堆取料機回轉支撐裝置優化設計與改造
2018-06-14 09:22:48趙利軍蔣巍
中國設備工程 2018年11期
關鍵詞:焊縫
趙利軍,蔣巍
(神華黃驊港務公司,河北 滄州 061000)
1 前言
神華黃驊港一期工程斗輪堆取料機于2001年投入使用,其取料堆料能力為6000/4400噸每小時,總體結構圖如圖1所示。
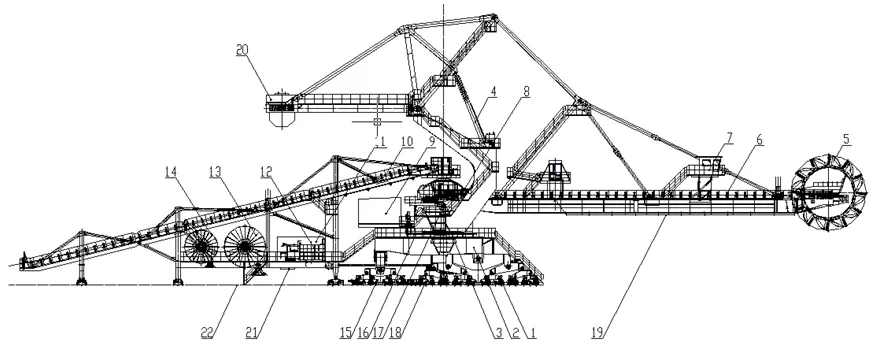
圖1 DQL6000/6400.50型斗輪堆取料機總圖
此堆取料機的回轉機構為回轉臺車和回轉軌道形式,共四組臺車和8個回轉輪。回轉支撐裝置是堆取料機中核心支撐部件,負責完成堆取料機回轉以上部分的在水平面內的回轉動作。承受整機重量和各種組合載荷,其結構形式影響整個堆取料機能否安全可靠的運行。回轉支撐裝置結構包括回轉驅動裝置、回轉小齒輪、回轉大齒圈、回轉臺車、回轉軌道、水平輪和軌道等。
自投產以來,回轉軌道頻繁損壞,且于2010年對其軌道重新升級更換,由原國產QU120更換為進口A150軌。但使用3年時間后又陸續出現回轉軌道頻繁損壞、回轉臺車開裂嚴重、回轉輪變形等問題,此隱患已影響到設備的安全及穩定運行。為保證設備的安全穩定運行,我們對該機的回轉機構進行了優化設計和技術改造。
2 回轉臺車損壞的原因分析
回轉臺車總支撐載荷計算。
2.1 死載荷 G1
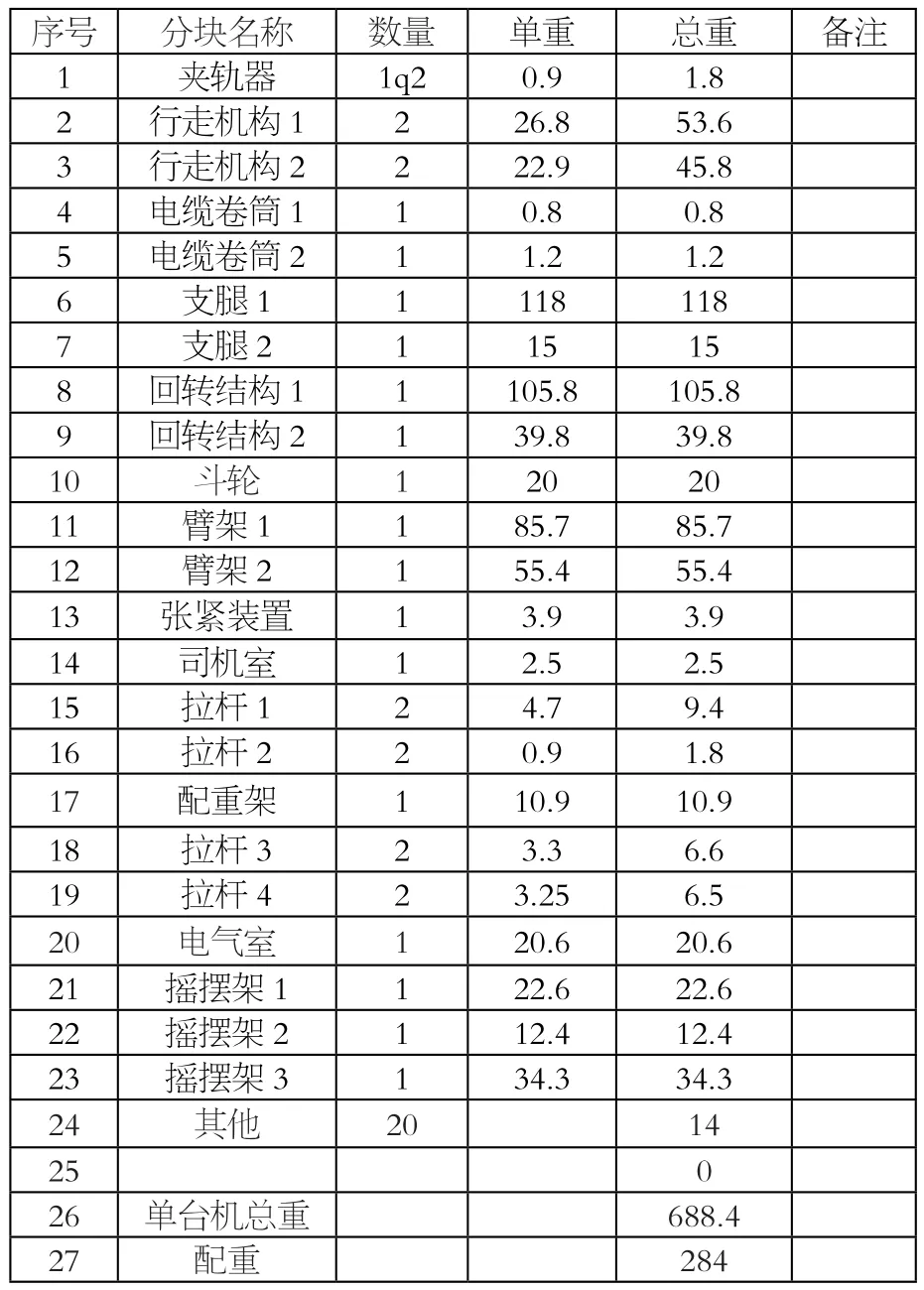
表1 取料機各部分重量
取料機各部分重量見表1。
通過上表可以得出:
取料機鋼結構總重量為688.4噸,配重重量為284噸,回轉下部鋼結構重量為236噸則回轉上部總重量,死載 G1=688.4+284-236=736.4 噸(7216.72kN)。
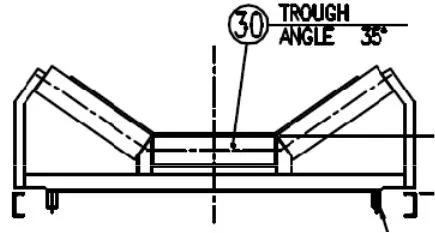
圖2 皮帶機橫截面結構圖
2.2 活載荷 G2
2.2.1 皮帶機上煤重量計算
懸臂皮帶機寬度=2m,速度=4.6m/s, 托 輥 槽角=35°(如圖3),煤在皮帶上的堆積角為30°。皮帶長度L=52m,皮帶機能力Q=6000T/H。
煤在皮帶上的物理截面積S,參照DTII標準中的皮帶機帶寬與物料橫截面積對應表,其數值為0.554m2,則皮帶上的煤最大重量為G皮=L×S×ρ=52×0.554×0.8=23 噸 (225kN)。
2.2.2 斗輪處的最大負載F
斗輪減速機輸出扭矩為330KNm, 斗輪直徑9.6m,則最大取料力F=330×9.6/2=68KN,則總的活載為G2=G皮+F=225+68=293kN。
2.2.3 最大計算工作輪壓
最大工作輪壓按照當懸臂取料位置與支撐輪重合時(即取料機臂架水平取料狀態)計算, 則最大的單個輪壓值是:P=(G1+G2)/8=938kN。
2.3 原因分析
綜上理論計算可以得出,神華黃驊港一期6000噸堆取料機回轉支撐為4組臺車,每組臺車有2個支撐輪,總支撐輪數量為8組,上部鋼結構總載荷為736.4噸,平均每個支撐輪載荷為約92.05噸。考慮到載荷分布的不均性、物料重量等動載、其他附加載荷的影響,特別當懸臂取料位置與支撐輪重合時(即取料機臂架水平取料狀態),單個輪壓最大約為938kN。最大輪壓已超出GB3811-1983《起重機械設計規范要求的》A150型軌道的許可使用抗拉強度極限890MPa,從而逐漸導致軌道踏面壓潰并斷裂,進而導致回轉臺車歪曲、變形。
另外,不正確的軌道焊接工藝也是軌道頻繁損壞的直接原因。傳統的現場軌道焊接方法極易造成局部加熱溫度過高而產生軌道接頭內部過燒缺陷,軌道外部由于局部區域加熱升溫,導致軌道表面電極灼傷,增加接頭脆性;現場焊接也容易產生軌道預熱溫度不夠造成軌道接頭未焊透缺陷;現場焊接極易受外界環境影響造成不連續焊接軌道接頭形成疏松缺陷,降低軌道的機械性能;由于焊前對軌操作不規范,執行操作工藝部嚴格,容易造成軌道接頭錯位;由于軌道焊接材料選型不當,造成接頭強度低于鋼軌母材強度,形成低踏現象損壞鋼軌。
3 回轉臺車改造的優化設計
3.1 改造方案
此問題的關鍵點在于輪壓過高,因此提出以下優化方案:在保證堆取料機高度不發生變化的前提下,將現有的每組臺車由2個輪改為4個輪,即總輪數量由8輪改為16輪,采用平衡梁式的結構形式,使得每一組臺車的單輪輪壓均相等。則單個車輪輪壓為原先結構的二分之一,從而從根本上解決輪壓過大導致軌道壓潰的情況。改造后回轉臺車的接口尺寸與現設備一致。
黃驊港一二期取料機的回轉軌道都是采用國產QU120軌道或日本標準CR100軌道,事實證明如取料機因設計輪壓過大,國標軌道和日本標準軌道不能滿足需要,通過仔細查閱歐洲起重機軌道標準,發現A150(DIN536)軌道無論截面尺寸還是強度方面都要大于上述兩種軌道,因此考慮采用A150 軌道代替QU120和 CR100軌道。
3.2 許用輪壓計算校核
3.2.1 回轉支撐裝置車輪輪壓應滿足下面公式(1)

式中:Pc為計算輪壓;K1為與車輪材質相關的許用比壓(N/mm2);K為車輪或滾輪的許用比壓,單位為N/mm2,鋼質車輪或滾輪按表3選取。
對于具有突起承壓面的軌道或車輪,許用比壓K可增加10%,因為這樣能改善輪軌的接觸。
車輪與滾輪的許用比壓K見表2。

表2 車輪與滾輪的許用比壓K
D 為車輪直徑;L為車輪與軌頭的接觸長度,mm;C為計算系數(進行車輪踏面疲勞校核時,C=C1C2;進行車輪強度校核時,C=CMax);C1為轉動系數,按照表47或48表選取(《GB/T3811起重機設計手冊》);C2為工作級別系數,按照表49選取。
選取值如下:Pc為最大輪壓為938kN;K1為車輪材料為42CrMo(抗拉強度為1080MPa),軌道為DIN536 A150進口軌(抗拉強度為890MPa),則K1取近似值為 8.5×1.1=9.35;D 為車輪直徑為 710mm;L為車輪寬度為200mm,A150軌道寬度150mm,r角為8mm,則有效接觸寬度為134mm;C為計算系數,取最大 1.9。
對于公式(1),則:Pc(=938,000Nmm)≤K1DLC(=9.35×710×134×1.9=1,690162Nmm)
上述不等式成立,則輪壓滿足要求;冗余系數為1.8。
3.2.2 鉸點軸載荷計算
現臺車一級鉸點軸直徑D1=250=mm,按照等強度設計原則,二級鉸點軸D2>=176.7766953mm,軸選180mm,滿足要求;三級鉸點軸D3>=125mm,軸選145mm,滿足要求。
3.3 優化方案
為了提高回轉輪和回轉臺車強度和使用壽命,要求回轉輪材質選用42CrMo,鍛造處理,鍛件符合JB/T5000.8-1998 IV級要求,整體調質處理,調質后抗拉強度達到900~1100MPa。軸承選用進口SKF產品,軸承座的密封效果良好。輪踏面進行工頻淬火處理,硬度HB320-350,淬透層不低于15mm。新設計的回轉臺車金屬結構做有限元法的分析,充分考慮應力集中區對結構的影響,結構的疲勞壽命到達300萬次,并有相應的結構處理措施以消除或分散應力。為保證A150與原QU120軌底寬度一致,A150軌底需在機床上加工;軌道原材料采用國外進口優質材料,材料等級采用90Va,軌道采用整體調質處理,最小硬度HB321,軌道彎曲成型需在工廠內完成,彎曲成型過程不許退火處理,由連續冷彎滾壓成型,成型后的軌道保持機械性能不變,曲率半徑平滑一致,無螺旋彎曲變形,無直線硬彎;成型后應采取有效措施去除軌道殘余應力;軌道曲率半徑及安裝形式與原設備保持一致,成型后的軌道在半徑方向上的偏差不超過10mm,側向偏差不超過5mm;軌道分為3段,軌道接口采用45°斜面對接,不采用焊接形式,相連接的兩段軌道端面加工成45°垂直斜面,組裝后兩段貼合緊密,接縫最大間隙不超過0.5mm,兩軌道中心錯位和軌頂高度差不超過0.5mm。
3.4 改造范圍(表3)
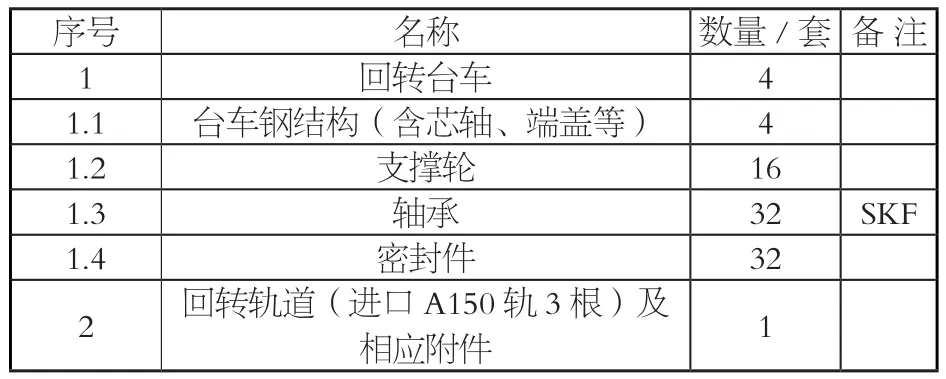
表3 回轉臺車改造范圍
4 回轉臺車改造安裝工藝
4.1 施工機械準備
施工機械準備,如表4所示。
4.2 拆除和安裝
將堆取料機SR錨定于一固定位置。
放下夾軌器,打好鐵鞋。
拆除回轉軌道的保護罩及支架等。
用2個500噸千斤頂和3個300噸千斤頂將堆取料機上部頂起大概20mm。

表4 施工機械準備
拆除鞍形支座與上部鋼結構的連接螺栓等。
將1#舊回轉臺車總成拆除。
安裝1#回轉臺車總成,鞍形支座與上部鋼結構用螺栓連接。
拆除對應1#處軌道及軌道壓板(底板不拆除)。
去除軌道裝置的焊接墊板,并將軌道支撐面打磨平整,并用水平尺找平。
將軌道焊接墊板就位,同時用水平尺找平,將新軌道安裝至原位,軌道壓板螺栓先就位但是不扭緊。
同樣方法進行2#、3#、4#回轉臺車以及另2段軌道的拆除和安裝工作。
3段軌道對好位,扭緊軌道壓板螺栓,準備焊接軌道,焊接軌道要嚴格按照軌道焊接工藝進行。
軌道焊接保溫后,將焊接接口軌頂處打磨平整。
調整好4組回轉臺車總成位置。
逐個將液壓千斤頂撤出。
恢復夾軌器、保護罩等裝置。
空載試車。
重載試車。
清理現場。
4.3 液壓千斤頂頂升位置
2個500噸液壓千斤頂,3個300噸液壓千斤頂,備用2~3個液壓千斤頂,小型液壓站保持良好運行狀態。
4.4 軌道焊接工藝
A150進口鋼軌采用三段軌道對接,其對接焊縫工藝如下。
4.4.1 軌道焊接接口處理
對于新的軌道在車間用鋸床切出規則的斷面接口;現場軌道用火焰切割出所需斷面。
4.4.2 制作坡口
軌道焊接坡口采用氧乙炔切割,切割前需進行預熱,切割后清理氧化鐵并用砂輪打磨平整,檢查合格方可使用。
4.4.3 焊接前的定位和約束
(1)將對接的兩段軌道按照坡口要求定位。
約束固定:按圖3所示對軌道進行約束,避免接口錯邊。
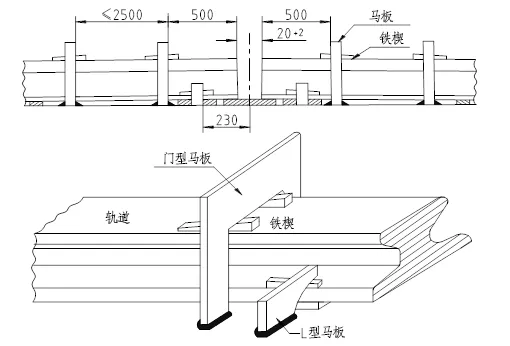
圖3 軌道約束方式
所有的固定工裝必須在焊接完成沖鋒冷卻后方可拆除。
4.4.4 焊前準備工作
焊接開始前將接口兩側150mm范圍內清除雜質,軌道內部焊條選用E6015,焊縫表面最后一層使用JH-40B(φ4mm)工焊電焊條,保證軌道踏面的硬度。焊條焊前恒溫烘焙處理,使用時放在恒溫桶內,隨用隨取。雨雪、大風天氣不得露天焊接,每條軌道焊縫必須一次焊接成型。
4.4.5 焊接溫度控制
軌道焊接開始前,先用氧乙炔中性焰均勻加熱軌道接頭兩端各200mm范圍,加熱溫度在250~300℃之間,保持15分鐘。焊接過程中層間溫度與加熱溫度相同。預熱處理溫度和層間溫度根據可根據當時的環境溫度上下浮動。
4.4.6 焊接注意事項
正式焊接前確認各項條件滿足焊接工藝要求。
打底焊縫焊接順序為先兩側角焊縫,后焊中間部分。
軌道中間部位焊接:將焊渣清理干凈后,安裝銅襯墊,間隙在6~8mm之間,連續施焊,焊接過程中注意排出電焊藥粉,直至本層焊接完成。
軌道頂部焊接:頂部焊接方法與腹部基本相同。此外要特別注意電弧不要與銅襯墊碰,防止銅金屬滲入焊縫中出現裂紋。軌道焊縫踏面層用JH-40B或HF-350焊條焊接,注意每層堆焊厚度不宜超過3mm,否則容易產生裂紋。
焊接完成后檢查焊縫外觀質量,如有缺陷必須對缺陷部位進行打磨或用碳弧氣刨進行處理,然后再按焊接工藝要求進行補焊,直到缺陷消除。
4.4.7 焊后熱處理
軌道施焊完畢后應立即對軌道接縫兩側側各200mm范圍內進行加熱至350℃,并持續30分鐘,然后用生石灰將焊縫兩側加熱區域埋起來進行保溫緩冷,去除焊接內應力和熱影響區的硬脆現象。
4.4.8 焊后焊縫表面處理
焊縫保溫處理后,用磨軌機磨平軌面,24h后MT檢查。
4.5 安全措施
施工現場須嚴格遵守《進入作業現場安全通則》《維修作業一般安全守則》,嚴格遵守各項安全操作規程;
現場施工人員熟悉并了解施工方案,特種作業必須持證上崗,有專門的現場安全管理員。
交叉作業要有專人負責、指揮,嚴格執行作業票制度,杜絕違章指揮、違章操作和違反操作規程。
施工前對工屬具認真檢查,確保工屬具完好有效。
使用撬杠時,禁止將手、腳伸入重物底面,撬起重物后塞入硬物墊實,嚴禁騎在撬杠上。
氧乙炔氣瓶設置防傾倒措施,放置間距不小于5米,距動火點不少于10米。
手拉葫蘆使用前應實現檢查,轉動部分必須靈活,鏈條應完好無損,不得有卡阻現象,制動器必須有效,銷子要牢靠。
設備吊裝前認真檢查吊裝工具是否安全可靠;吊裝過程起升下降平穩,嚴禁人員隨同設備升降。在吊裝過程中應避免設備長時間停留在空中。
嚴格動火審批手續,每個動火點不少于兩個滅火器;并配備消防桶不少于4個。現場看火人員不少于2名。
施工進度計劃,具體見表5所示。
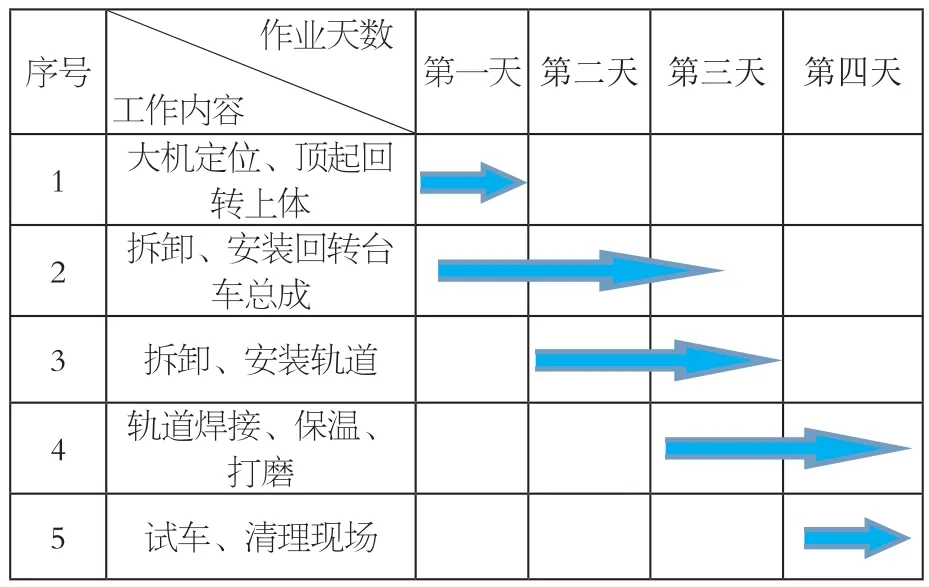
表5 施工進度計劃
5 結語
2017年5月黃驊港一期堆取料機回轉支撐裝置通過上述設計方案對回轉臺車進行改造,經過十個多月持續使用檢測,未發現有任何變形。
該平衡梁式結構增加車輪數量,降低了單個車輪輪壓,有效的延長車輪和軌道的使用壽命,避免頻繁更換回轉臺車和回轉軌道備件,提高了堆取料機使用壽命,為堆取料機設備安全、穩定提供了有力的保障。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07