毫秒激光致固體靶材熔融噴濺的比較實驗研究
2018-07-11 11:19:06倪曉武
激光技術 2018年4期
張 梁,倪曉武,陸 健
(南京理工大學 理學院,南京 210094)
引 言
激光加工具有非接觸、效率高、易控制等特點[1],因而在工業生產中有著重要的應用,已經被廣泛應用到金屬[2]、半導體[3]、復合材料[4]等領域。在利用脈沖激光打孔過程中,主要涉及熔融、氣化以及熔融噴濺等現象[5]。在毫秒激光和金屬靶材相互作用過程中,當材料表面出現氣化以后,物質蒸氣產生的氣化壓力使得熔融液體從材料表面向外噴濺[6]。2003年,HE等人[7]報道了脈寬為3ms、能量密度僅為392J/cm2的毫秒激光與304#不銹鋼的相互作用,發現鋼靶表面最高溫度可達3052K,超過了304#不銹鋼的沸點(2980K);2006年,他們繼續對304#不銹鋼熔融噴濺的產生條件進行研究,結果表明,當材料表面溫度大于沸點約100K~200K時,將會有液態噴濺物出現[8]。SEMAK等人結合能量守恒定律,數值模擬了鐵靶和鋁靶的表面溫度、氣化速度、熔融噴濺速度等隨入射激光功率密度的變化規律[9]。然而,上述熔融噴濺過程的研究均是基于毫秒激光與金屬靶材的相互作用,而毫秒激光與硅靶相互作用產生的熔融噴濺的機理及其與金屬靶差異尚未見報道。
作者通過陰影法研究了毫秒激光致硅靶和鋁靶產生的熔融噴濺過程,得到了脈寬為1ms,能量為7.38J和16.00J的Nd3+∶YAG高斯激光與厚0.3mm硅靶和厚4.0mm鋁板相互作用中產生熔融噴濺過程的陰影圖。 通過序列陰影圖的對比,發現毫秒激光對兩種靶材均能產生氣化和熔融噴濺過程,但熔噴噴濺物形態、亮度、分布區域以及熔融噴濺的角度均不相同,進而根據毫秒激光致硅靶和鋁靶融熔噴濺產生的機理分析了其產生熔融噴濺現象和機理的異同。
1 實驗系統
實驗裝置可分為毫秒激光與靶材相互作用光路和探測光路兩部分,如圖1所示。毫秒激光與靶材相互作用光路為高能毫秒激光束經過聚焦透鏡輻照在靶材上,聚焦透鏡的焦距為152mm,靶材表面的光束半徑為0.2mm。實驗中鋁靶厚度為4mm,硅靶厚度為0.3mm,Nd3+∶YAG毫秒激光器型號為Beamtech Melar 50,輸出波長為1064nm,脈寬為0.5ms~2.5ms可調,激光能量調節范圍為0J~50J。實驗中,采用的激光脈寬為1ms,單脈沖激光能量分別選取7.38J和16.00J。探測光路中的探測激光的波長為532nm,功率為500mW。探測激光束經過擴束透鏡、準直透鏡、靶材以及帶通干涉濾光片后,并由Southern Vision System公司的Gigaview高速CCD記錄整個相互作用過程,最后由計算機存儲圖像。經過擴束鏡和準直透鏡后的激光束光斑半徑為2cm。Gigaview高速CCD在分辨率為1280×1280時,拍攝幀率為4261frame/s。532nm的帶通干涉濾光片的半帶寬為30nm。實驗中使用DG535控制器調節毫秒高能激光器與高速CCD進行同步觸發,觸發精度為0.15ns。
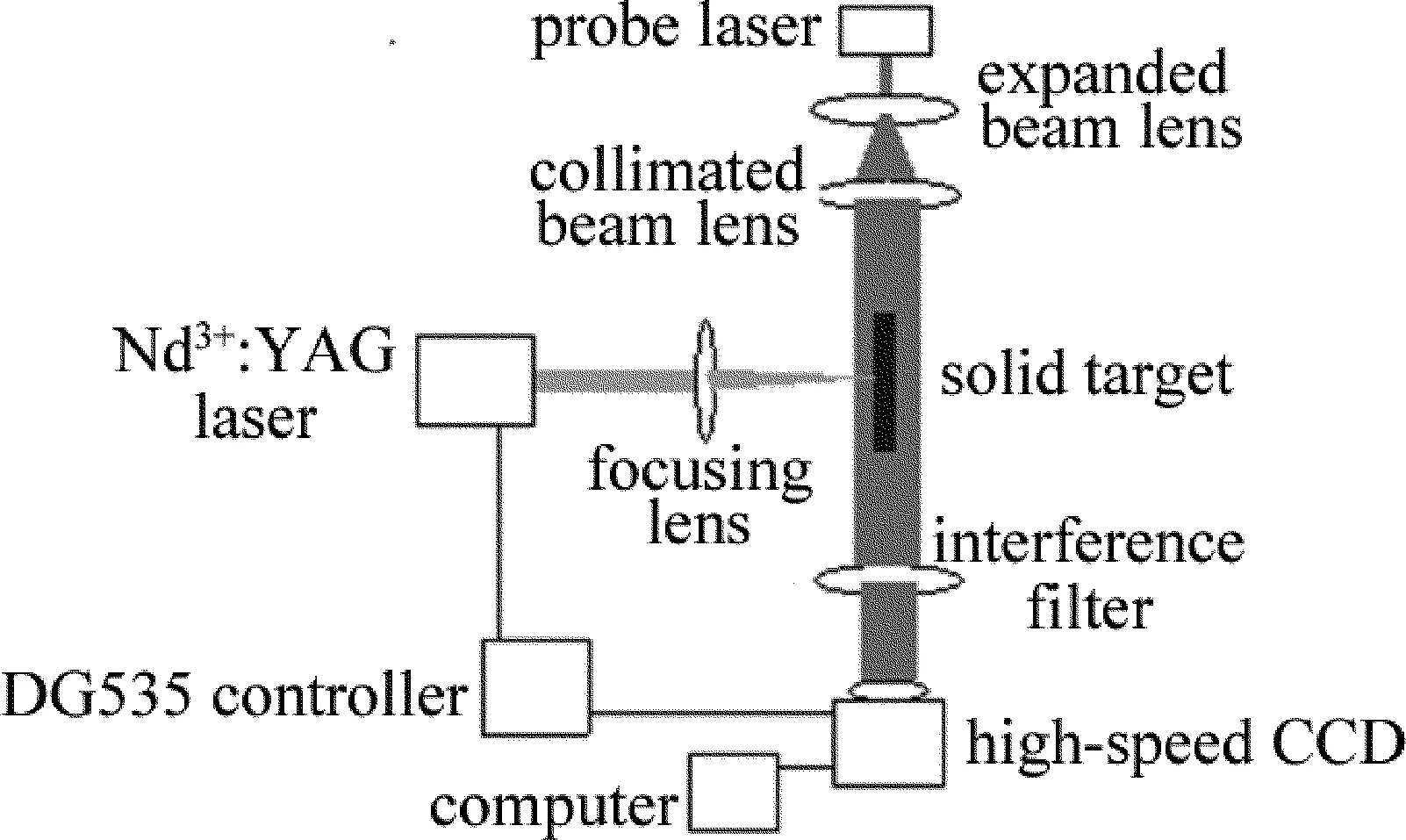
Fig.1 Experimental apparatus
2 實驗結果
毫秒激光致硅靶和鋁靶的熔融噴濺過程的序列陰影圖對比情況如圖2所示。圖2中左側為毫秒激光致硅靶熔融噴濺過程序列陰影圖,右側為毫秒激光致鋁靶熔融噴濺過程序列陰影圖。在實驗中,脈沖為1ms、能量為7.38J的毫秒激光從左至右輻照在靶材上,其中硅靶的厚度為0.3mm,而鋁靶的厚度為4mm。在圖2左側的序列陰影圖中,當激光作用233μs時,激光作用區域中熔融硅的亮度高于背景光(背景光為探測激光束);當激光作用466μs時,硅靶前表面和后表面均出現了熔融噴濺物;當激光作用699μs時,硅靶前表面和后表面出現了更多的熔融噴濺物;當激光作用932μs時,可見硅靶前表面和后表面熔融噴濺物逐漸分散開,呈現液滴狀,硅靶產生的熔融噴濺方向與靶材前表面法線的最大夾角約為45°,熔融噴濺物分布于兩最大噴濺角之間,且硅靶前后表面熔融噴濺物的噴濺方向相反。在整個毫秒激光與硅靶相互作用過程中,熔融噴濺物的亮度總是高于背景光。在圖2右側的序列陰影圖中,當激光作用233μs時,激光作用區域中熔融鋁的亮度低于背景光,鋁靶前表面出現了氣化噴濺物,并且氣化噴濺物的亮度高于背景光;當激光作用466μs時,可見氣化噴濺物在空氣中傳播,氣化噴濺物的噴濺方向與激光入射方向相反;在激光作用1165μs時,可見氣化噴濺物逐漸消散。在整個毫秒激光與鋁靶相互作用過程中,氣化噴濺物的亮度高于背景光,并且直接觀測到氣化噴濺物產生、傳播和逐漸消失的過程。
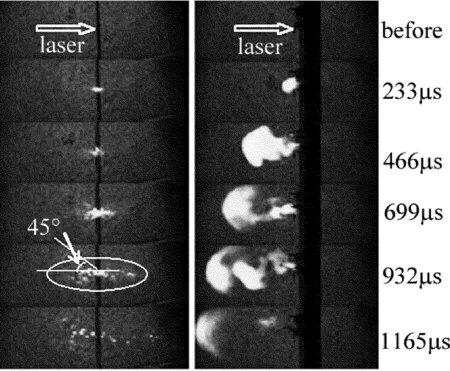
Fig.2Sequence shadow pictures about the process of molten liquid ejection produced by millsecond laser interaction with silicon and aluminum targets
在上述實驗中,值得注意的是鋁靶產生的熔融噴濺現象并不十分明顯。為了得到激光作用鋁靶的熔融噴濺過程,加大毫秒激光能量至16.0J,得到的序列陰影圖如圖3所示。在圖中,脈沖為1ms、能量為16.0J的毫秒激光從左至右照射到厚度為4mm的鋁靶表面上。從序列陰影圖可以看出,當激光作用66μs時,鋁靶表面出現了氣化的物質蒸氣,并且物質蒸氣的亮度明顯高于背景光的亮度;當激光作用299μs時,物質蒸氣在空氣中逐漸擴大,并且鋁板表面出現了熔融噴濺物;當激光作用532μs時,鋁靶表面出現了更多的熔融噴濺物,但在靶材表面產生的物質蒸氣卻減少了。鋁靶產生的熔融噴濺方向與靶材前表面法線的夾角大約為20°,熔融噴濺物在空間呈線狀分布在噴射角所在的直線上。鋁靶表面熔融噴濺方向與激光入射方向相反;當激光作用765μs時,鋁靶表面又產生了物質蒸氣和熔融噴濺物;當激光作用超過1ms后,物質蒸氣逐漸消失。在熔融噴濺過程中,熔融噴濺物為線狀、不透明的液體,其亮度低于背景光。
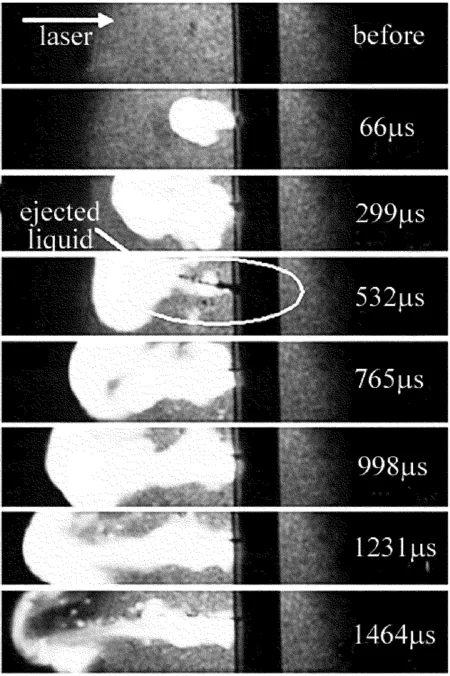
Fig.3Sequence shadow pictures about the process of molten liquid ejection produced by millsecond laser interaction with aluminum targets
3 分析和討論
3.1 熔融噴濺物的形貌不同
起初在硅靶前表面和后表面均產生了熔融噴濺物,由于熔融噴濺物速度不同而逐漸分離開,最后可觀測到熔融噴濺物呈現液滴狀;而鋁靶產生的熔融噴濺物呈線狀不透明流體,并且由于噴濺速度的不同而逐漸分離開。
在激光與靶材相互作用產生的熔融噴濺過程研究中,其可能產生熔融噴濺的機理有兩種:(1)根據流體動力學,物質蒸氣產生的氣化壓力使得熔融液體從材料表面向外噴濺[8];(2)根據熱物理學理論,液-氣相變過程中的過熱沸騰同樣可使得熔融液體從材料表面向外噴濺[10]。對于毫秒激光與鋁靶相互作用,其熔融噴濺的機理應用流體力學理論[6,11-12];而對于毫秒激光與硅靶相互作用的熔融噴濺機理未見報道,由于硅靶和鋁靶的熔融噴濺現象存在諸多不同,因此考慮毫秒激光致硅靶產生過熱沸騰現象。過熱沸騰即體積氣化,它的氣化機制與面氣化機制不同,主要是小氣泡在過熱液體中成核、長大、最后導致沸騰現象出現[13]。超過沸點的熔融硅液體內部形成小氣泡,并且當小氣泡膨脹至一定大小時帶著周圍的熔融液體離開硅靶表面,因此,在熔融噴濺過程中,熔融噴濺物呈現液滴狀。而鋁靶形成熔融噴濺的機理為物質蒸氣產生的氣化壓力使得熔融液體從材料表面向外噴濺,在外力的作用下液體向離開靶材的方向移動,因此呈現線狀分布。
3.2 熔融噴濺角度不同
硅靶產生的熔融噴濺方向與靶材前表面法線所成夾角最大值為45°;而鋁靶產生的熔融噴濺方向與靶材前表面法線的夾角較小,約為20°。對于硅靶而言,當熔融噴濺現象出現時,氣泡自身產生的氣化壓力要大于外力,氣泡必然向外力最小的方向運動[14]。在激光作用區域,硅靶的徑向溫度逐漸降低,而氣化飽和蒸氣壓隨溫度的降低而減小[13],因而,在徑向上氣化飽和蒸氣壓強是逐漸減小的。在激光作用區域的邊緣附近,在自身產生的氣化壓力、氣化飽和蒸氣壓力和固-液交界面的共同限制下,融熔噴濺物以一定角度離開靶材。實驗中,熔融噴濺的角度最大值大約為45°。而對于鋁靶而言,其融熔噴濺方向主要是熔融液體受到外力的合力方向,這其中包括氣化蒸汽壓力、表面張力等作用力[6],在實驗中,靶產生的熔融噴濺方向與靶材前表面法線的夾角大約為20°。
3.3 熔融噴濺物空間分布不同
硅靶產生熔融噴濺物分布在兩個最大噴濺角之間,鋁靶產生的熔融噴濺物在空間呈線狀分布在噴濺方向所在的直線周圍。對于硅靶而言,過熱沸騰過程中產生的氣泡是服從Boltzmann[15]分布的,在這種分布下,小氣泡布滿在激光作用區域,在自身產生的氣化壓力,周圍氣泡壓力和硅靶表面飽和蒸汽壓力的共同作用下形成液態噴濺。因此,在實驗中看到融熔噴濺物分布在兩個最大噴濺角之間。而對于鋁靶而言,熔融液體受到合力的方向確定以后,其融熔噴濺方向也確定,因此,鋁靶產生的熔融噴濺物在空間呈線狀分布在噴濺方向所在的直線周圍。
3.4 熔噴噴濺物的亮度不同
硅靶產生熔融噴濺物的亮度高于背景光,而鋁靶產生的熔融噴濺物亮度低于背景光。由于實驗所用的高速CCD前放置了波長為532nm的帶通干涉濾波片,因而高速CCD記錄的主要是波長為532nm±15nm光波。在實驗中,硅靶產生的融熔噴濺物的亮度高于背景光,因此高溫融熔液體硅存在熱輻射現象。這里假設將發生過熱沸騰現象,即融熔液體的溫度要超過其沸點,而硅的沸點溫度為3514K,在計算中假定熔融噴濺物的溫度為3500K,根據黑體輻射輻射強度的定義和液態硅的發射率ε=0.27[16],溫度為3500K的液態硅在帶通干涉濾光片透光波段517nm~547nm的輻射強度為:
3.132W/cm2
(1)
式中,λ是波長,Eb表示黑體輻射強度。實驗中使用波長為532nm的連續激光器,輸出功率500mW,半徑為2cm,對應背景光輻射強度為:
(2)
由以上計算結果可見,液態硅在517nm~547nm波段的輻射強度約為背景光源的78.7(M=E/Ib=78.7)倍。可見,高溫液態硅輻射光強度遠高于背景光,由此可推知在毫秒激光作用下硅的熔融液體溫度高于其沸點溫度。而對于鋁靶而言,毫秒激光的能量密度大于鋁靶的熔融噴濺閾值[6],整個熔融層的液體在氣化壓力的作用下離開鋁靶表面。由于發射率和吸收率近似相等[17],而液態鋁對波長532nm的吸收率為0.25[18]。根據黑體輻射輻射強度的定義和背景光的強度,融熔液態鋁輻射的光強度和背景光相等時,融熔鋁的溫度為2250K。鋁靶的熔點為933K,溫度為933K~2250K的融熔鋁離開靶材時,其亮度低于背景光。因此,在實驗中,觀察到的熔融噴濺物的亮度低于背景光,即毫秒激光作用下鋁的熔融液體溫度低于其沸點溫度。
4 結 論
將脈寬為1ms的激光致硅靶和鋁靶的熔融噴濺過程的陰影圖進行對比,研究了硅靶和鋁靶熔融噴濺過程。在研究過程中,將過熱沸騰的機理引入到毫秒激光與硅靶相互作用過程中,進而根據毫秒激光致硅靶和鋁靶融熔噴濺產生的機理分析硅靶和鋁靶產生熔融噴濺現象的不同。
(1)2種靶材熔融噴濺物的形態不同。熔融液態硅內部形成氣泡并膨脹直至離開硅靶表面,形成液滴狀融熔噴濺物;而鋁靶在外力的作用下液體離開靶材的方向移動,因此呈現線狀分布。
(2)熔融噴濺夾角與和融熔噴濺物的分布不同。硅靶產生的氣泡服從Boltzmann分布,氣泡離開硅靶后形成融熔噴濺物分布在兩個最大噴濺角之間,最大噴濺角約為45°;而鋁靶融熔噴濺物的方向為所受外力的合力方向,因此融熔噴濺物分布在噴濺方向所在的直線周圍,噴濺角度約為20°。
(3)熔融噴濺物的亮度不同。硅的融熔噴濺物是溫度大于沸點的液體,高溫融熔液態噴濺物可輻射可見光譜,因此其亮度高于背景光;而鋁靶融熔噴濺物是溫度大于熔點的液體,低溫融熔液態鋁是不能輻射可見光譜的,因此其亮度低于背景光。毫秒激光可應用于激光打孔,激光切割等。
本文中的實驗結果將對毫秒激光致固體靶材熔融噴濺的機理研究提供理論依據。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
汽車工程師(2021年12期)2022-01-17 02:29:54
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
當代陜西(2020年14期)2021-01-08 09:30:42
奧秘(創新大賽)(2020年7期)2020-07-27 08:26:32
貴州師范學院學報(2016年4期)2016-12-01 03:54:07
紡織服裝流行趨勢展望(2016年1期)2016-05-04 03:45:20