基于FDM的自適應(yīng)分層算法的研究
2018-06-14 06:12:30王占禮任元陳延偉周天詣高山山
機械工程師 2018年6期
王占禮, 任元, 陳延偉, 周天詣, 高山山
(長春工業(yè)大學(xué)機械工程學(xué)院,長春130012)
0 引言
快速成型技術(shù)利用計算機技術(shù),逐層堆疊打印出立體模型的方法,具有不需要模具即可生產(chǎn)出各種產(chǎn)品模型的特點,它用于生產(chǎn)少量、單件的產(chǎn)品,并且可以降低成本、節(jié)省時間。在制造業(yè)得到了廣泛的應(yīng)用,具有廣闊的應(yīng)用前景[1-3]。
熔融沉積成型工藝的分層方法有2種[4-6],其一為等厚度分層,等厚度分層由于其本身的過程簡單,所以在LM系統(tǒng)中得到了廣泛的應(yīng)用。但是,等厚度分層有一個弊端,即會產(chǎn)生較大的臺階效應(yīng)[7-8],臺階效應(yīng)會降低成型件的成型質(zhì)量。針對于這一弊端,近幾年來,國內(nèi)外學(xué)者提出了第二種分層方法——自適應(yīng)分層方法[9-10],這種方法可以自動識別制件的邊界曲率,從而調(diào)節(jié)成型件每層的打印厚度,優(yōu)點是可以提高制件的成型質(zhì)量,并且節(jié)省打印時間。因此,自適應(yīng)分層方法是未來分層方法中的重要發(fā)展方向[11]。
1 等厚度分層分析與計算
圖1為階梯誤差的數(shù)學(xué)模型。
由圖1可得出以下公式:
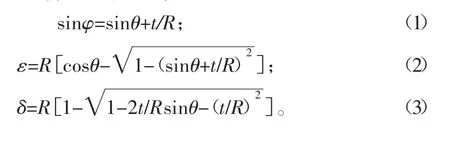
式中:ε為實際模型邊界與理論模型邊界在堆積平面方向上的最大距離;δ為與模型邊界相切的直線和經(jīng)過層邊底端與該直線平行的直線的距離;R為當(dāng)前層邊與理論邊界相交處的曲率半徑;θ為層片底端與堆積平面間的夾角;φ為層片頂端與堆積平面間的夾角;t為分層厚度。
當(dāng)θ=0°時,式(2)、式(3)可寫成
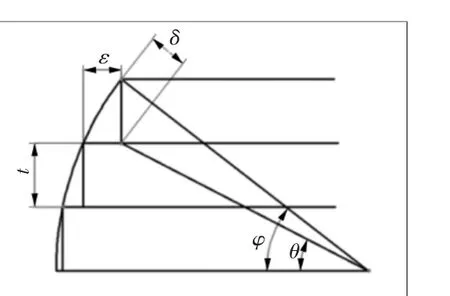
圖1 階梯誤差的數(shù)學(xué)模型

當(dāng)φ=90°時,由式(1)、式(2)得

由式(1)、式(3)得

即此時CAD模型表面與分層制造實體邊界沿實體表面法向方向的最大距離就是分層厚度[12]。
當(dāng)θ=0°和θ=90°時,階梯面積趨于無限大,這種情況不可能存在,所以角度選取時要去除此兩點。
成型件在成型時會由于材料自身的特性會產(chǎn)生收縮變形,通常階梯不是完全垂直的,而是實際輪廓線和成型方向存在一個偏置夾角,己有研究表明[13-14],偏置夾角的取值范圍為5°~15°。但是即使引入偏置夾角,粗糙度與成型角度的關(guān)系仍不受影響,所以在此不考慮角度偏置夾角。
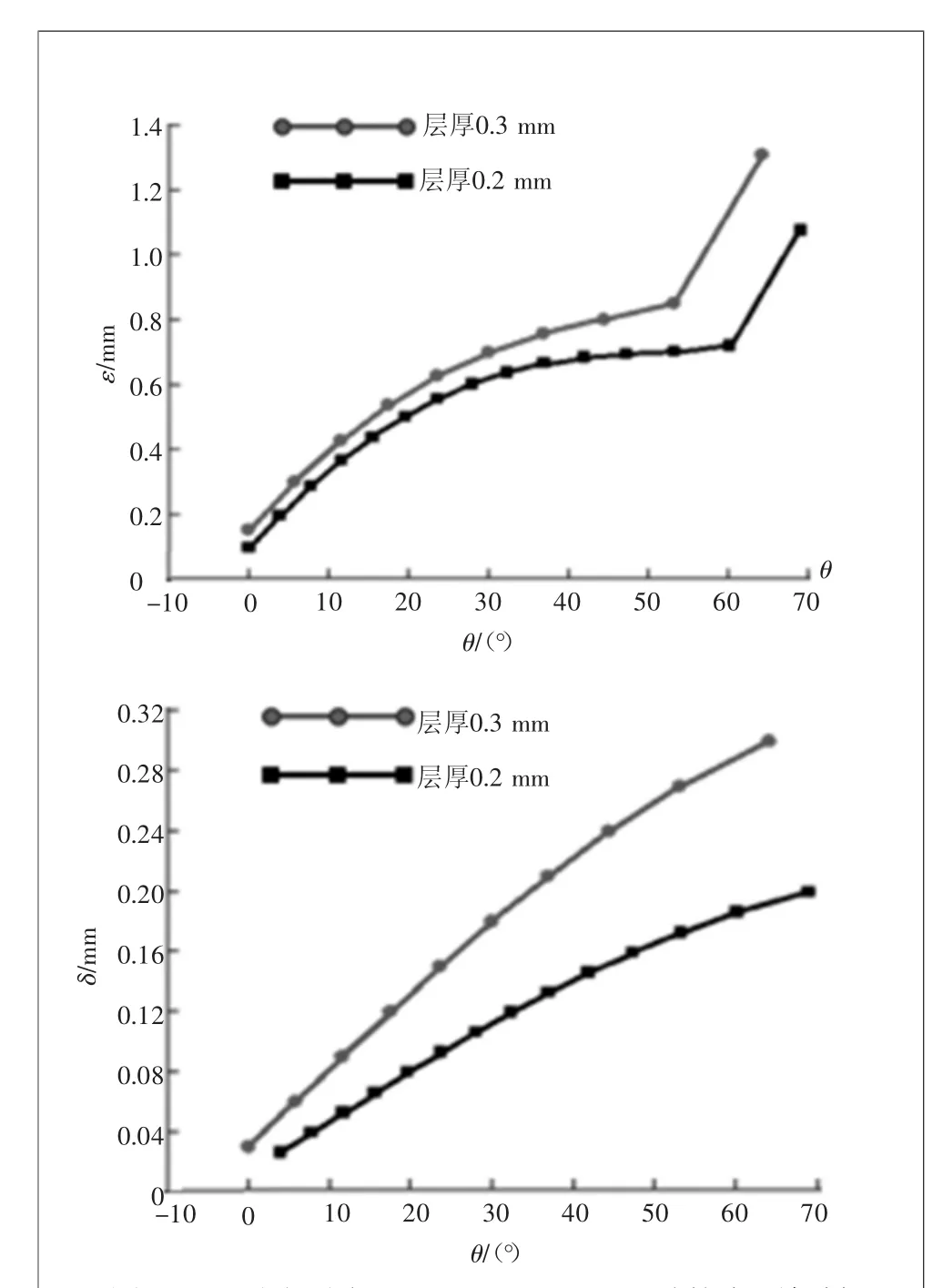
圖2 層厚分別為0.2 mm和0.3 mm時的表面粗糙度和體積誤差
圖2為層厚分別為0.2 mm和0.3 mm時的表面粗糙度和體積誤差的示意圖。由圖2得出以下結(jié)論:1)隨著θ角的增大,ε逐步增大,即在制作快速成型制件時,制件邊與豎直方向夾角愈大,體積損失愈大。并且隨著θ的增大,δ逐漸增大,即在制作快速成型制件時,制件邊與豎直方向夾角愈大,制件表面越粗糙。2)分層厚度越大,相同成型角度的ε值越大,即制件體積損失越大,并且隨著成型角度的增加,其ε值相差越大;并且隨著成型角度的增加,其δ值相差越大。
2 自適應(yīng)分層厚度計算
2.1 對圖形表面進(jìn)行參數(shù)化分析
對于曲線C,沿著曲線的切線逐漸變化的方向為曲率向量,曲線向量在曲線上的分量為曲率。曲率的半徑為曲率絕對值的倒數(shù),即在這一點形成與曲線C相切的圓的半徑。曲率可以延伸到整個表面,如圖3所示,與表面上某一點相切的部分為一個平面。沿切平面的每個方向,切線矢量的變化率都是相對的。因此在這一點上,曲面的曲率并沒有唯一的定義。
圖3 表面的法向曲率示意圖
對圖形進(jìn)行參數(shù)化分析可以得到

曲率的定義為:

將表達(dá)式的分子和分母同時除以du2,可得到曲率的另外一種表達(dá)式:

2.2 垂直方向法向曲率的計算
我們可以在切線平面上找到一個垂直于水平的方向。考慮任何表面S上有都有2條曲線C和C′,做出這2條曲線的切線α和α′,那么可得出如下方程:
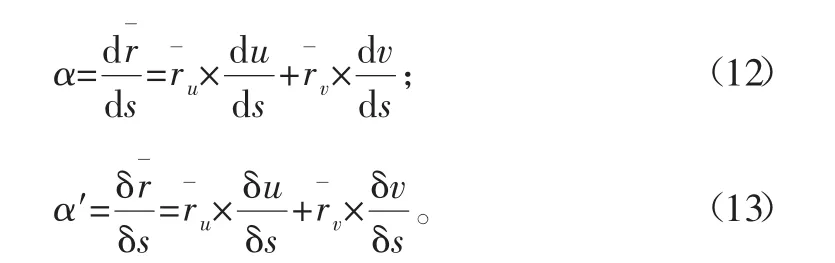
讓θ角在P點所在曲線的切線角之間,α和α′的數(shù)量積為θ的余弦。將表達(dá)式進(jìn)行簡化,可以得到以下方程:

根據(jù)這個方程,如果已知方向v′,就可以得出與v′垂直的方向:

用vortho取代v,可得出與表面的曲率法向方向垂直的方向。
一旦這個曲率被確定,就可以通過曲率絕對值的倒數(shù)得出局部曲線的半徑。然而,一個重要的問題仍然沒有得到解決,如圖4所示,點P和Q兩者具有相同的曲率半徑,但是,在P點處的半徑方向向內(nèi),而Q點處的半徑方向向外。這種模糊性可以通過考慮與曲率相關(guān)的符號來解決。
平面曲線的曲率可以是正的或負(fù)的,得出平面曲線的曲率向量

式中:t和n分別是切線和曲線的法線;k是曲率向量;k是曲率。可以很容易地發(fā)現(xiàn),如果方向的dt/ds的方向與n的方向相反,那么曲率為負(fù)值,否則為正。對于具有轉(zhuǎn)折點的平面曲線(帶連續(xù)導(dǎo)數(shù)),向量在拐點兩側(cè)有不同的曲率,可以很容易的通過符號k的不同來區(qū)分曲線的凸和凹,這樣就可以得到2種情況下的曲率。
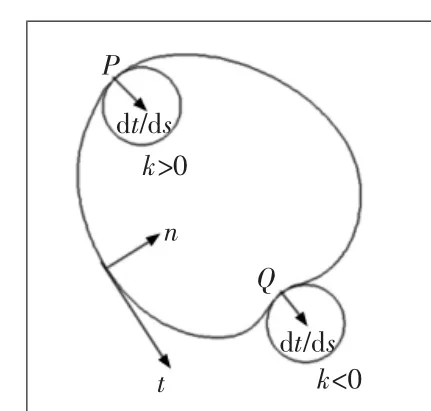
圖4 曲率的含義
如前文所述,對象應(yīng)該是建立在負(fù)公差或正公差基礎(chǔ)上的。設(shè)P為表面上的一點,將P點所在表面的部分近似為一個圓。近似于圓的曲線可能存在正偏差或負(fù)偏差,曲率存在正值或負(fù)值,因此有4個可能的組合。為了清楚起見,將負(fù)偏差和正偏差分成2個不同的部分,分別如圖5、圖6所示,虛線區(qū)域表示所建物體的內(nèi)部。
由圖5(a)、圖5(b)可以得出負(fù)偏差時d的公式:
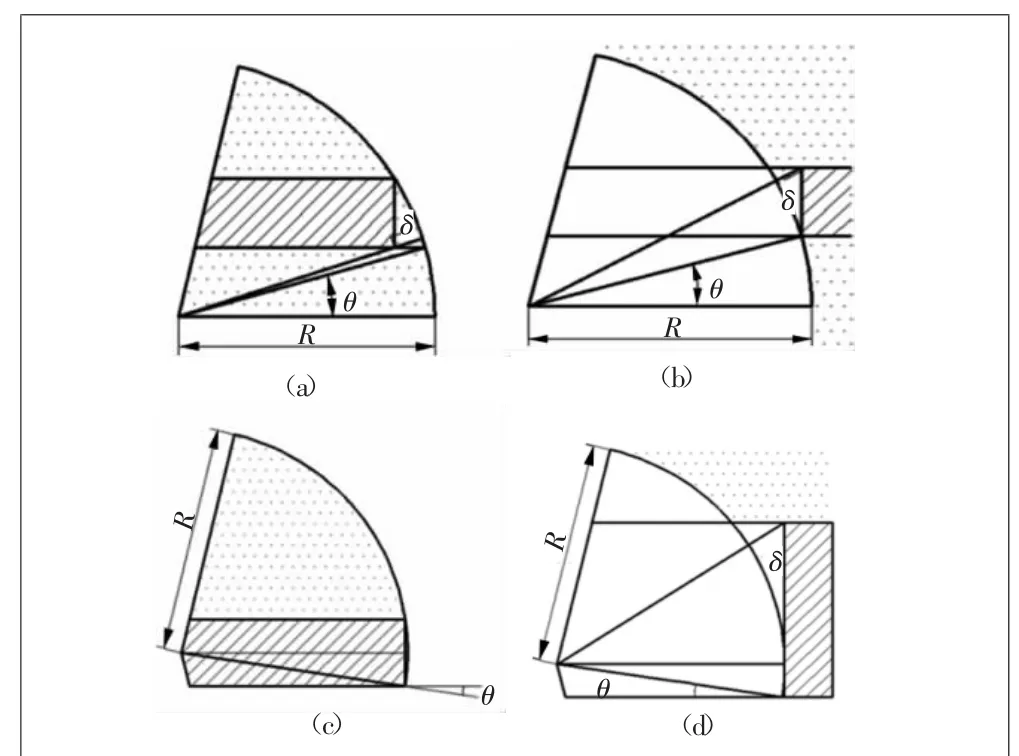
圖5 負(fù)偏差時的數(shù)學(xué)模型

圖5(c)、圖5(d)為負(fù)偏差時,θ趨近于0,即cosθ趨近于1。因為δ≤R,它意味著這個條件只發(fā)生在θ接近于零時,即點P非常接近赤道的圓。可將式(17)、式(18)簡化為如下方程:
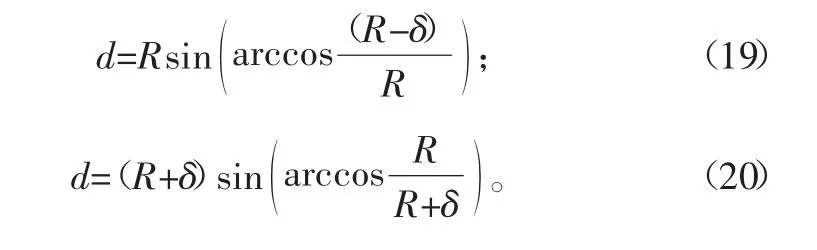
正偏差的數(shù)學(xué)模型如圖6所示。由圖6(a)、圖6(b)可得到關(guān)于d的方程:
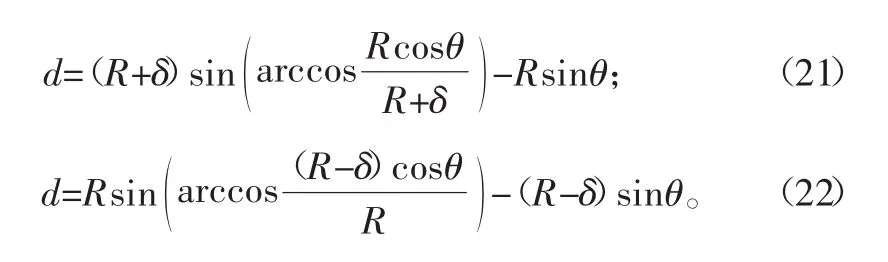
圖6(c)、圖6(d)為正偏差時,θ趨近于0,即cosθ趨近于1。可將式(21)、式(22)簡化得到如下方程:
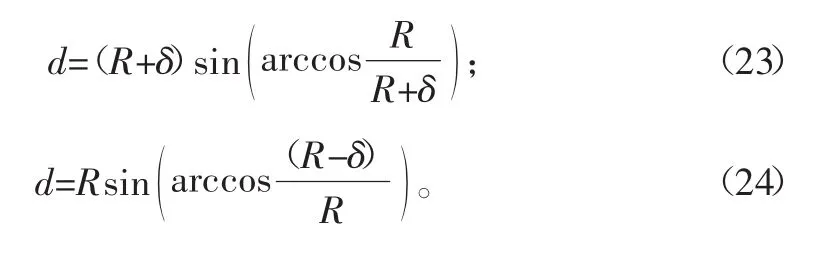
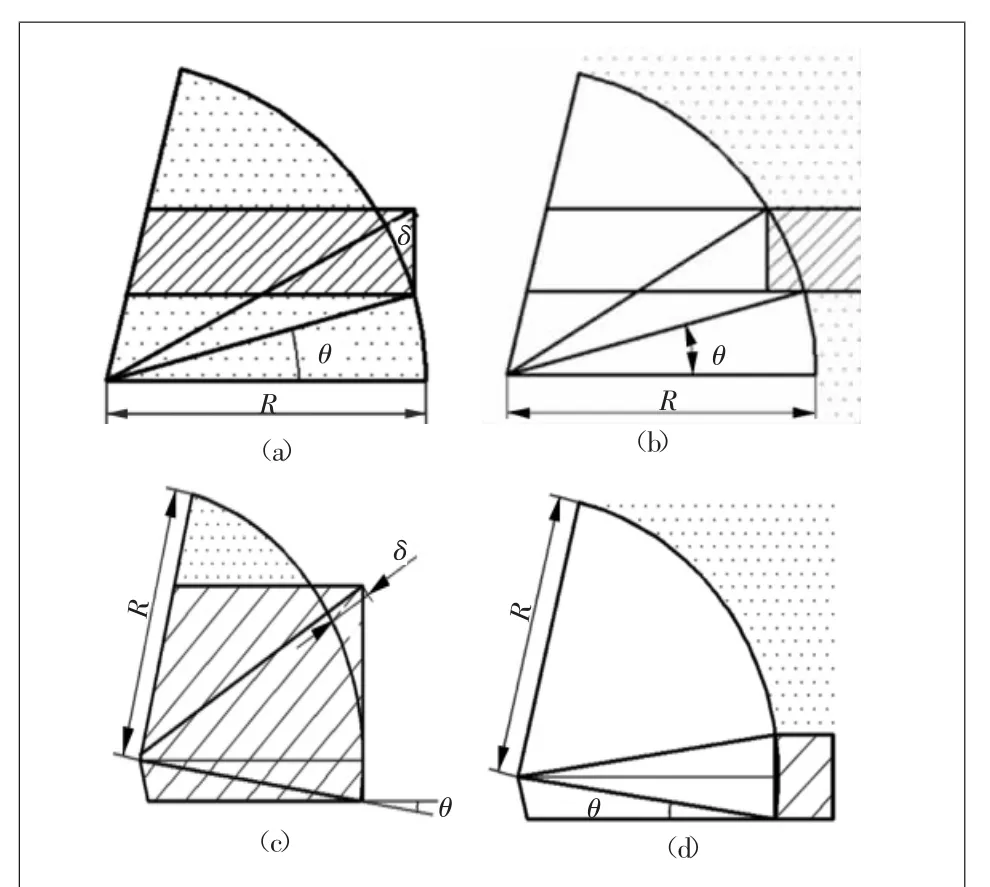
圖6 正偏差時的數(shù)學(xué)模型
3 分層實例與分析
圖7為零件的CAD模型,由1個圓柱、半個球組成。零件CAD模型是在AutoCAD中進(jìn)行制作的。圖7(a)為CAD模型的輪廓圖,圖7(b)為等層厚分層的效果圖,圖7(c)為自適應(yīng)分層的效果圖。

圖7 零件的CAD模型
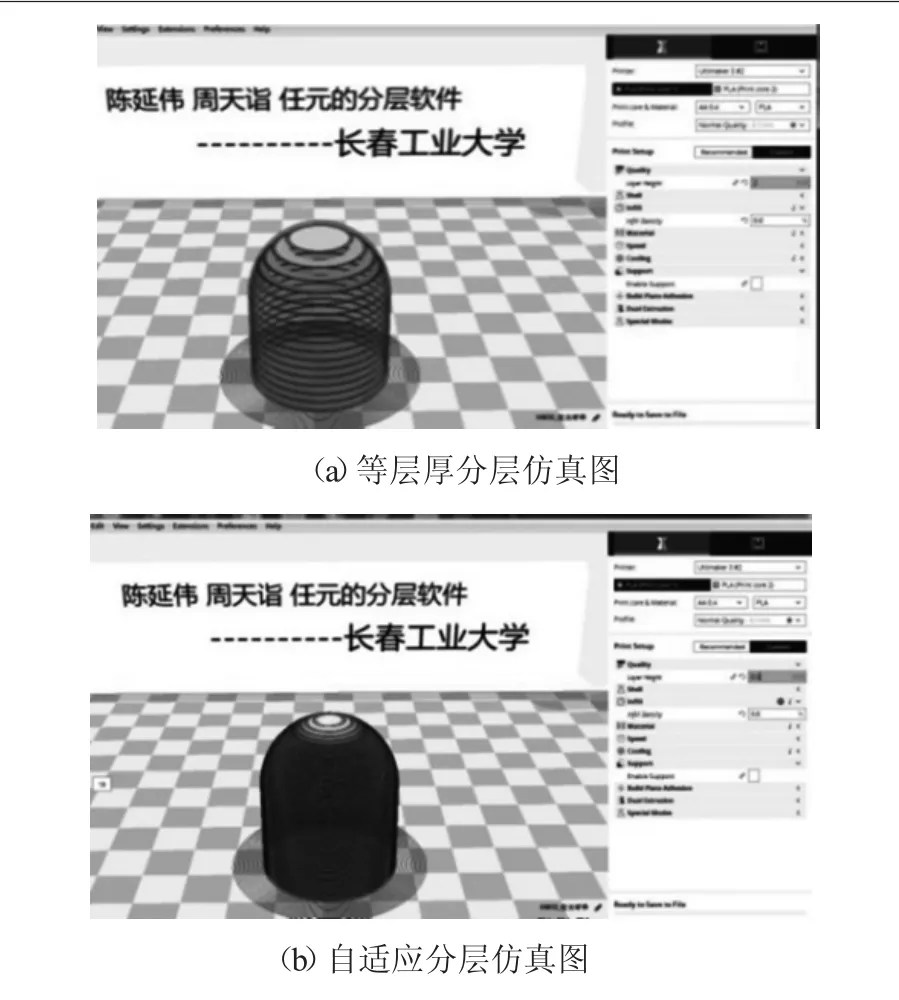
圖8 二次開發(fā)的CURE仿真分層
為了更好地比較等分層厚度和自適應(yīng)分層的分層效果,將等層厚分層的層厚設(shè)置為0.5 mm,將自適應(yīng)分層的最小層厚設(shè)置為0.2 mm,最大層厚設(shè)置為2 mm,用CURA軟件進(jìn)行仿真分析,從仿真效果圖可以清晰地看到,相對于等層厚分層,零件的成型質(zhì)量有了明顯的提高,詳細(xì)分析結(jié)果見表1。
從表1可以得出:在采用相同的幾何誤差要求條件下,等層厚分層的打印時間為325 min,自適應(yīng)分層打印時間為294 min,相對于等層厚分層,自適應(yīng)分層方法的打印時間減少了10.3%,分層表面質(zhì)量可以提高15%[15]。
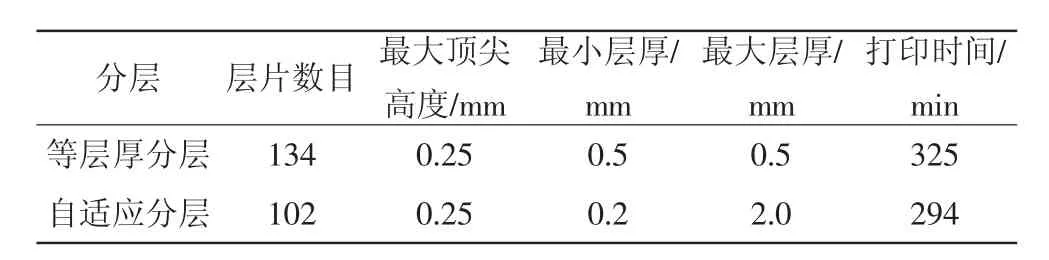
表1 等厚度分層與直接自適應(yīng)分層結(jié)果比較
4 結(jié)論
本文為了兼顧FDM快速成型工藝的精度和效率,對實體表面進(jìn)行了參數(shù)化分析,基于STL模型的負(fù)偏差、正偏差兩種情況下的自適應(yīng)分層方法進(jìn)行計算,依據(jù)三維CAD模型的邊界曲率的變化率,確定其分層的厚度。結(jié)果表明,RP工藝所產(chǎn)生的原理性誤差與實體表面的方向、曲率半徑以及分層厚度有關(guān),改進(jìn)的自適應(yīng)分層算法易于編程,提高了制件的成型質(zhì)量,且節(jié)省了打印時間。
[1]史玉升,張李超,白宇,等.3D打印技術(shù)的發(fā)展及其軟件實現(xiàn)[J].中國科學(xué):信息科學(xué),2015,45(2):197-203.
[2]董海濤.熔融沉積快速成型的工藝分析[J].制造技術(shù)與機床,2013(10):96-98.
[3]孫建平,曹志清,張愛軍,等.FDM自適應(yīng)分層層厚范圍研究[J].機械設(shè)計與制造,2006(12):29-30.
[4]陳鴻,程軍.激光快速成型系統(tǒng)中自適應(yīng)分層算法及實現(xiàn)[J].應(yīng)用基礎(chǔ)與工程科學(xué)學(xué)報,2003,11(3):329-334.
[5]趙吉賓,劉偉軍.快速成形技術(shù)中基于STL模型的分層算法研究[J].應(yīng)用基礎(chǔ)與工程科學(xué)學(xué)報,2008,16(2):224-233.
[6]張嘉易,劉偉軍,王天然.三維模型的適應(yīng)性切片方法研究[J].中國機械工程,2003,14(9):750-752.
[7]PAN X,CHEN K,CHEN D.Development of rapid prototyping slicing software based on STL model[C]//Proceedings of the 2014 IEEE 18th International Conference on Computer Supported Cooperative Work in Design.Piscataway:IEEE.2014:191-195.
[8]陸春進(jìn),侯麗雅,楊繼全.微小機械快速成型系統(tǒng)中的CAD技術(shù)[J].機械科學(xué)與技術(shù),1998(4):683-685.
[9]鐘山,楊永強.RE/RP集成系統(tǒng)中基于STL的精確分層方法[J].計算機集成制造系統(tǒng),2012,18(6):1145-1150.
[10]ZHANG Z,JOSHI S.An improved slicing algorithm with efficient contour construction using STL files[J].International Journal of Advanced Manufacturing Technology,2015,80(5-8):1347-1362.
[11]WANG S,WANG Y,CHEN C S,et al.An adaptive slicing algorithm and data format for functionally graded material objects[J].The International Journal of Advanced Manufacturing Technology,2013,65(1/2/3/4):251-258.
[12]劉利.光固化快速成型制件的精度研究[D].大連:大連理工大學(xué),2005.
[13]AHN D,KIM H,LEE S.Fabrication direction optimization to minimizepost-machininginlayeredmanufacturing[J].International Journal of Machine Tools&Manufacture,2007,47(3-4):593-606.
[14]江開勇,肖棋.熔融擠壓堆積成形的原型精度分析[J].中國機械工程,2000,11(6):665-667.
[15]馬靜靜,胥光申.基于AutoCAD的CAD模型直接切層方法研究[J].計算機光盤軟件與應(yīng)用,2012(13):128.(責(zé)任編輯 馬忠臣)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
計算機應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機應(yīng)用(2022年1期)2022-02-26 06:57:42
計算機應(yīng)用(2021年4期)2021-04-20 14:06:36
計算機應(yīng)用(2021年3期)2021-03-18 13:44:48
計算機應(yīng)用(2021年1期)2021-01-21 03:22:38
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(2020年2期)2020-06-02 11:29:24
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
