凸輪軸磨削輪廓誤差分析與補償
2018-07-17 12:16:14管紅艷
商丘職業技術學院學報 2018年3期
關鍵詞:模型
管紅艷
(商丘工學院 機械工程學院,河南 商丘 476000)
1 凸輪軸數控磨削運動模型
凸輪軸磨削機床通常采用X-C二軸聯動形式產生凸輪輪廓曲線,根據凸輪實際輪廓的磨削進給量、砂輪半徑、極坐標值、砂輪修正量等參數確定X-C二軸聯動坐標的數學通用模型.其中,X軸由直線電機帶動砂輪架作水平往復移動,C軸由永磁環形力矩電機帶動工件旋轉,通過X、C軸兩軸聯動來實現零件的加工[1]1-4,[2]46-50,[3]2445-2452.
XC平臺聯動磨削的加工原理如圖1,凸輪輪廓的極坐標為ρ,在ΔDO1O2中,根據三角形余弦定理,得到砂輪架移動公式為:
(1)
則此時砂輪所處位置對應的凸輪轉角為:
C=φ+β-αA
(2)

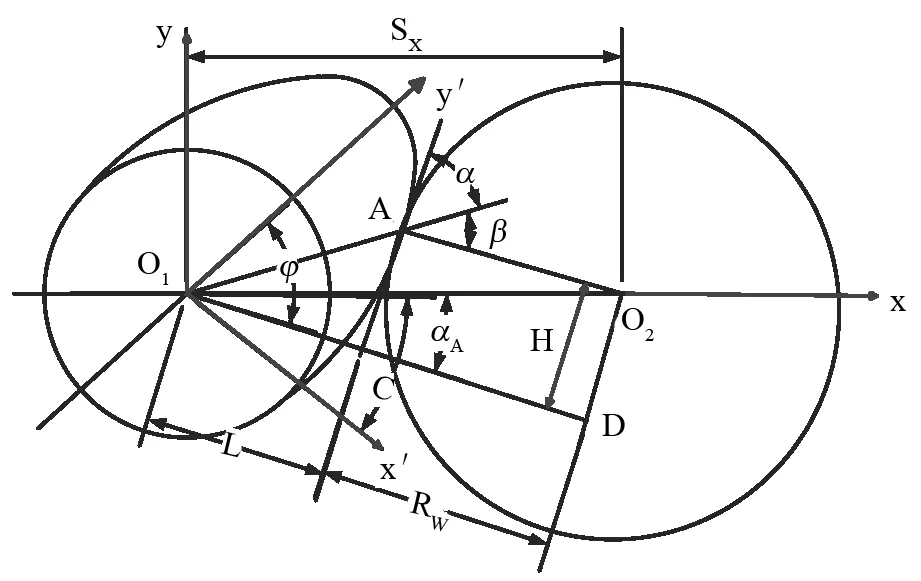
圖1 凸輪-C聯動磨削示意圖
2 數控凸輪軸廓型誤差分析
由于磨削力的變化、加工速度的變化、機床振動、系統動態的非線性、不確定性因素等都會引起X、C軸輪廓誤差變化.X、C軸輪廓誤差主要指伺服誤差即某一時刻電機指令位置與實際位置之差.X、C跟蹤誤差沿法向O1A方向的誤差分量的矢量和為最終的廓形誤差.因此需要分別對X軸和C軸的跟蹤誤差引起的廓形誤差進行分析,再將二者進行法向矢量疊加,從而得到最終廓形誤差[4]2216-2222.
圖2所示為X軸跟蹤誤差引起的廓形誤差分析,理論加工點為A點,當X軸跟蹤誤差為Δx時,引起相應的廓形誤差為εx,使實際加工點將變為A′點.
根據幾何關系可以得到廓形誤差與X軸跟蹤誤差之間的關系式,如公式(3)所示.
(3)
C軸跟蹤誤差引起的廓形誤差如圖3所示.結合C軸跟蹤誤差造成的輪廓誤差成因示意圖,得到C軸跟蹤誤差引起的廓形誤差εC為公式(4):
εC=ΔCcos(β-Δφ)
(4)
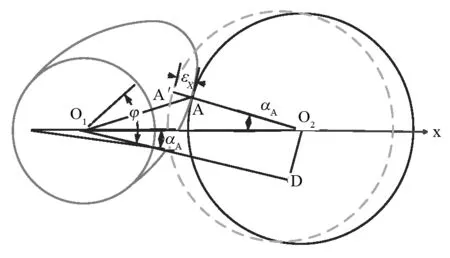
圖2 X軸跟蹤誤差引起的廓形誤差分析
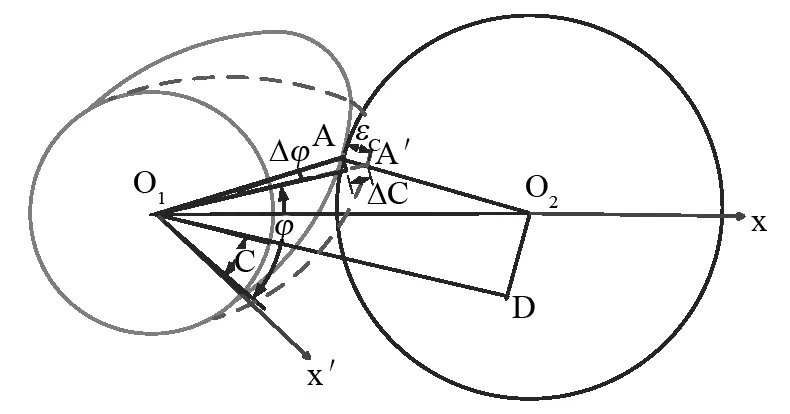
圖3 C軸跟蹤誤差引起的廓形誤差成因示意圖
凸輪輪廓誤差為X軸和C軸的跟蹤誤差造成的輪廓誤差之和.將X軸的輪廓誤差式(3)和C軸的輪廓誤差式(4)聯立,計算的XC兩軸聯動加工引起的廓形誤差計算公式(5)
(5)
3 凸輪軸數控磨床誤差補償分析
3.1 XC聯動平臺交叉耦合控制模型建立
在X、C單軸控制的基礎上,運用交叉耦合控制方法對凸輪軸的輪廓誤差進行補償,從而達到降低凸輪軸的廓形誤差的目的.XC聯動平臺交叉耦合控制原理圖如圖4所示.交叉耦合控制思想是:根據凸輪軸磨削加工原理進行耦合得到凸輪軸的廓形誤差,再運用專家PID控制器進行調節,并將輪廓誤差根據一定比例分別分配給X軸和C軸,進而達到實時在線補償的作用[5]191-199.
3.2 專家PID控制器設計
專家控制系統是智能控制系統的重要部分之一,根據專家控制的原理,本文采用Simulink進行仿真,控制器采用離散S函數與Simulink模塊相結合的形式. 采樣時間、控制輸入上下限及控制器參數采用封裝的形式設定,封裝框圖如圖5所示,專家PID控制Simulink子程序如圖6所示[6]100-102.
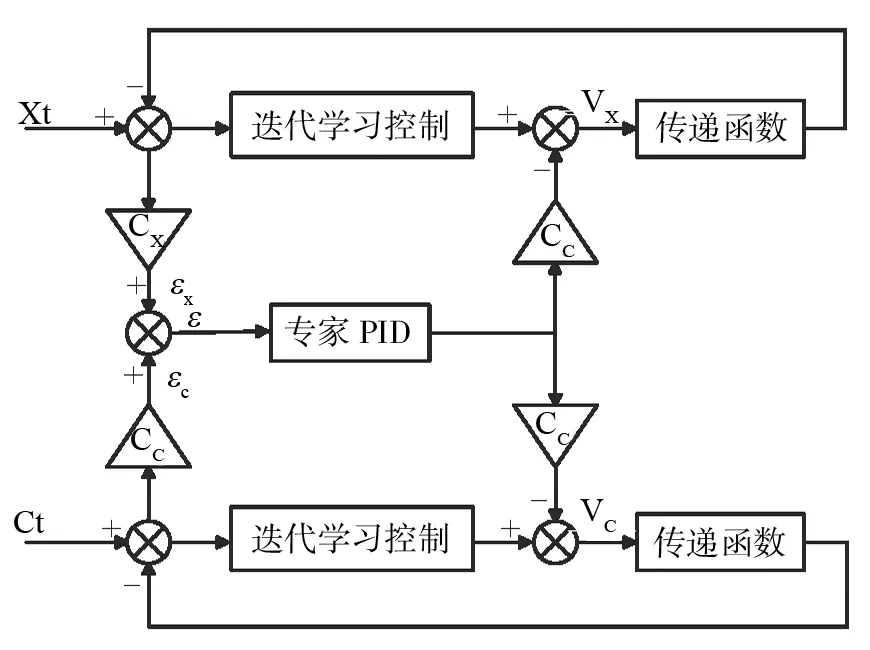
圖4 XC聯動平臺交叉耦合控制框圖
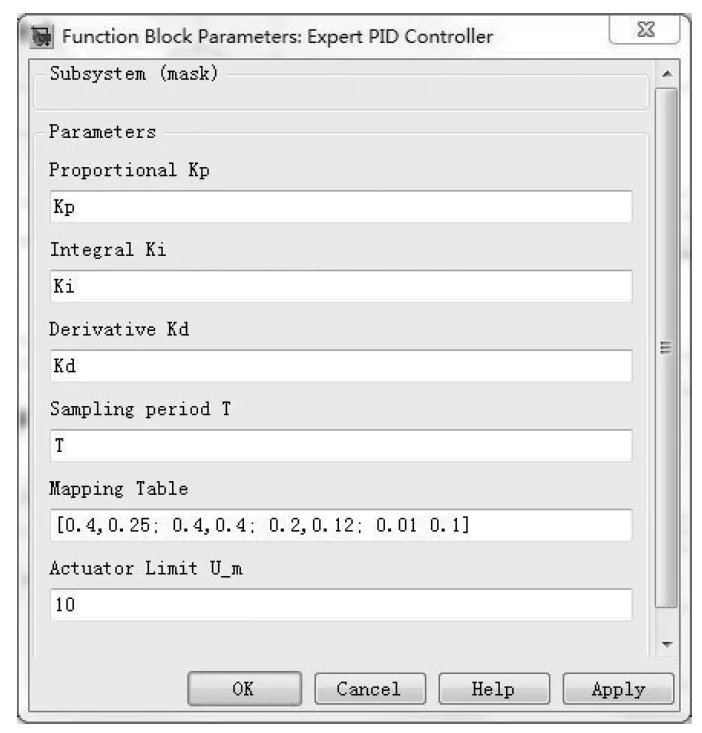
圖5 專家PID控制的Simulink封裝框圖
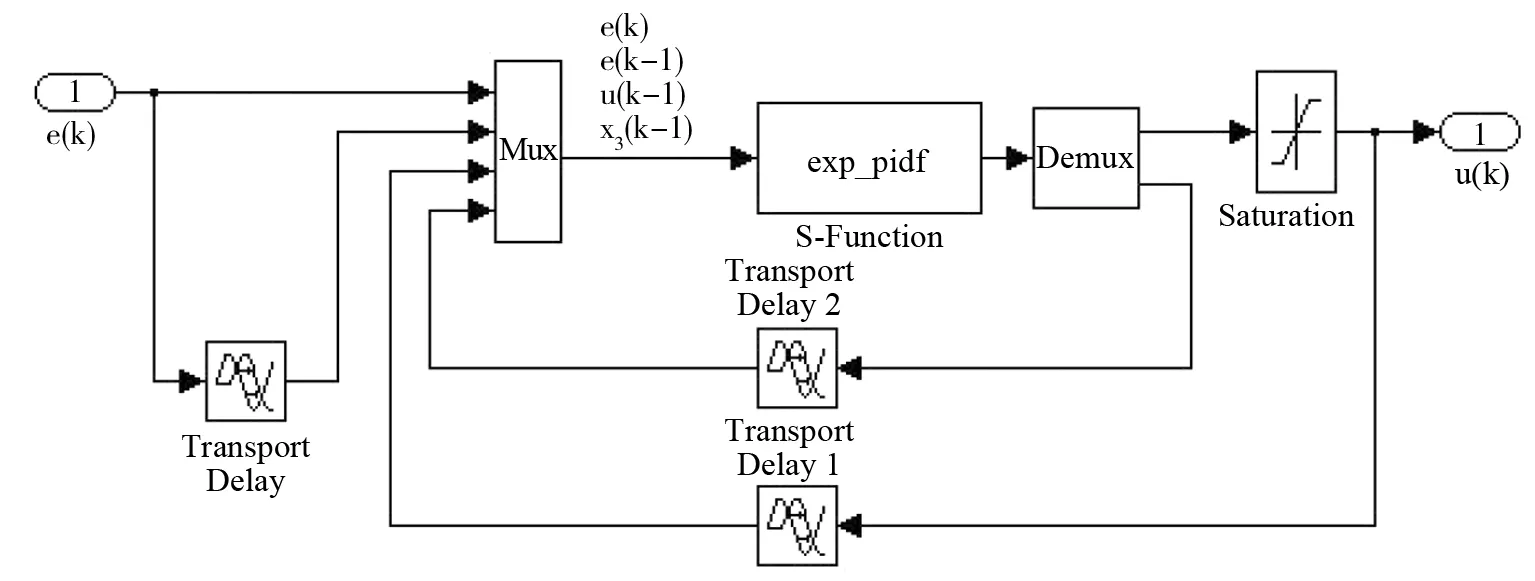
圖6 專家PID控制的Simulink子程序
XC聯動平臺廓形誤差專家交叉耦合補償控制Simulink仿真程序圖如圖7所示.其中,非線性廓形誤差調節模塊按非線性交叉耦合補償控制Simulink仿真程序圖建立;力矩電機模型按力矩電機直接轉矩控制Simulink仿真程序圖建立;直線電機模型按照直線電機矢量控制Simulink仿真程序圖建立.Xt、Ct為X、C軸指令位置;Gx、Gc為X軸、C軸的廓形誤差增益;通關開關Manual Switch1、Manual Switch1,選擇非線性交叉耦合控制方式與常規加工方式.
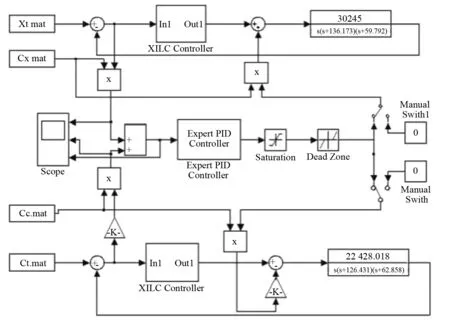
圖7 XC聯動平臺專家交叉耦合補償控制Simulink仿真程序圖
3.3 砂輪反轉法驗證交叉耦合控制模型
輸入凸輪軸磨削加工軌跡及變增益系數,采用一般磨削加工.通過常規加工仿真模擬,得到常規加工中廓形誤差模型計算的誤差曲線與砂輪反轉法計算得到廓形誤差曲線對比圖,如圖8所示.

圖8 凸輪常規加工中廓形誤差模型與砂輪反轉法廓形誤差曲線對比
通過圖8可知,耦合誤差模型與砂輪反轉法計算出的廓形誤差曲線之間雖然存在較小的差異,但整體基本一致,所以耦合誤差模型具有很高的準確性,這主要是由于推導C軸跟蹤誤差引起的廓形誤差計算時采用了一定程度上近似引起的.
3.4 補償系統分析
將專家交叉耦合控制與無交叉耦合控制的凸輪軸輪廓誤差進行比較,結果如圖9所示.
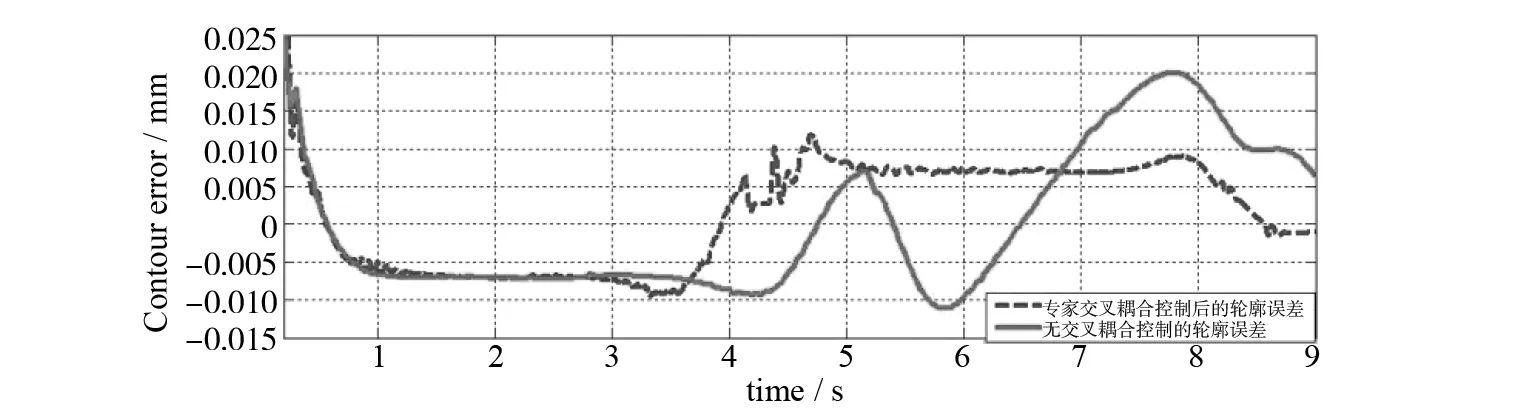
圖9 專家交叉耦合控制與無交叉耦合控制的輪廓誤差比較圖
圖9中實線部分為X軸和C軸伺服控制補償后的輪廓誤差,虛線部分為X軸和C軸兩軸交叉耦合控制的輪廓誤差.加入了專家交叉耦合控制后,凸輪軸的輪廓誤差總體誤差降低,且變化平緩,但局部輪廓誤差有波動,造成這種現象的原因是傳遞函數的測試和專家PID算法的缺陷.
將專家交叉耦合控制與經典PID交叉耦合控制的凸輪軸輪廓誤差進行比較,結果如圖10所示.其中,虛線部分為專家交叉耦合控制的輪廓誤差,實線部分為經典PID交叉耦合控制補償后的輪廓誤差.比較這兩種控制的輪廓誤差變化曲線,發現經典PID控制輪廓誤差局部有降低,但變化較大,而專家控制輪廓誤差局部有波動,但總體平穩[7]35-38.

圖10 專家交叉耦合控制與PID交叉耦合控制的輪廓誤差比較圖
4 結語
本文由XC聯動平臺加工原理,根據輪廓誤差與跟蹤誤差的關系進行了XC軸跟蹤誤差耦合.經過專家控制器分配且對XC軸分別進行誤差補償來提高凸輪軸輪廓加工精度.通過XC耦合誤差模型的廓形誤差與砂輪反轉法廓形誤差曲線比較,得出本文所提出的XC聯動平臺廓形誤差計算模型具有很高的準確性.與常規控制相比,專家交叉耦合控制可以大幅提高XC聯動平臺凸輪軸的輪廓加工精度,為凸輪軸零件XC加工質量的提升提供了依據.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
