飛機焊接設計中點焊技術的突破與研究
2018-06-21 10:19:12趙榮志
中國新技術新產品 2018年10期
趙榮志


摘 要:飛機壁板零件在加工與裝配時候,有些是通過鉚接技術,有些是通過膠連技術,除此之外還可以通過焊接的技術進行連接,飛機零件的焊接需要細致研究分析,本文通過研究熱能傳遞來分析點焊,分析點焊的回彈、點焊變形、點焊殘余應力。
關鍵詞:熱能傳遞;點焊;點焊回彈;點焊變形;點焊殘余應力
中圖分類號: V261.3+4 文獻標志碼:A
1 熱能傳遞
在熱學的研究中,熱能的傳遞主要是熱傳導、熱對流、熱輻射這3種形式:
(1)熱傳導,這個是通過物體之間的接觸進行能力傳遞,物體會因為它們之間的溫度而引起內部能量的交換和變換,稱為傅立葉定律,公式如下:
式中:
q—熱流密度;
λ—熱導率;
(2)熱對流,它是發生在固體的表面。通過與它接觸的周圍的物體之間進行流體和熱量交換,可以分為自然對流和強制對流這兩種,可以通過牛頓冷卻方程計算:
q=αk ΔT
式中:
q—單位面積熱對流換熱量;
αk—對流傳導系數;
ΔT—溫度差。
(3)熱輻射,這種能量傳遞是通過物體發射電磁能實現的,其他物體通過吸收這個電磁能,將其轉換成熱能的交換過程,熱輻射一般是發生在真空狀態下,是一個斯蒂芬—波爾茲曼定律:
式中:
q—熱輻射轉換能量;
C1—比例系數;
(T+273)—物體絕對溫度。
2 點焊
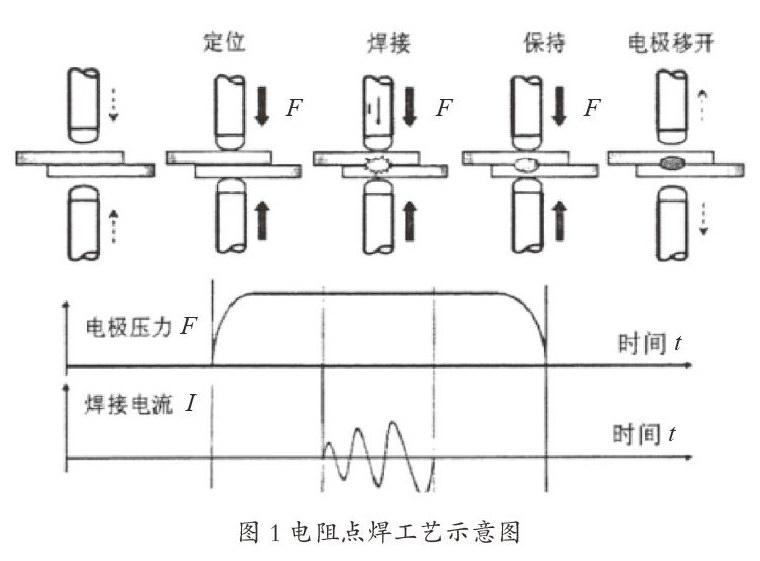
點焊技術應用很廣,形式也很多樣,不同的形式焊接效果也不同,電阻點焊是一個應用非常廣的焊接形式,其廣泛應用在工業制造業中,但是在焊接的時候材料、電流、電極壓力等對焊接質量都有影響,電阻焊接的流程主要是分4步,如圖1所示。
定位:該工序是將焊件進行定位,要保證工件在焊接過程中不能發生位移,保證電極與工件,工件與工件之間的相對位置。
焊接:該過程是對工件進行焊接,通過電極對焊件施加焊接電流,在起初焊接的時候,電極與工件接觸位置會產生熔核。
保持:焊接完畢后,將焊接電流關閉,但是需要保持焊接壓力不變,一直到工件自然冷卻凝固。
電極移開,該工序是焊接完畢后,焊件凝固之后,將焊極移開完成整個焊接工作。
2.1 點焊回彈
點焊過程中是一個伴有溫度變化的復雜過程,同時涉及力學、電學和磁學等多種因素,飛機曲面零件利用焊接技術進行焊接的時候,回彈現象是不可避免的,工件在焊接的時候因為升溫的原因,焊件彎曲位置會出現回彈現象,所以在焊接的時候需要夾具對工件進行固定,確保工件焊接時候不能回彈。
2.2 點焊變形
SYSWELD分析軟件對焊接中工件變形和焊接過程中產生的溫度的專門研究軟件,圖2就是SYSWELD軟件功能圖。
焊件變形是焊材在溫度的作用下發生屈服,可以通過塑性狀態進行判定:
F(σ,R,X)=0
式中:
σ—應力張量;
R—各向同性強化系數;
X—隨動強化系數。
焊件在發生變形的時候有兩種情況,一種是F(σ,R,X)=0的時候,焊件是處于彈性狀態,如果是F(σ,R,X)=0的時候,焊件是塑性狀態,工件會發生變形,F(σ,R,X)>0這種情況是不可能發生的。
2.3 點焊殘余應力
焊接過程中會有殘余應力的產生,原因是材料在不受均勻受熱的時候,或者焊件冷卻收縮的時候產生熱應力,而對焊件金屬組織的影響,這個熱應力就是殘余應力。
圖3為焊接過程中,溫度、屈服應力、變形、殘余應力之間曲線變化圖。
通過上邊圖形的對比可以發現,在焊接中央的位置,殘余應力最大,同時高溫下,材料的屈服應力也最小,所以工件在這個位置的時候最容易發生塑性變形,在工件慢慢冷卻的過程中,由于工件受到冷卻收縮的約束,焊件會變為拉伸殘余應力。
結論
焊接技術是一個應用非常廣泛的技術,它不僅能應用在低端金屬件的焊接,還能應用在國防裝配、航空航天等高科技領域,焊接技術可以總結為電學、力學、冶金等技術的綜合體,而在飛機制造中應用焊接技術,更需要去研究分析零件的性能,通過什么樣的焊接方式才能滿足飛機的技術要求,使之滿足飛機的飛行要求。
參考文獻
[1]陳楚.數值分析在焊接中的應用[M].上海:上海交通大學出版社,1985.
[2]韓志剛,柳葆生,顏書毅,等.薄壁結構點焊組裝回彈分析[J].重慶理工大學學報(自然科學),2009,23(5):136-140.
[3]中國機械工程學會焊接學會主編.焊接手冊(第2版)[M].北京:機械工業出版社,2001.
[4]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2002.