刨削加工裝夾方式的選擇
2018-06-21 10:19:12李建華
中國新技術新產品 2018年10期
李建華


摘 要:本文主要介紹了在刨削加工壁厚薄、剛性不足的零件時,如何選擇合適的裝夾方案,從而保證其加工精度。如何利用兩個百分表,使兩個夾緊力保持對稱和大小相等。在精加工中,通過計算最小夾緊力,減少裝夾變形。對于不規則的薄壁零件,需增加輔助支承以減少切削力導致的工件變形。楔鐵夾緊方式的應用和注意事項。壓板夾緊方式的優點和缺點。
關鍵詞:刨削;壁厚薄;剛性不足;裝夾變形;最小夾緊力;裝夾方案
中圖分類號:TH13 文獻標志碼:A
Abstract:This paper mainly discuss how to choose the appropriate plan when we planning the parts with small thickness or insufficient stiffness to improve machining accuracy.
Keywords: planning;appropriate plan;small thickness;insufficient stiffness;machining accuracy
在刨削加工中,有些零件由于壁厚薄、剛性不足,導致加工精度難以保證。此時,定位與裝夾方案的選擇直接決定了產品的質量。接下來,本人結合實際生產實踐,對此類零件的定位裝夾方式淺談個人的見解。
1 定位工件
在設計定位方案時,除了主要的支承零件外,還需采用可調節的輔助支承。這樣可以減少裝夾和切削熱導致的工件變形。
另外,在薄而長的工件精加工時,只需在迎著刨削的主切削方向和迎著走刀方向的兩個側面設置緊靠定位元件。其他兩個側面應留出適量的間隙。不應在工件的4個側面均完全限制。
2 調平與找正工件
當工件基礎存在翹曲不平的時候,應在翹曲不平的地方墊平,不能強行將其壓平。如遇工件要求有微量的形狀變化的時候,可以通過夾壓彈性變形實現目的。例如:加工車床的床身導軌時,由于考慮磨損,要求導軌中間部位凸起。在調平的時候,可在床身的兩端墊紙或者適當加大對中間部位的夾緊力。
3 夾緊工件
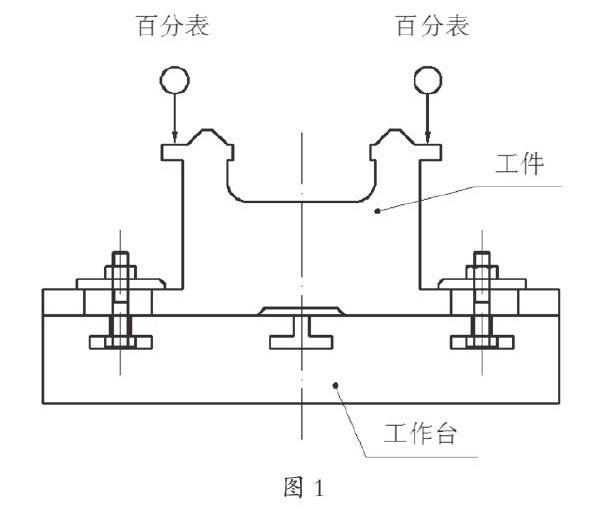
為了使夾緊力保持對稱和大小相等,可在刨床的橫梁上,安裝如圖1所示的兩個百分表。安裝時要盡量靠近兩個對稱的夾緊點。分別測量已調平的兩個表面。夾緊時,兩個百分表讀數相差不大于0.01mm。
在精加工中,應適當減小夾緊力,以減少裝夾變形。對于一次裝夾完成粗、精加工的零件,應在粗加工之后松開全部夾緊元件,以消除夾緊力和切削熱導致的工件變形。然后按照合理的鎖緊順序分次夾緊,盡量減少精加工時的工件變形。
當工件以工作臺為主要定位平面時,最小夾緊力可按照下面公式計算。
Fmin=1/2(KFc/u-Gg)
其中:
Fmin—精加工時最小的總夾緊力,N。
Fc—精加工時主切削力,N。
K—可靠系數,一般K取2~2.5。
u—摩擦系數(工件與壓板,工件與工作臺之間,考慮到切削時的振動,u取0.15~0.20)。
Gg—工件重力,N。
4 不規則薄壁零件與薄板的裝夾
(1)不規則薄壁零件(圖2)
此類零件的特點是剛性不足。在裝夾和切削過程中很容易引起工件變形及振動。有時候,工件基礎面的尺寸小于被加工面,需加裝輔助支承。
(2)裝夾薄板件的方法
①使用電磁吸盤。對于尺寸不大和表面平整的零件,可采用電磁吸盤吸緊工件。
②使用斜口擋板從側面夾緊。如圖3所示,用斜口擋板從兩個側面與水平方向呈8°~12°的角度夾緊工件。夾緊螺釘伸出長度L=(1~2)d。d為螺釘公稱直徑。這種裝夾方法適用于刨削狹長薄板零件。其裝夾變形小,加工精度較高。
③楔鐵夾緊。
如圖4所示,工件尺寸為600mm×500mm×10mm。利用楔鐵實現夾緊,楔鐵斜度為1∶100。在粗加工中,應將楔鐵調整至合適的間距。并且將工件多次翻轉,兩面輪流加工。這樣可以使整個工件的內部應力接近平衡,減少變形。這種裝夾方式適用于批量生產面積較大的薄板件。
在實際生產中,有時候會使用壓板來壓擠斜口擋板實現夾緊。這種方式雖然比較方便,但是容易導致工件兩側翹起。因此,必須結合工件的精度要求,有選擇性地使用壓板夾緊方式。在批量生產過程中,注意對零件精度的檢測,如圖5所示。
結語
對于壁厚薄,剛性不足的零件的加工,應合理選擇裝夾方案,從而保證零件的加工精度,簡化加工工藝。以上幾種裝夾方案,經過實際生產的檢驗,較好地保證了零件的加工精度,提高了企業的經濟效益。由于零件形狀尺寸和加工要求的多樣性,在實際生產中仍需靈活選用。
參考文獻
[1]朱耀祥,浦林祥.現代夾具設計手冊[M].北京:機械工業出版社,2016.
[2]吳拓.機床夾具設計集錦[M].北京:機械工業出版社,2014.
[3]吳拓.現代機床夾具典型結構實用圖冊[M].北京:化學工業出版社,2015.
[4]王先逵.拉削、刨削、插削加工[M].北京:機械工業出版社,2008.
[5]張四新,關麗.機械制造工藝與夾具設計[M].北京:華中科技大學出版社,2017.
[6]李存霞,姬瑞海.機床夾具設計與應用[M].北京:清華大學出版社,2012.
[7]歐艷華.零件加工工藝與夾具設計[M].北京:機械工業出版社,2014.