機器人自動裝配方法及技術研究
2018-06-28 02:23:44鐘志斌
機電信息 2018年18期
鐘志斌
(廣州數控設備有限公司,廣東廣州510530)
0 引言
裝配是產品生產的后續工序,在制造業中占有重要地位,作為一項新興的工業技術,機器人自動裝配應運而生。用于裝配生產線上對零件或部件進行裝配的工業機器人,屬于高、精、尖的機電一體化產品。隨著“中國制造2025”與德國“工業4.0”的對接,我國正不斷加大對工業機器人行業的扶持力度,生產電子產品的企業也將機器人代替人工這一發展規劃提上了日程,裝配領域將是未來機器人技術發展的焦點之一。本文將以機器人自動裝配剃須刀為例,通過多機器人之間的協同作業,可靠完成單機器人無法完成的復雜任務。
1 裝配單元布局
系統由多關節機器人、裝配夾具、托盤分揀機構、輸送線、變位機定位機構、振動上料裝置、托盤疊盤機構、控制系統等設備組成。系統集成應用實現了外殼、彈簧、托盤零部件的自動上下料及機器人協同裝配柔性生產工藝。在機器人集成應用中常見的兩個問題是工作單元的精準可靠性和控制系統穩定性如何保證,以下介紹機器人協同作業裝配單元的布局,整體布局圖如圖1所示。
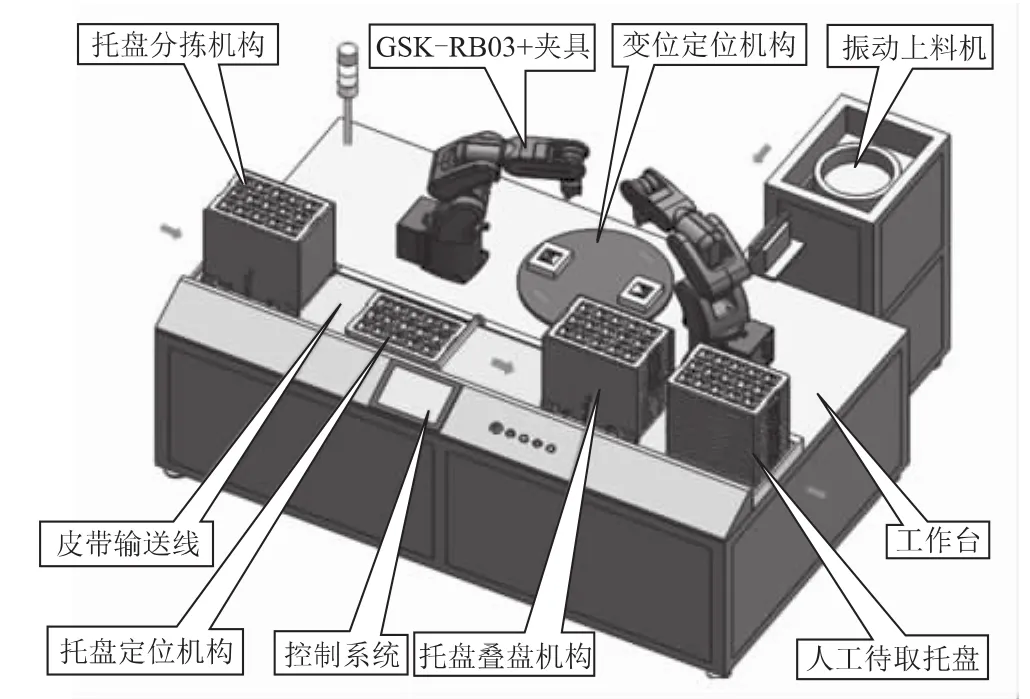
圖1 整體布局圖
1.1 托盤分揀定位機構
(1)外殼托盤分揀:托盤上設計有定向及堆垛卡槽,保證物料放入的一致性和堆垛的穩定性;人工補給托盤料倉,托盤從分揀裝置底部一次分揀輸送一張托盤;當分揀托盤料倉儲存低位時,系統發出預警信號,提醒人工補給物料。
(2)外殼托盤定位:皮帶線自動輸送托盤到定位裝置處進行阻擋定位,發出信號預約機械手取外殼裝配及裝盤。
1.2 RB03機器人+機械手夾具
(1)系統采用GSK-RB03機器人,重復定位精度高、速度快、控制靈活、體積小,適合本單位生產空間緊湊、效率高的電子生產裝配線進行搬運、分揀、柔性裝配作業。
(2)針對本應用工況復雜性、定位精度高的特定應用環境,機械手夾具采用柔性裝配方式設計,并針對用戶產品特性,設計成通用性裝配夾具。
(3)雙機器人分別從輸送線托盤內取外殼部件、振動盤定位機構取彈簧進行協同柔性裝配,并將裝配成品排序放回輸送線托盤內。
1.3 振動盤快速、穩定輸送彈簧上料
作為機器人自動組裝的輔助供料設備,振動盤可以把堆垛的異形彈簧有序振動排列出來,配合機器人組裝夾具一起將外殼各部件組裝起來成為完整的一個產品。
1.4 變位機定位裝配
(1)變位機定位外殼:根據工件外形特性設置兩個外殼定位夾具,可以快速更換模塊,實現快速換線產品柔性生產。
(2)變位機采用伺服電機齒輪傳動驅動,可實現90°、180°步進旋轉夾具,重復定位高,協同機器人精準控制作業。
(3)采用雙工位自動變位裝配,實現雙機器人一邊快速安裝拆卸外殼,另一邊裝配彈簧協同作業,生產效率高。
1.5 疊盤、托盤下料
(1)托盤疊盤:輸送線托盤送入疊盤機構,系統檢測托盤后自下而上疊垛暫存托盤,設計一次可暫存25件托盤。
(2)疊盤暫存滿后系統自動放料,輸送整疊托盤到緩存物料區,系統提示人工取走盤。
2 裝配過程工序控制
本設備為機器人自動裝配剃須刀系統,用于實現外殼托盤分揀、托盤自動輸送、取外殼定位裝配、彈簧上料、機器人協同組裝、外殼疊盤以及裝配外殼回收等柔性生產工序。本系統以全自動化控制替代人工操作,提高了生產效益。下面用剃須刀裝配實例解釋裝配工藝的順序控制:
(1)外殼、彈簧上料:建立外殼托盤料倉、彈簧振動盤輸送上料。
(2)外殼托盤分揀:將托盤料倉的托盤自下而上分揀,皮帶線自動輸送托盤。
(3)托盤定位:皮帶線將外殼托盤輸送到定位裝置處進行定位固定,預約等待機械手取外殼裝配及裝配件裝盤。
(4)變位機定位外殼:機械手1取外殼放入旋轉變位機夾具,同時,將組裝完彈簧的外殼放回托盤相應位置,實現外殼與組裝成品外殼的交換裝配。
(5)彈簧裝配:變位機旋轉180°,機器人2從振動盤夾取彈簧進行裝配。
(6)裝配外殼裝盤:變位機旋轉180°,機器人1再將裝配好的外殼成品放入輸送線托盤,重復工序機器人協同裝配各零部件。
(7)托盤疊盤:輸送線將托盤送入疊盤機構,系統檢測托盤后自下而上疊垛托盤,一次可堆盤25件。
(8)托盤下線:疊盤堆滿后系統自動放料,輸送線將整疊托盤輸送到緩存物料區,系統提示待人工取走盤。
為了確保這些裝配動作在規定的時間按照正確的順序進行,總控系統必須能夠和工作單元中各個設備進行可靠穩定的信號交流。在應用中,單元控制系統還要考慮完成一些常見的順序控制、執行計算、處理設備故障等特殊事件以及不規則周期性問題的排除。
3 機器人循環時間和裝配動作分析
在機器人自動裝配設計中,工作周期循環是一項重要組成部分。周期循環時間決定了機器人生產線的生產效率,本項目通過機器人的協同作業,約束管控機器人的位置和運動軌跡,加強機器人之間的聯合式協作,大大提升了裝配生產效率。圖2為多關節機器人協同作業圖。
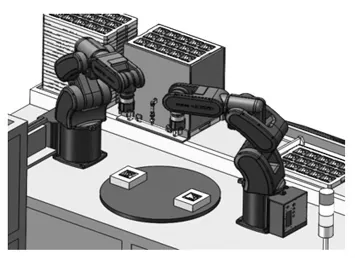
圖2 多關節機器人協同作業圖
我們將機器人在裝配過程中的應用分成兩類:機器人上下料、協同裝配。機器人裝配的速度決定于生產效率及托盤料倉的容量,根據運行軌跡及PLC檢測識別工件等信號交互時間,預計單件裝配速度為8 s節拍,方案設計一次儲料大概400件外殼,需50 min進行一次補給上下物料。為滿足以上自動生產動作要求,需關注以下注意事項:(1)零部件的定向和重復位置精度;(2)夾具的柔性裝配設計及通用性;(3)托盤載體的定向定位;(4)機器人可操作的工作區域設計;(5)機器人負載容量設計;(6)系統定位精度和可重復性;(7)機器人形態及協同作業控制;(8)機器利用率平衡的問題。
4 總結與展望
本系統采用兩臺RB03多關節機器人協同作業,重復定位精度高、速度快、協同控制靈活、體積小。裝配機器人的一個目標是實現工作自主、多機協同,開發出智能型自主識別、判斷裝配機器人,能在各種裝配工作站工作,因此多機器人協作、人機協作問題一直是多機器人研究的重點。多機器人技術在未來的生產生活中將有廣闊的市場前景,未來多機器人如何完成任務,主要可從以下兩點進行研究:
(1)多機器人任務分配:無論是在靜態環境下還是在動態未知環境下,首先要對每臺機器人分配好任務,使機器人各自按照分配任務去執行;
(2)多機器人路徑規劃:無論是在靜態環境下還是未知環境下,機器人路徑規劃的主要目的是完成系統分配的任務,保證機器人在執行任務時的穩定性、可靠性等。
[1]于海贏.6-DOF機器人運動路徑優化研究[D].長春:長春工業大學,2012.
[2]陳森源.起重機底盤裝配線線平衡研究[D].長春:吉林大學,2011.
[3]朱振杰.機械產品裝配線平衡問題優化研究[D].濟南:山東大學,2010.
