注塑皮紋深度測量方法探究
2018-06-28 05:36:06朱敏
時代汽車 2018年5期
朱敏
上海延鋒金橋汽車飾件系統有限公司技術中心 上海市 201206
1 引言
隨著汽車飾件產品開發的要求不斷提高,零件的外觀匹配要求也不斷提高,注塑件皮紋深度從原本的肉眼對照評判已有了量化測量的需求。
2 問題的提出
我公司添置了一臺基恩士3D輪廓儀,能進行3D輪廓的測量,但注塑件的皮紋有不規則性,如何進行測量才能得到穩定可靠的值來有效表述皮紋深度的值?
3 方法探究
3.1 皮紋深度的概念
如圖1描述了從模具最初的面到腐蝕的量和皮紋深度的最大高低差
參考了皮紋供應商測量皮紋深度的方法:
在皮紋零件上取約1cm長的截線,計算截線最高點到最低點的高度差(如圖2)
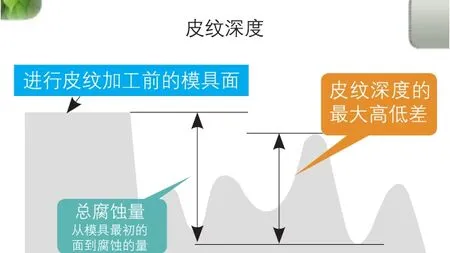
圖1
樣品照片:
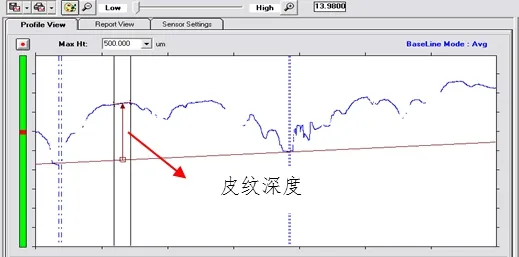
圖2
3.2 基恩士3D輪廓儀測量輪廓功能簡介:設備外觀如圖3
3.2.1 主要技術參數:
測量原理:白光條紋反射呈像+三角測距法
觀察光源:LED環形照明
高度測量精度:±5um,
高度測量重復精度σ: 0.5um
平面測量精度:±5um
平面測量重復精度σ:0.5um
3.2.2 指定測量區域
能掃描樣品選定的區域形成圖像(圖4紅色框1cmm×1cmm為掃描區域)
掃描后得到的圖形,圖5:
3.2.3 粗糙度功能計算
可使用軟件測量多線粗糙度的功能做截線
多線粗糙度功能只要做一次截線,能生成11條等距的截線,自動輸出11條截線的Rz的平均值和最大值。Rz示意圖見圖6。

圖3

圖4
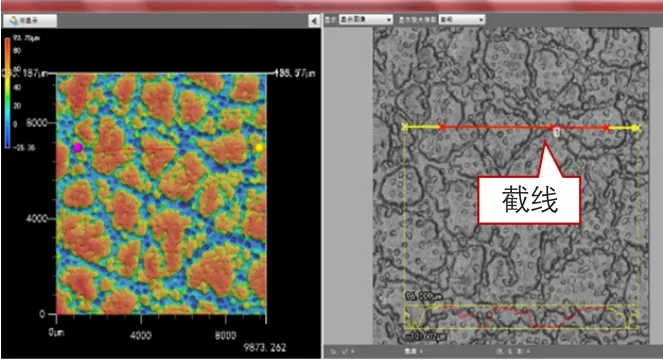
圖5
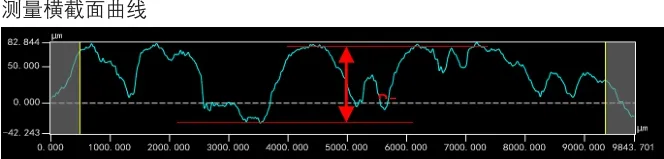
圖6

Rzμm平均值 106.770最大值 117.592線1 116.197線2 87.533線3 103.203線4 109.389線5 101.171線6 110.556線7 108.162線8 117.592線9 101.081線10 114.902線11 104.679
一組多線粗糙度截線Rz輸出結果見表1,多線粗糙度的截線示意圖見圖7。
3.2.4 校平功能:
軟件自帶的整體校平功能和2次曲面校準功能能確保樣品在平整的基礎上計算的RZ值是可靠的。

圖7
3.3 皮紋深度測量方法探究:
注塑皮紋是不規則圖形,且每個丘的深淺都不一致,所以考慮在相同的面積區域內測量一定的樣本量,觀察測量值的重復性和穩定性。
3.3.1 對SVW-7標準樣板進行測量
該樣板的理論深度參考值是120μm,允許的偏差是10%,即(108~132)μm
以SVW-7標準樣板為例,掃描樣板中1cm×1cm區域,生成六組截線,截線組示意圖見圖8:
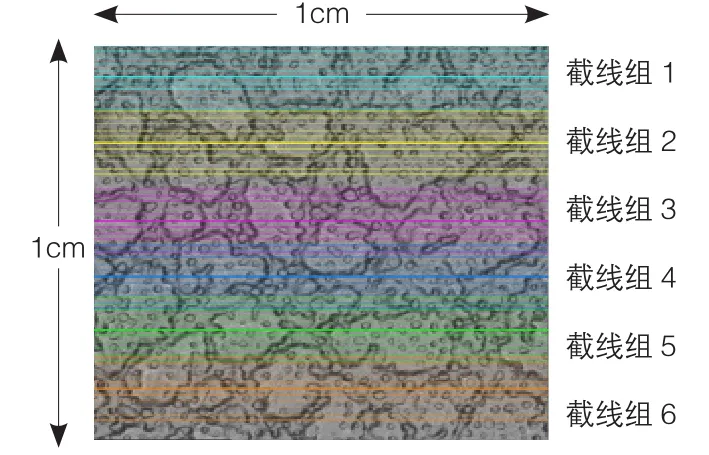
圖8
圖8中,取了6組截線,每組截線自動輸出等距的11條截線,軟件會自動計算11條截線最高點與最低點的高度差Rz、總均值Rz、最大Rz值。將6組截線的測量結果匯總。表2:
結論:六組截線Rz平均值的均值、Rz最大值的均值都符合樣板參考值的允許范圍(108~132)μm。
但是否穩定?我們做了以下驗證。

表2
3.3.2 同一樣品、不同區域測量結果的比對
對SVW-7標準樣板隨機分五個區域進行測量,如圖9,紅色區域是測量區域(1cm×1cm)
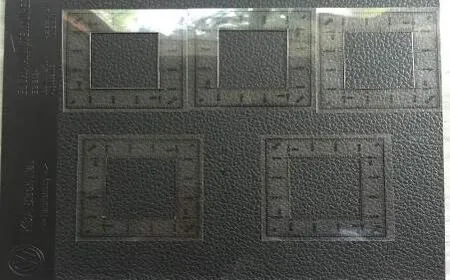
圖9
測量結果見表3,Rz平均值的均值、Rz最大值的均值在允許波動的10%范圍內,波動范圍:(108~132)μm,五個區域的最大偏差也在10%范圍內。

表3
一大張儀表板原皮各區域皮紋深度測量值,見表4:單位μm

表4
結論:表征同一類型皮紋的Rz的均值和Rz最大值平均值是穩定的。
3.3.3 測量系統分析(MSA)-使用minitab工具
樣品數量:5件,測量人員3人,每人測量次數:2次,測量區域為每件樣品的同一區域。分析過程如下:表5
GRR圖形分析圖如圖10:
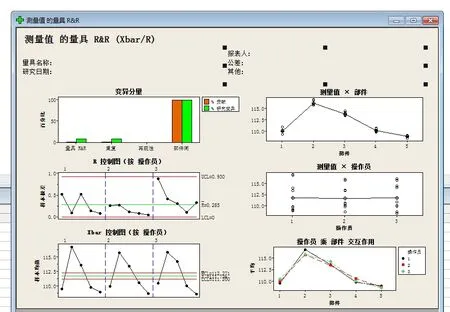
圖10

3.3.4 其它標準樣板的測量結果與參考值比對,比對結果見表6
結論:從模具供應商得到的標準樣板進行測量,與他們提供的皮紋深度參考值比對,Rz平均值的均值、Rz最大值的均值都符合理論參考值±10%的波動范圍。
3.3.5 參加了SVW組織的比對,見表7
結論:RZ最大值均值與供應商值更接近。
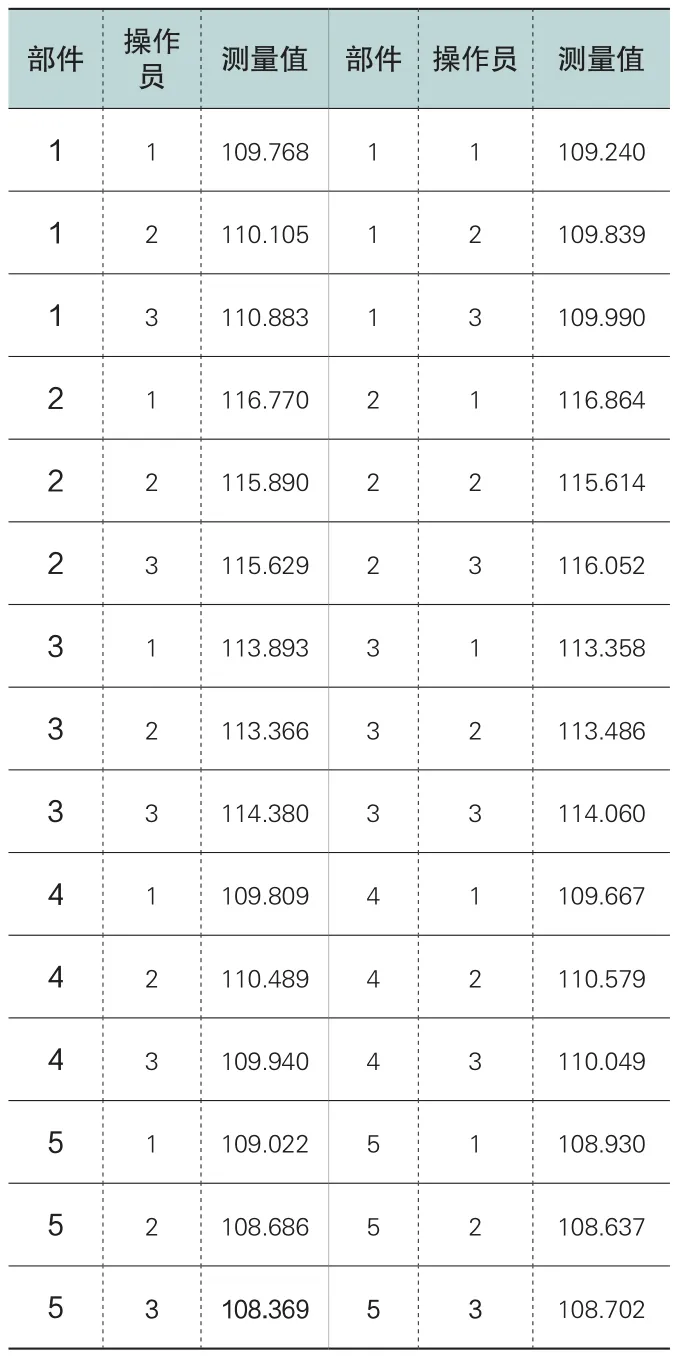
表5
3.3.6 注塑皮紋深度測量方法步驟描述
a.準備大小合適、平整的樣品放置工作臺固定;
b.選取放大倍數,樣品之間比對在同一放大倍數下測量;
c.選取掃描區域1cm×1cm,拼接掃描合成圖像;
d.校平、保存測量文件;
e.選擇軟件中“多線粗糙度”功能,做水平截線,每條主截線盡量穿過丘的中心區域;
f.輸出每組截線的Rz平均值、Rz最大值;
g.統計所有截線組的Rz平均值的平均值、Rz最大值的平均值即為最終輸出值。
4 結語
用上述方法驗證了測量結果與標準樣板理論參考值的符合性;同一樣品不同區域之間測量結果的比較;MSA分析系統;與模具供應商的比對,最終得到的結果Rz平均值、Rz最大值是可以做為皮紋深度的測量值。

表6 單位:μm
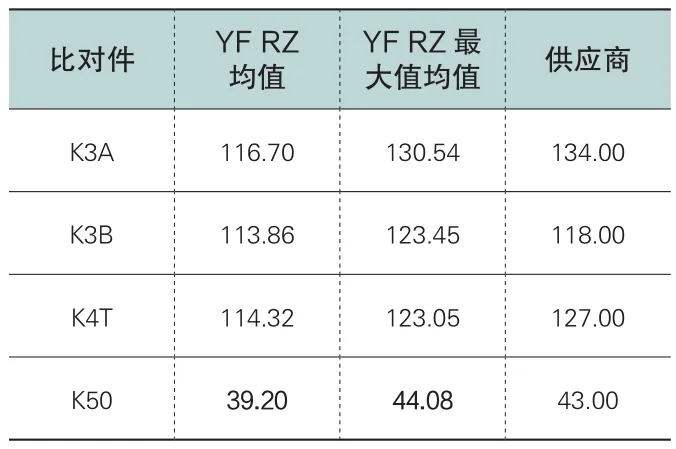
表7 單位:μm
目前的應用:(1)產品與標準樣板之間的比較測量;(2)相鄰匹配件之間的比較測量;(3)產品開發得到客戶認可后封樣件的測量;(4)與上汽、SVW客戶的對標;(5)彌補模具縮印造成的缺陷的皮紋深度修正值。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
