度雙軸自準直儀系統(tǒng),但由于其從測量原理來說對檢測停止位置要求精確,不適用于這種測量對象的需要。
在此我們沒有采用電子水平儀作為檢測手段,也沒有對其進行描述,這是因為:(1)它從原理上和自準直儀法都屬于角轉(zhuǎn)直的測量方法,使用方法和最終結(jié)果計算基本一致。(2)由于其本身特性,只能夠檢測直線度誤差的垂直方向,水平方向還要依靠自準直儀和激光干涉儀。
1.2 直線滾動導(dǎo)軌安裝精度的檢驗方法探討
在直線滾動導(dǎo)軌安裝基面精度確定滿足要求并安裝導(dǎo)軌后,我們對直線滾動導(dǎo)軌安裝后的精度進行了檢測。介于前一步我們在導(dǎo)軌安裝基面精度確認時發(fā)生的問題,我們首先選用了高精度雙軸自準直儀,但是又出現(xiàn)了測量的結(jié)果一致性很差的現(xiàn)象。我們分析是不是環(huán)境溫度變化劇烈引起的波動,但經(jīng)過嚴格控溫后,測量結(jié)果仍如此。
經(jīng)過分析,在使用自準直儀法/水平儀法進行直線度檢測時,自準直儀的反射鏡/水平儀要放置在橋板上進行首尾連接式的運動[1]。如圖2a、圖3所示。
同時對合理的銜接距離和橋板的設(shè)計也有一些具體的建議[2],對合理的銜接距離要求如表1所示,對橋板的設(shè)計如圖4所示,圖中3種情況為不合理設(shè)計。

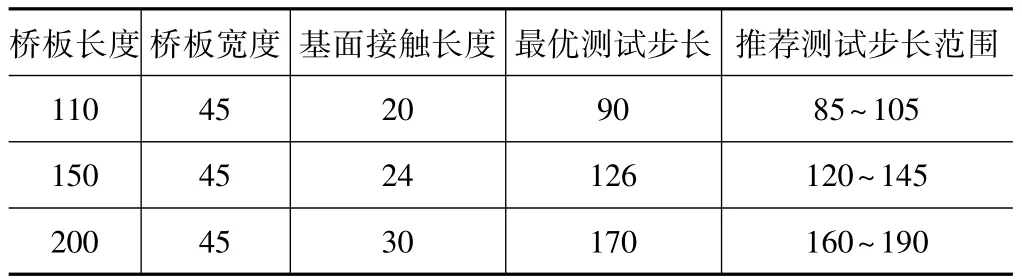
表1 水平儀合理銜接距離 mm

圖4a為一整體平面,由于不具備清楚的接觸點,理想情況下希望實現(xiàn)整個表面接觸,實際上不可能實現(xiàn)整個表面接觸,反倒會由于在不平的工件表面而產(chǎn)生搖晃,導(dǎo)致更大的測量誤差;圖4b和c則左端和右端的測量接觸面積不等而會產(chǎn)生誤差。由此可見,合理的銜接距離、橋板設(shè)計至關(guān)重要。
而直線滾動導(dǎo)軌卻是在一系列滾柱或滾珠在支撐架的束縛下在導(dǎo)軌滑動塊的內(nèi)部進行循環(huán)運動,如圖5所示。

從圖5可以看出,對于滾動導(dǎo)軌而言,并沒有具備或者無法判定是否具備這種檢測方法中所提到的“等跨距首尾銜接”的這一重要條件。
通過實際檢測可以看出,在檢測已經(jīng)安裝到位的直線滾動導(dǎo)軌時,選用這種方式并不合適或并不嚴謹。此時采用平尺及指示器和激光干涉儀及其測量軟件的方法更為適用。
1.3 軸線的直線度檢測方法探討
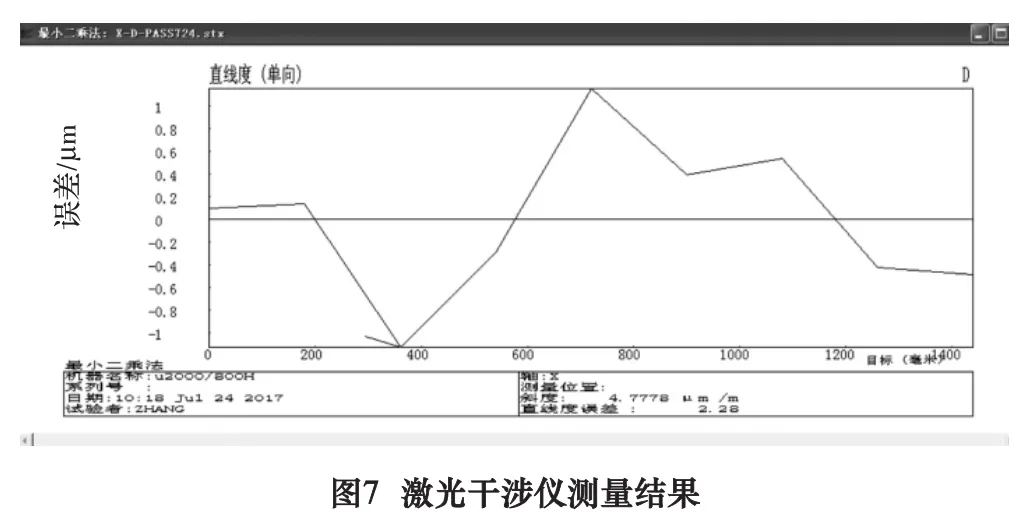
接下來,在主副導(dǎo)軌的直線度和平行要求達到序檢精度要求后,就要進行工作臺導(dǎo)軌的安裝和精度的檢驗。在此環(huán)節(jié),由于工作臺與導(dǎo)軌安裝后等同于跨橋(橋板)的這種結(jié)構(gòu)已經(jīng)形成,所以我們嘗試了運用激光干涉儀及其測量軟件的方法和高精度自準直儀這兩種方法進行檢測,并對結(jié)果進行了比對,如圖6、圖7所示。高精度自準直儀結(jié)果為2.7 μm,激光干涉儀及其測量軟件得到的結(jié)果為2.28 μm,兩種方法檢測結(jié)果數(shù)值非常接近。由于沒有在測量之初判斷方向,故圖7需反轉(zhuǎn),反轉(zhuǎn)后量曲線趨勢也基本一致。

2 結(jié)語
綜上所述,根據(jù)我們的測量及分析情況可以看出:(1)相對于表面質(zhì)量不佳,存在高低起伏,比如我們所遇到的刮研表面時,要選用自準直儀、水平儀,配合橋板進行直線度誤差檢測,但一定要注意首尾銜接和橋板的設(shè)計和使用,橋板長度是參與計算的一個關(guān)鍵參數(shù),在設(shè)置時一定正確輸入。(2)除第一種情況外,其他進行直線度檢測時使用激光干涉儀直線度鏡組及測量軟件的方法更加準確。
同時,無論是自準直儀還是激光干涉儀,在利用這兩種儀器進行角度偏差的檢測或者直線度誤差的檢測時,由于均采用了光學檢測方法,必須注意環(huán)境對于光徑的影響。周圍振動、光徑上的熱梯度或氣流都可能導(dǎo)致讀數(shù)不穩(wěn)定。其中大部分情況可通過使用平均功能(測量選項/求平均)得到改善。但如果測量路徑較長,精度要求較高,還需從改善檢測現(xiàn)場環(huán)境入手。如:減小震動、屏蔽氣流、保持恒溫等。
以上只是我們實際檢測中所獲得的一些經(jīng)驗和體會,希望對廣大的機床行業(yè)同行有所幫助。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
Coco薇(2015年1期)2015-08-13 02:47:34
