汽車加強板弧焊機器人工作站的設計
2018-06-24 09:39:42宮百香張洪博
制造業自動化 2018年6期
關鍵詞:設計
宮百香,張洪博
(長春工業大學 機電工程學院,長春 130000)
0 引言
焊接機器人具有高精度、高效率與高穩定性等特點,同時也可以減少物耗與功耗、提高質量、降低勞動強度、改善勞動環境進而降低整體成本,因此焊接機器人得到越來越廣泛的應用[1]。機器人工作站是一個以焊接機器人為中心的綜合性高、集成度高、多設備協同運動的焊接工作單元[2]。目前,企業對機器人工作站的使用安全性、質量可靠性、操作方便性給予了更高的關注。
論述了汽車加強板弧焊機器人工作站的布局及組成部分。設計了一種自動卸料結構,便于減輕操作者卸載物料的勞動強度、減少手工操作時間。利用三菱PLC對機器人工作站的控制系統進行設計,在設計的過程中充分考慮焊接過程中的安全與質量要求。
1 弧焊機器人工作站布局
1.1 汽車加強板結構
被焊接工件為汽車側圍加強板,如圖1所示,沖壓板的厚度為4mm,把手直徑為10mm,材料均為Q235,有A、B兩條對稱焊縫。采用MIG焊進行焊接。
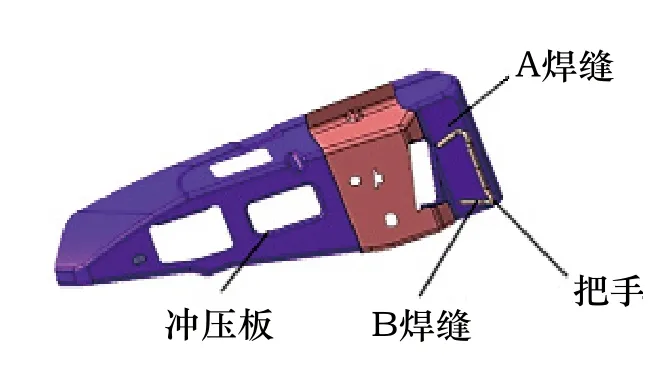
圖1 汽車加強板
1.2 弧焊機器人工作站的布局
本文所設計的工作站主要包括:機器人系統(機器人本體、機器人控制柜、示教盒)、控制系統(PLC控制柜、HMI觸摸屏、操作臺)、安全系統(圍欄、安全光柵、安全鎖)、清槍器、夾具、排煙除塵系統(自凈化除塵設備、排煙罩、管路)。除此之外當焊接電流較大時,通常配置循環水系統,用于焊槍的冷卻。
機器人本體是工作站的核心,弧焊機器人具有動作靈活、速度快、精度高等特點,特別對運動軌跡精度要求高,根據汽車加強板的焊接精度要求,采用FANUC M10iA機器人,抓重10kg,最大運動半徑1420mm,重復定位精度±0.08mm,為中空手腕關節型結構,機構輕巧,運動范圍大,穩定性較高。
弧焊機器人工作站通常采用雙工位或多工位設計,機器人與操作者與各個工位之間交替作業,這種方式可以避免或者減少機器人的等待時間,提高生產效率。鑒于焊縫并不復雜,所以在焊接過程中無需使用變位機,這樣可以降低投入成本。工作站系統組成,如圖2所示。
2 焊接夾具的設計
工裝是弧焊機器人工作站的重要組成部分,其設計與制造水平直接影響焊接的質量。設計焊接夾具時需要重點考慮焊接過程中的熱變形和焊接應力的影響。焊接夾具要求有足夠的強度和剛度、夾緊可靠、操作靈活、便于拆卸工件,同時也要考慮便于制造、安裝及吊裝。在焊接夾具的本體設計中,注重采用輕量化設計,減輕工裝的重量,方便吊裝和移動。

圖2 弧焊機器人工作站主體結構圖
2.1 結構與夾緊設計
焊接夾具一般由四部分組成:定位結構、夾緊機構、夾具體和控制系統。
定位機構如果設計不合理,會影響焊接的精度,汽車加強板屬于薄板焊接件,因此運用N-2-1理論進行定位,定位原件屬于磨損件,因此其進行滲碳處理,提高其耐磨性。
連接和固定工件均采用企業內部的標準件,輔助工件選用國標件或者行業標準件,保證了良好的互換性。降低了企業的成本,也提高了設計的效率。
設計的焊接夾具如圖3所示,氣缸夾緊氣路圖如5所示。裝件操作順序:裝件(沖壓板)→氣缸2(點動)→裝件(把手)→氣缸3(手扳)→氣缸1(雙手啟動)→自動焊接。卸件操作順序:焊接完成→氣缸3→氣缸2→氣缸1→氣缸4→取件。
2.2 自動卸料機構
為防止工件在焊接過程中產生竄動,因此焊接夾具定位原件與工件之間采用緊間隙配合或者過渡配合。采用此種配合方式,焊接后操作者取出工件比較困難,這樣就增加了勞動強度并且降低了工作站的使用效率,因此設計了自動卸料機構。當焊接完成后,PLC傳遞信號,行程氣缸頂起,完成自動卸料。
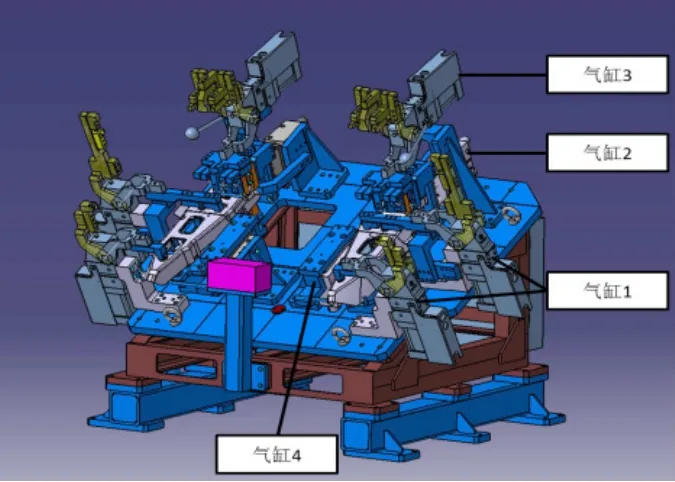
圖3 夾具結構圖
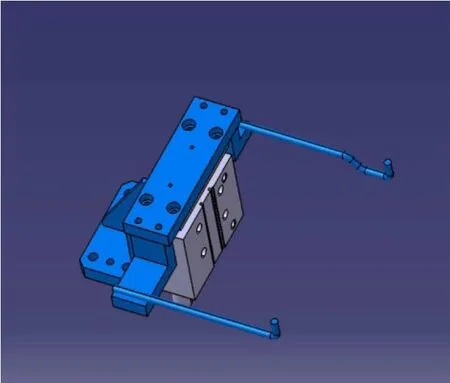
圖4 自動卸料機構
3 控制系統設計
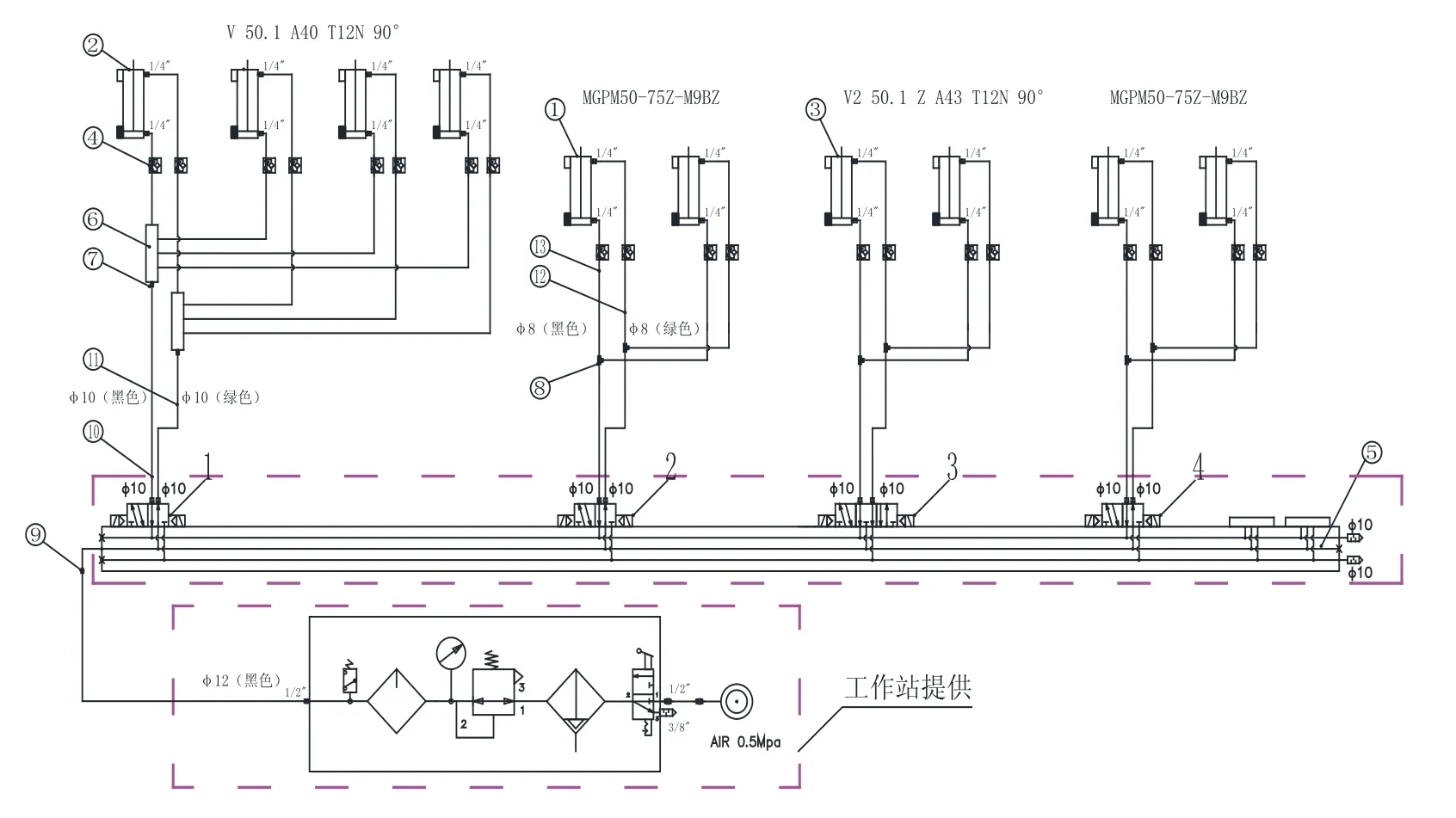
圖5 夾緊氣路圖
PLC具有穩定可靠、價格便宜、功能齊全、應用靈活方便、操作維護方便的優點。因此在機器人工作站大多選用PLC進行系統控制。
3.1 控制系統設計
而本工作站有148個I/O點,需要較高的處理速度和信號傳遞速度,因此本文采用三菱FX2N-96MT完成對機器人工作站的控制,并通過CC-Link總線與工廠內部的生產管理系統進行通訊。該系統的結構如圖6所示。
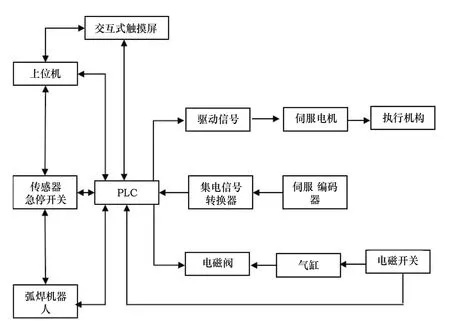
圖6 弧焊機器人工作站控制系統圖
3.2 控制系統程序設計
在工作站的設計過程中充分的考慮了,工作站操作的安全性、質量保證性。I/O分配表(部分)如表1所示。
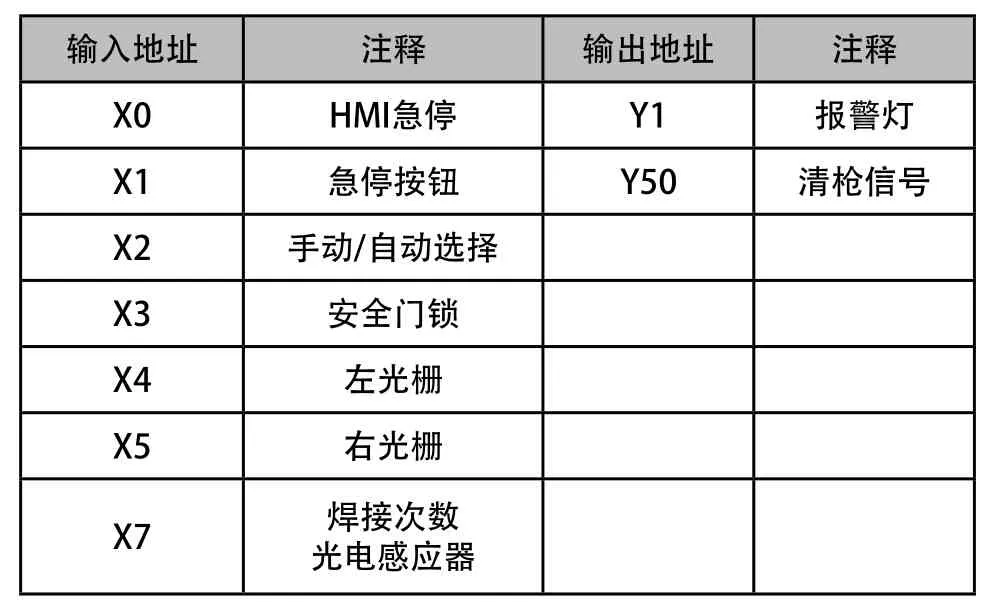
表1 I/O分配表(部分)
為保證操作者的安全,工作站設有光柵,維修鎖狀態監測傳感器,為應對危險情況設計急停功能。在焊接的過程中,如果有人進入焊接區域,PLC會向機器人工作站發出急停命令;在維修的過程中,機器人工作站不能運行;工作站設有多個急停按鈕,當機器人工作站產生危險時,便于將工作站及時停止。梯形圖如圖7所示。
壓縮空氣壓力過大或者過小都會影響焊接的質量,本文利用壓力模塊,對系統的壓力進行控制,保證焊接的質量。梯形圖如圖8所示。
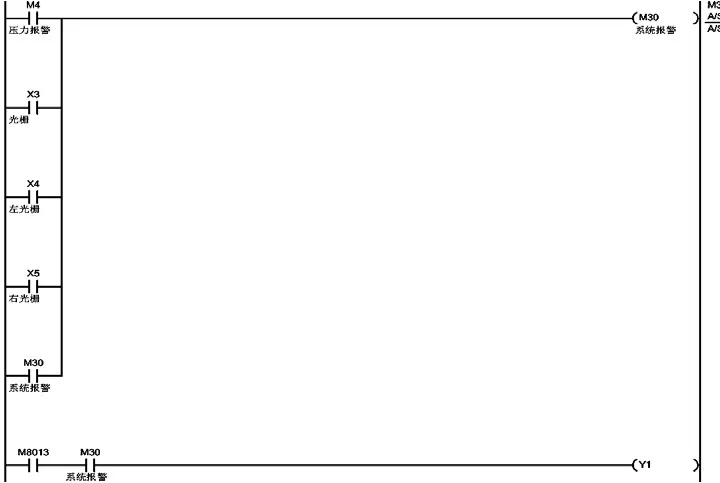
圖7 急停梯形圖
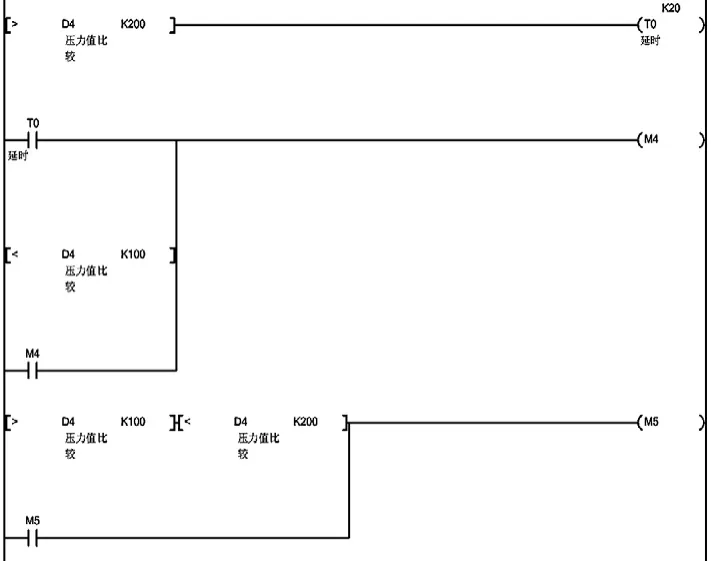
圖8 空氣壓力監控梯形圖
在焊接的過程中,焊渣會附著到焊槍上,如果不能及時清除會影響焊接的質量,在設計工作站過程中,利用PLC的計數功能,經過一定次數的焊接后自動進行清槍工作。梯形圖如圖9所示。

圖9 自動清槍梯形圖
4 結論
經實際使用驗證:該工作站可以充分的保障操作者的安全,提高焊接質量與穩定性,有利于對現場的狀態進行監控。為后續對弧焊機器人工作站的進一步智能化提供了參考。
[1]中國焊接協會成套設備與專用機具分會,中國機械工程學會焊接學會機器人與自動化專業委員會.焊接機器人實用手冊[M].北京:機械工業出版社,2016,1.
[2]張英華.焊接機器人工作站的設計[J].電焊機,2014,44(5):104-106.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
