Mo與4340不銹鋼真空擴散焊接的研究
2018-06-30 08:12:36陳良斌楊中岳
中國鉬業 2018年3期
關鍵詞:不銹鋼
陳良斌,朱 琦,魏 然,楊中岳,李 怡, 江 峰*,孫 軍
(1.西安交通大學金屬材料國家重點實驗室,陜西 西安 710049)(2.金堆城鉬業股份有限公司技術中心,陜西 西安 710077)(3.鄭州大學材料科學與工程學院,河南 鄭州 450001)
0 引 言
鉬具有熔點高、高溫性能好、導電導熱及抗熱震性能優、抗磨損性能和抗腐蝕性能強等優點,廣泛應用于冶金、機械、石油、化工、電子和核工業等諸多領域[1]。但是,鉬的抗氧化性能差,限制其工程應用。鉬在性能上與不銹鋼有著互補的關系,實現鉬與不銹鋼的連接可以發揮兩種材料的性能優勢,彌補各自的不足,進而拓寬鉬在各個領域的應用,因此開展鉬與不銹鋼焊接技術的研究顯得尤為迫切和重要[2]。
目前,常采用熔化焊接方法焊接鉬與異種金屬,如電子束焊(EBW)[3-5]和鎢極氬弧焊(TIG)[6-7]等。但是由于鉬本身的一些特點,使得鉬在熔化焊接時存在許多問題。首先,鉬具有低溫脆性和易氧化的特點,對氣體雜質氧、碳和氮異常敏感。在熔化焊接過程中,氣體雜質很容易與鉬形成淬硬相并在晶界處偏析,導致焊接接頭的脆化。其次,由于鉬與異種金屬的線膨脹系數和導熱系數相差很大,在熔化焊接后冷卻過程產生很大的內應力,導致焊接裂紋傾向大,降低了焊接接頭的力學性能。第三,在熔化焊接過程中,熱循環會導致顯微結構的變化,如晶粒長大等。因此,由氣體雜質污染引起的性能變化和由熔化加熱過程引起的顯微結構的變化以及由此引起的焊接接頭的內應力,是熔化焊接方法焊接鉬所面臨的主要問題。本文采用真空擴散焊接的方法來焊接鉬與4340不銹鋼,獲得了質量較好的焊接接頭。并且試驗表明:當采用Ni箔作為過渡層來擴散焊接鉬和4340不銹鋼時,接頭的剪切強度可以提高一倍多。本方法為鉬的焊接應用提供了試驗基礎,有利于擴大鉬的應用范圍。
1 試驗材料與方法
試驗所用材料為商用純Mo 99.95%(質量分數)、4340鋼(主要成分如表1所示),過渡層材料為20 μm厚的純鎳箔99.95%(質量分數),所用材料基本物理性能如表2所示。將鉬板切割為直徑為21 mm,厚度為3.5 mm的圓片;4340不銹鋼切割成直徑為21 mm,厚度為4.5 mm的圓片。將要焊接的表面分別用200#、400#、800#、1 200#,砂紙進行打磨,然后用0.5 μm粒徑的拋光劑拋光。焊接前將焊接試樣放進盛有丙酮的燒杯中,用超聲清洗掉試樣表面附著的污染物并在空氣中干燥。將處理后的試樣用高溫熱壓燒結爐(ZRYS2300)進行恒溫恒壓擴散焊接,分成鉬和4340不銹鋼直接擴散(簡稱:Mo-4340)和加鎳箔過渡層擴散(簡稱:Mo-Ni-4340)兩組進行。

表1 4340鋼主要化學成分
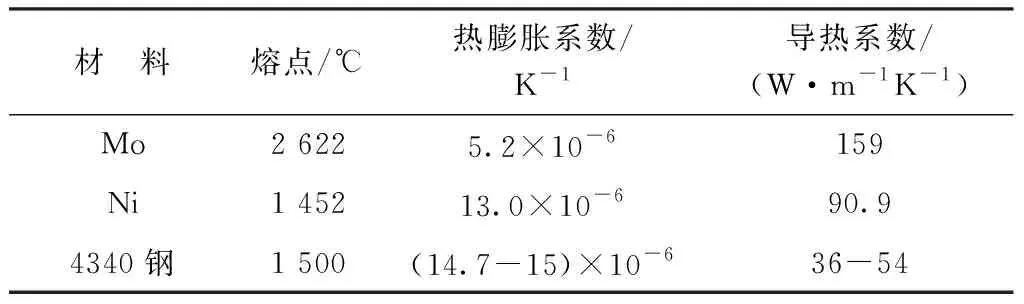
表2 試樣材料基本性能
擴散焊接工藝如圖1所示,包括以下4步:1)以18 ℃/min的速度由室溫升溫至900 ℃;2)以5 ℃/min的速度升溫至950 ℃;3)以2 ℃/min的速度逐漸升溫至1 000 ℃并同時開始加40 MPa的壓力;4)保溫1 h后撤掉壓力并隨爐冷卻至室溫。
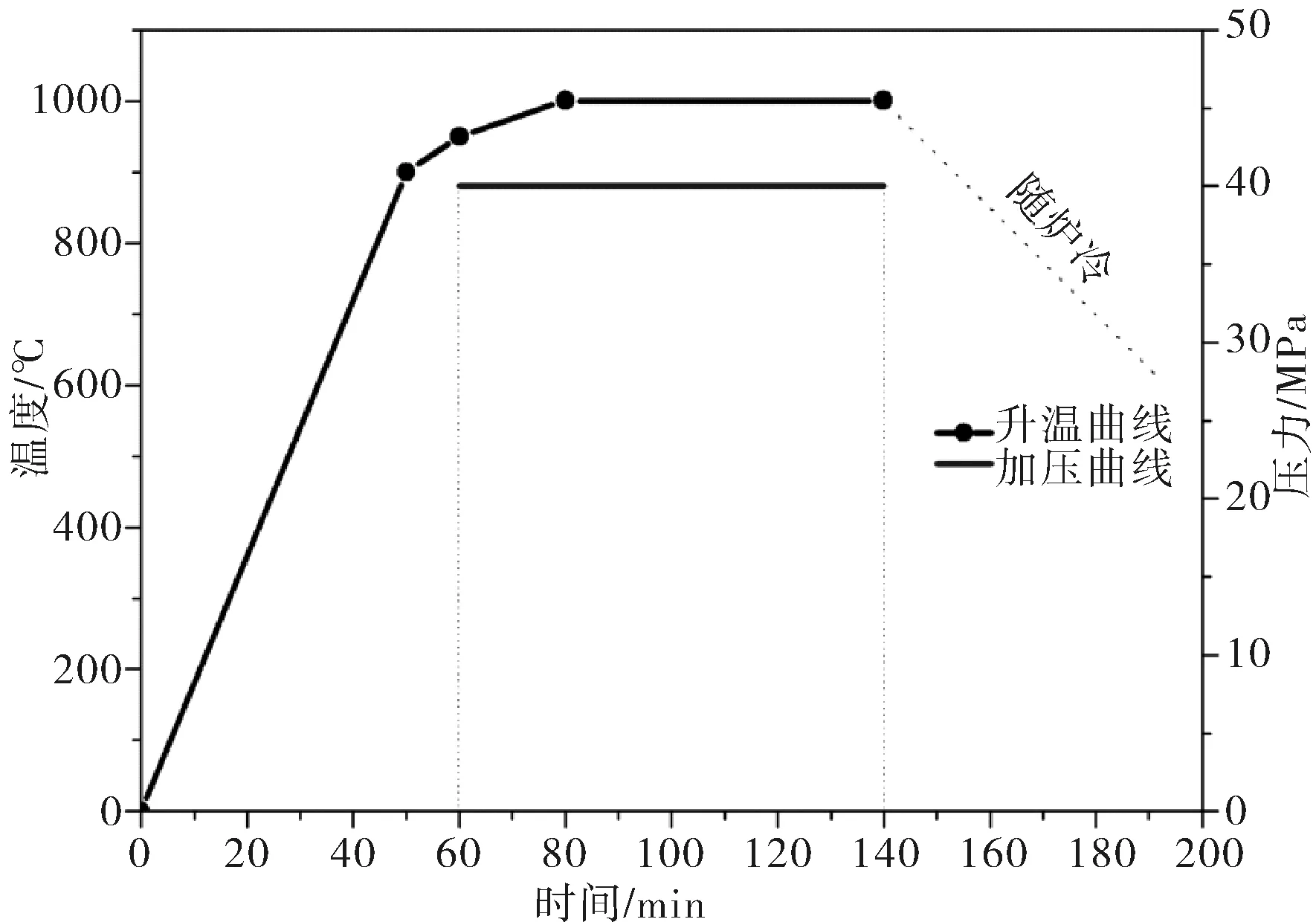
圖1 擴散焊接工藝原理圖
把焊接后的接頭加工成8 mm×3 mm×2 mm的試樣,通過自行設計的夾具(如圖2所示)測試接頭的剪切強度,兩種接頭每種至少測試5個試樣,然后取平均值。用顯微硬度計(KV-1000)對焊接接頭進行硬度測試,所有硬度測試均在加載200 g、保載15 s的條件下進行。采用掃描電子顯微鏡(SEM SU6600)對焊接接頭的硬度測試壓痕形貌及剪切斷口進行觀察,并使用能譜儀(EDX)分析元素在焊接接頭的擴散情況。
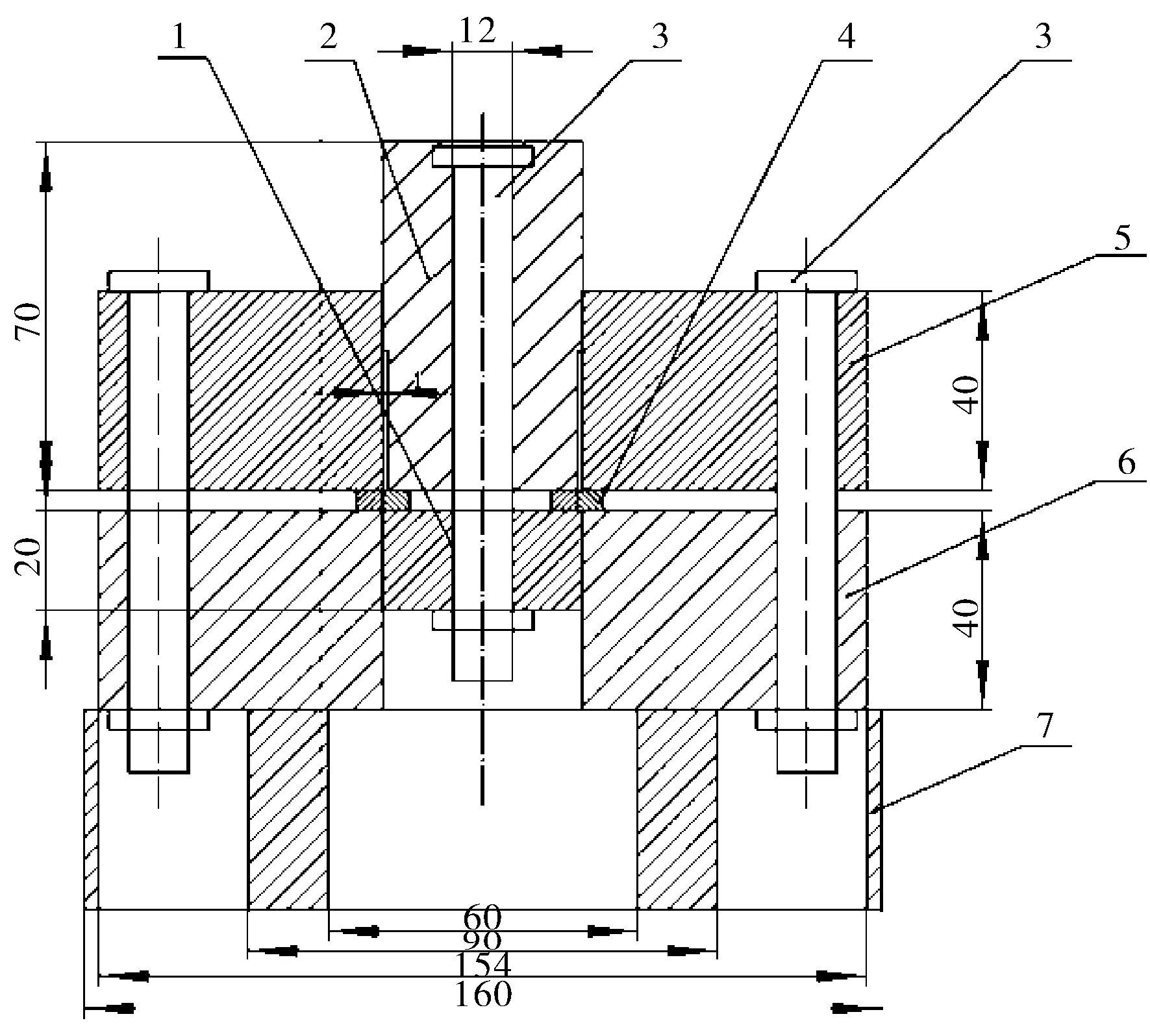
圖2 焊接接頭剪切強度測試夾具1—壓蓋;2—壓頭;3—緊固螺栓;4—樣品;5—上模;6—下模;7—衣座
2 試驗結果與分析
2.1 接頭區微觀分析
圖3為Mo-4340[圖3(a)和圖3(c)]和Mo-Ni-4340[(圖3(b)和圖3(d)]擴散焊接接頭背散射電子掃描圖像以及其線掃描能譜圖。對比圖3(a)和圖3(b)可以看出,Mo-4340擴散層存在明顯的未焊合區,而Mo-Ni-4340擴散層不存在未焊合區,擴散層整體質量良好。并且在兩種接頭上都出現了由于柯肯達爾效應出現的微孔。由圖3(a)和圖3(c)分析可知,Mo-4340擴散焊接接頭可以分為3部分,即:Mo基體、擴散層(如圖3(c)中Ⅰ區)和4340不銹鋼基體。Mo-4340擴散層又可以分為兩個部分:靠近Mo側擴散層和靠近4340不銹鋼側擴散層,擴散層總體厚度大約為7.5 μm, 其中靠近Mo側擴散層厚度大約為5 μm,而靠近4340不銹鋼側擴散層大約為2.5 μm。說明Fe原子向Mo基體擴散比Mo原子向4340不銹鋼基體擴散容易得多。特別地,在Mo-4340擴散層中間處存在厚度大約為2 μm,Mo原子與Fe原子質量比大約為3∶2的區域,經過查閱Fe-Mo相圖,此處狹小區域內形成了μ相,如圖3(c)所示。Mo-Ni-4340接頭和Mo-4340接頭一樣,也可以分為3部分,即:Mo基體、擴散層和4340基體。但是,由于加入了Ni箔作為過渡層,擴散層沒有出現未焊合區,焊接質量得到明顯提高,擴散層厚度大約為50 μm。由圖3(d)可知,Mo-Ni-4340擴散層可分為 Mo-Ni擴散層,Ni層,Ni-4340擴散層3部分組成,其中Ni-4340擴散層厚度(30 μm)比Mo-Ni擴散層厚度(9 μm)大2倍多,說明Ni和Mo相互擴散要比Ni和4340不銹鋼相互擴散要困難的多,這是因為Ni的原子半徑(0.162 nm)跟Mo原子半徑(0.201 nm)相差太大,Ni和Mo只能有限固溶;相比而言,Fe原子半徑(0.124 nm)跟Ni原子半徑比較相近,兩者可以無限固溶。

圖3 鉬和4340不銹鋼擴散焊接接頭微觀形貌以及能譜分析(a)和(c)Mo-4340焊接接頭微觀形貌及能譜分析,(b)和(d)Mo-Ni-4340焊接接頭微觀形貌及能譜分析
2.2 接頭區的硬度測試
Mo-4340鋼接頭擴散層附近硬度測試結果如圖4(a)所示。由于在Mo-4340鋼接頭擴散層形成了Fe-Mo的高硬度高脆性的金屬間化合物μ相,因此在擴散層中間位置硬度達到最高為480 HV,從中間擴散層到兩邊4340不銹鋼和Mo基體,硬度逐漸減小。Mo-Ni-4340接頭擴散層硬度分布有著與Mo-4340接頭相同的趨勢,都是從擴散層中間向兩邊逐漸減小。但是,Mo-Ni-4340接頭擴散層硬度最大值要低很多,最高為365 HV,如圖4(b)所示。說明加入Ni箔作為過渡層后,避免了高硬度的Fe-Mo金屬間化合物的生成,降低了硬度梯度,并且Ni與Mo、Fe主要以固溶體的形式存在于擴散層中,這將減小接頭的脆性傾向,有利于接頭力學性能的提高。
圖5為硬度測試后焊接接頭擴散層背散射電子掃描圖。由圖5(a)分析可知,在經過維氏硬度測試后,Mo-4340接頭擴散層出現了裂紋。這說明了Mo直接與4340不銹鋼焊接得到的接頭結合強度不高。 而添加Ni箔作為過渡層后得到的焊接接頭,即使在經過維氏硬度測試后,擴散層仍然保持良好,沒有明顯的裂紋出現,只在某些變形大的地方出現微裂紋,如圖5(b)所示。
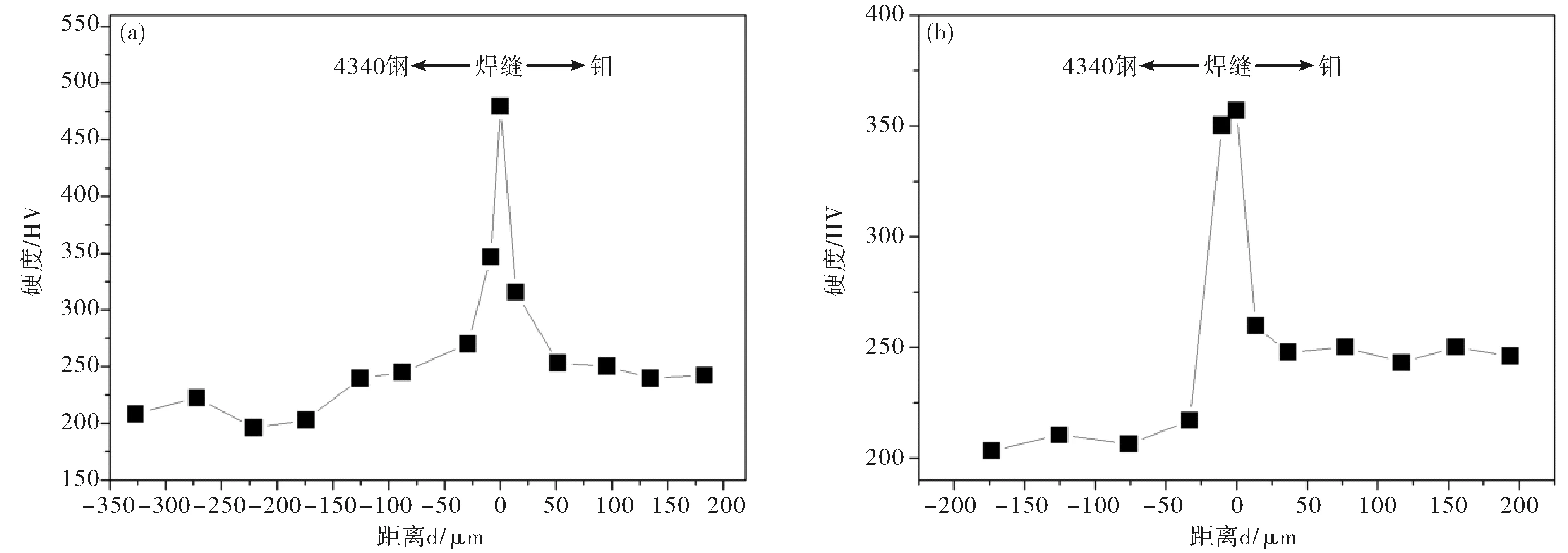
圖4 擴散層附近硬度分布(a)Mo-4340擴散層硬度分布;(b)Mo-Ni-4340擴散層硬度分布
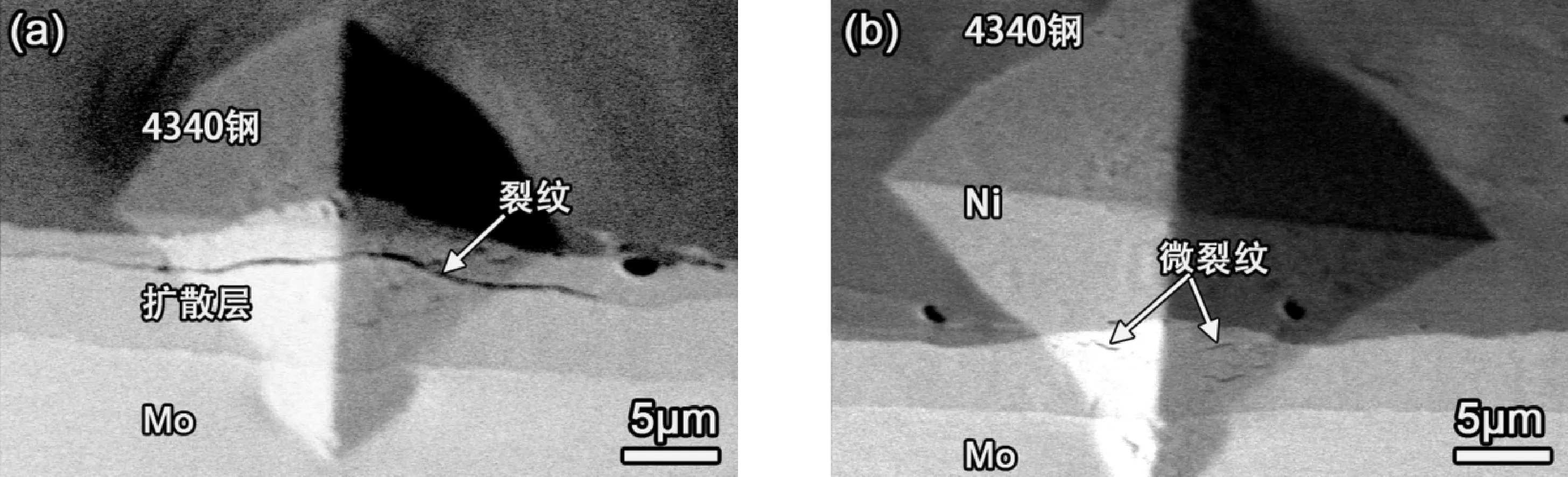
圖5 硬度測試后焊接接頭擴散層背散射電子掃描圖(a)Mo-4340接頭擴散層;(b)Mo-Ni-4340接頭擴散層
2.3 焊接接頭剪切強度測試及斷口形貌觀察
經測試,Mo-4340接頭和Mo-Ni-4340接頭剪切強度分別91 MPa和196 MPa,說明加Ni箔進行擴散焊接后,接頭的剪切強度提高了116%。剪切測試的試樣斷裂位置基本都在焊接接頭擴散層附近,斷口均比較平齊,斷口微觀形貌如圖6所示。由圖6可知,Mo-4340接頭剪切斷口表面的撕裂痕較淺且面積少;而加Ni箔后焊接接頭剪切斷口表面撕裂痕明顯深,面積也增多,說明加Ni箔后,提高了焊接質量,界面結合更加緊密。
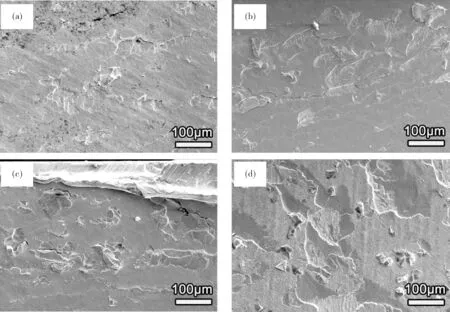
圖6 剪切斷口微觀形貌(a)Mo-4340接頭Mo側斷口;(b)Mo-4340接頭4340鋼側斷口;(c)Mo-Ni-4340鋼接頭Mo側斷口;(d)Mo-Ni-4340鋼接頭4340鋼側斷口
3 結 論
本文通過使用真空擴散焊接方法對不加過渡層和加鎳箔過渡層的Mo-4340不銹鋼焊接接頭的研究,可以得到以下結論:
(1) Mo-4340不銹鋼直接焊接時在擴散層出現部分未焊合區,而加Ni箔過渡層時,擴散層與Mo和4340不銹鋼全部焊合且結合良好。鎳箔過渡層可顯著提高擴散焊接質量。
(2) 焊接接頭的維氏硬度從擴散層向兩邊的Mo和4340不銹鋼基體逐漸減小。維氏硬度測試后不加過渡層接頭擴散層出現明顯的裂紋,而加Ni箔過渡層的焊接接頭擴散層沒有出現裂紋,說明加鎳箔過渡層進行擴散焊接可以提高焊接接頭強度。
(3) 加Ni箔過渡層后焊接接頭的剪切強度從91 MPa提高到196 MPa,提高了115%。
[1] 張全孝,劉全利,熊曉松,等.鉬合金在結構件應用方面的發展[J].兵器材料科學與工程,2001,24(4):58-60.
[2] 楊秦莉,王 林,朱 琦,等.鉬及鉬合金焊接技術研究現狀[J].熱加工工藝,2012,41(19):163-166.
[3] 潘際鑾,王之倫,潘妙良.鉬的電子束焊接[J].清華大學學報,1964,11(2):15-34.
[4] 李 鑫,張品源.合金鉬焊接影響因素的初步分析[J].中國原子能科學研究院年報,1999(1):57-59.
[5] 李 鑫,張品源.鉬及鉬合金焊接的工藝研究[J].稀有金屬材料與工程,2001,30(1):152-156.
[6] Fukuhisa Matsuds, Masao Ushio, Kazuhiro Nakata.Weldability of molybdenum and its alloy sheet [J].Transactions of JWRI, 1990,19(1):69-78.
[7] Jiang Qinglei, Li Yajiang, UApuchkov.Microstructure characteristic in TIG weldedjoint of Mo-Cu composite and 18-8 stainless steel [J].Int Joumal of Refractory Metals & Hard Materials,2010(28):429-433.
[8] 傅 莉,杜隨更.鉬粉末合金與模具鋼摩擦焊接組織特征分析[J].西北工業大學學報,2001,19(4):557-561.
[9] Anddrzej Ambroziak.Friction welding of molybdenum to molybdenum and to other metals [J].Int Jounal of Refractory Metals and Hard Materials,2011(29):462-469.
[10] 李 寧,趙興保,文玉華,等.一種含活性元素Ti適合釬焊鉬及其合金的錳基釬料:CN200710050808.0[P].2008-05-08.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16