真空成型工藝花紋損失改善研究
2018-06-15 06:10:30李秀峻
上海質量 2018年5期
◆李秀峻/ 文
0 引言
乘用車內飾上裝零件部分用到PVC陽模真空成型工藝,由于成型原理限制,會造成花紋損失,以致總成上裝PVC花紋同比對手件(競爭對手的產品)存在視覺差異。而隨著市場端質量感知能力和要求的不斷提高,此問題越發引起業內的高度重視。
本文從陽模成型和陰模成型兩種工藝的分析對比入手,研究了通過預縮原皮花紋改善真空成型后花紋損失的解決方法。
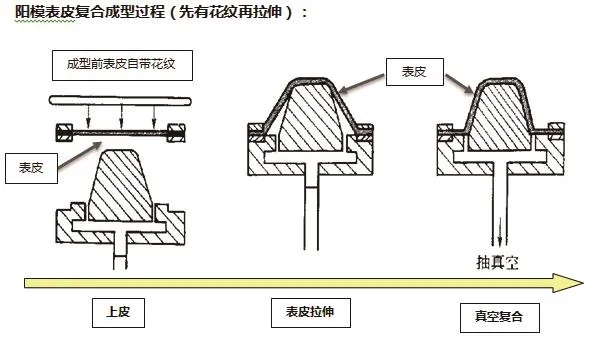
圖1 陽模表皮復合成型過程圖
1.陽模/陰模真空成型工藝工藝分析
1.1 陽模真空成型工藝
陽模成型過程是在已印有花紋的表皮上,通過加熱拉伸并抽真空將表皮復合到產品骨架上成型的過程。具體可見圖1。
1.2 陰模真空成型工藝
陰模成型過程是表皮(無花紋)先加熱拉伸,再連同帶花紋的模腔一同跟骨架成型復合的過程。具體可見圖2。
1.3 陽模/陰模真空成型工藝優缺點對比
為較全面地體現兩種工藝差異,分別從花紋成型過程、設備投資、模具投資、表皮成本及設備開發周期等方面進行對比,匯總成表1。
從表1可看出,陽模真空成型從投資、產品成本及開發進度上都優于陰模真空成型,不過,還存在個別問題,即成型后表皮花紋由于加熱拉伸會變形和變淺,與對手件對比出現差異!
為解決此問題, 以下以一款車型為代表,對PVC花紋的預收縮開展了系統的研究。

圖2 陰模表皮成型復合過程圖

表1 陰模真空成型和陽模真空成型主要差異對比
2.花紋預收縮優化研究
2.1上裝真空成型軟模開發及帶百格PVC表皮準備
真空成型軟模設計過程中,首先根據產品結構分析,對左/右兩個型腔分別按擺放角度為45°和30°進行設計和制造。通過驗證,擺放角度為45°的效果更好(見圖3),保證了產品兩個主外觀面拉伸率盡可能的接近。
同時,從降低誤差的角度出發,將原皮以印刷代替傳統手繪的方式完成帶百格 (10mm×10mm方格) PVC表皮材料的準備工作(見圖4),為軟模真空后花紋拉伸比率計算打好基礎。

圖3 產品在真空模中擺放角度

圖4 原皮百格材料
2.2 真空軟模試制及百格產品準備
分別對兩款車型的上裝準備了帶百格的真空成型零件(見圖5),并手工進行了初步測量。隨后,通過掃描測量和計算得到最終的預收縮比率,以此作為驗證花輥的開發制造依據。
2.3 計算拉伸比率及驗證花輥加工制造
通過對兩款百格產品進行測量計算,兩個產品拉伸率分別為110%~130%和110%~155%。從數據上看,兩款產品的拉伸率差異較大。那么,驗證花輥按照哪種預收縮比率來開,同時保證驗證的效率,就成為了關鍵點。
經頭腦風暴,考慮到表皮的花輥門幅約1800mm,而產品在實際真空生產的門幅一般都不超過900mm,可以將1800mm驗證花輥一劃為二,分別以其中單個產品預收縮率(125%)和兩個產品綜合預收縮率(140%)來開驗證花輥,即一根花輥對半雕刻兩種預收縮花紋。

圖5 真空后百格零件
2.4 驗證用花輥試制
在兩個項目上進行了新花輥的首次驗證試制,花紋預收縮效果較為顯著(見圖6、圖7,項目B圖略)。
2.5花紋優化方案確定
團隊對預收縮前/后的上裝零件及對手件儀表板搪塑表皮,進行了對比,經過預收縮處理后的零件花紋保持效果明顯,和搪塑表皮間的花紋大小及深度較接近。最終,決定以單個產品預收縮比率(125%)來開正式花輥,正式花輥完成軸套準備和壓花等后處理,再進行正式花輥PVC表皮試制驗證,優化后的產品能夠滿足客戶需求。
圖6 項目A比率預收縮前/后原皮對比

圖7 項目A 比率預收縮前/后產品對比
3.成果收益預估
本次PVC花紋縮放研究工作,從軟模花輥驗證的效果看,基本可解決門板上裝真空成型工藝花紋損失的問題。如背景簡介中所描述的,同比陰模成型工藝,當前所采取的措施,能較大幅度地節約開發成本和縮短開發周期。
3.1 成本方面
生產成本主要涉及設備投資、模具投資和表皮單價成本三方面。
設備投資
陰模成型設備同比陽模成型設備更復雜,需投資滾膠機等設備。陽模設備(1套)同比陰模設備(1套)預計成本可節約50%左右。
模具投資
陰模模具主要依賴進口,而對于陽模模具而言,國內部分真空成型設備廠家都有能力設計和制造,以陽模為例,同比陰模進口(假設進口日本模具),可節約模具投資30%~50%。
表皮單價
陰模成型主要使用TPO表皮,陽模成型主要為PVC表皮,按預計的車型生命周期量綱96萬輛、50萬輛和75萬輛計,預計共可節約成本上千萬。
3.2 開發周期方面
進度方面差異主要體現在設備開發周期方面,陰模成型設備由于復雜性更高,開發周期同比陽模設備要長2個月左右。
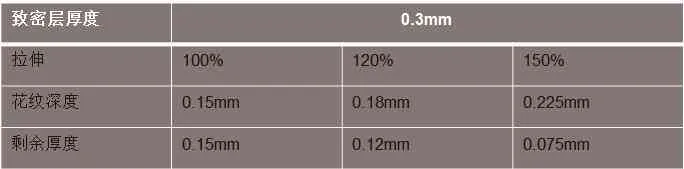
表2 預縮放比率同花紋深度及PVC致密層剩余厚度的關系

4.總結
研究過程中,對以下幾項技術進行了深入探究。
4.1 花紋預收縮比率極限值的計算
在預收縮過程中,花紋深度也會進行相應加深以保證拉伸后的紋理顆粒。不過,由于過深的壓花對材料本身也有一定的損壞作用,即過大比率的預收縮會造成后續生產/試驗中表皮拉破的風險。其實,花紋預收縮比率極限是一個變量,其會根據PVC表皮致密層厚度(PVC致密層=花紋深度+剩余厚度)的不同而變化。PVC致密層厚度普遍在0.3mm左右。以此為依據,協同表皮供應商進行了計算,表2為PVC原皮拉伸比率同花紋深度及致密層剩余厚度的關系。
4.2 軟件計算的拉伸率適用性
在花紋預收縮過程中,確定重開花輥的預收縮比率無疑是關鍵中的關鍵。確定預收縮比率的方式主要有兩種:一種是前面已提及的將帶有百格的表皮,通過真空前后對比測算而得出;另一種是在模具供應商端建模,以軟件模擬計算得出拉伸比率。
通過軟件模擬測算軟模/正式模的拉伸比率,主要的兩大面拉伸率在117%到133%的范圍內。
兩種對比方式研究發現:
(1)軟件測算只要有模具3D數模就可進行,在進度上優于模具加工完成后的百格法。
(2)兩種測算方式在主要大面的拉伸率數值上較接近。同時,軟件測算方式也可用來比對軟模和正式模不同位置的拉伸差異(僅考慮趨勢),作為正式模設計的評估依據。不過,通過預收縮后的實物復測,百格法更準確些,即最終開花輥的預收縮率建議以百格測算值為準。
(3)軟件測算由于須以完成真空模具結構設計為前提,和百格測算方式一樣都會消耗較多的費用和時間,因此在沒有模具固定投資(軟模或正式模)的情況下,推進也會非常困難。
5.結語
本文基于對預縮原皮花紋的過程研究,找到系統改善真空成型后花紋損失的方法,并得到了以下結論:
(1)花紋預收縮比率極限是一個變量,其會根據PVC表皮致密層厚度(PVC致密層=花紋深度+剩余厚度)的不同而變化的, 如果PVC致密層厚度小于0.1mm,在隨后真空成型或試驗過程中PVC層被拉破風險較大。
(2)確定花輥的預收縮比率是關鍵。預收縮比率可以通過真空前后對比測算而得出,另一種方法是通過軟件模擬計算得出。
參考文獻(略)