切削加工參數對哈氏合金C-276纖維性能研究
2018-06-13 07:43:08陳利榮宋彥博侯力強張小慶盧文靜
建材與裝飾 2018年28期
關鍵詞:振動
陳利榮 宋彥博 侯力強 張小慶 盧文靜
(西安菲爾特金屬過濾材料有限公司 陜西西安)
1 前言
哈氏合金C-276是一種含鎢的Ni-Cr-Mo合金,在還原與氧化環境下,對一些氯化鹽溶液、氧化性氯化物、硫酸與氧化性鹽具有良好的耐腐蝕性能,而且在低溫與中溫鹽酸中同樣具有很好的耐蝕性能,因此被公認為是萬能的耐腐蝕合金。近些年以來,哈氏合金在具有嚴重的腐蝕環境中有著越來越廣泛的應用[1-3],例如在溫度較高的的污染溶液(有機或無機)、甲酸及醋酸酐等強氧化劑、海水和鹽水溶液等環境中。
目前隨著環保法規嚴苛和排放標準提高,高溫煙氣脫硫、傳統的紙漿和造紙等環保工業領域中也逐步用哈氏合金替代原有不銹鋼材料:在高溫煙氣脫硫時,洗滌器中可能遇到的含S化合物和Cl離子,這就需要材料對于點狀腐蝕和應力腐蝕都有杰出的抗力,而哈氏合金C-276是為數不多可以同時承受濕氯氣、次氯酸鹽、二氧化氯腐蝕作用的材料之一。由哈氏合金C-276合金制備的纖維多孔材料,在過濾與分離領域具有非常好的使用效果。
目前一般采用振動切削的方法制備C-276合金纖維,但由于該原材料塑性變形大,加工溫度高,切削力度大,易造成刀具易磨損,使得C-276合金纖維的制作工藝受到限制,效率非常低[3~5]。本文通過研究振動切削工藝參數,總結出適合哈氏合金C-276纖維加工方法,為后序制造過濾用多孔燒結纖維氈、耐磨增韌材料、導電材料等提供技術保證。
2 實驗原理及方法
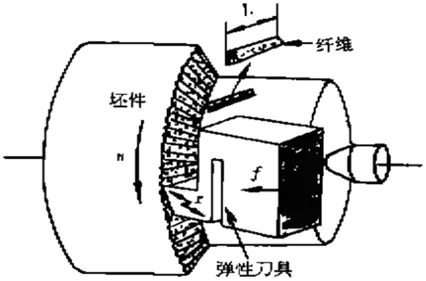
圖1 振動切削哈氏合金C-276纖維原理示意圖
本實驗采用哈氏合金C-276棒材進行切削,原料規格為φ100×300。在切削時通過自激振動來對哈氏合金C-276棒材進行切削,一般激振頻率控制在500~5000Hz范圍內,每個振動周期內該刀具都會形成一根纖維,切削纖維的絲徑通常在20~150μm間,長度就是刀具的切削寬度,具體原理如圖1所示。
切削時金屬切削層的變形程度會影響到金屬纖維的表面和截面形貌,一般來說,當刀具的切削速度v較低、進給量f變大時,纖維的形成會困難,生產效率降低,而且刀刃刮削坯料表面嚴重。這會使得金屬纖維表面形狀尺寸不規則,形貌粗糙,絲徑偏差較大。金屬纖維截面的形狀主要取決于坯料前后兩轉的振動角度差,刀具角度差的不同,刀刃切入坯料的部位以及在坯料內的切削路徑的差異,導致金屬纖維截面形狀的不同。切削纖維的形貌與切削速度v、進給量f、振動角度都有密切關系[4,5]。
3 切削工藝參數研究
3.1 刀具幾何角度
振動切削產生纖維的條件是振動位移δx與進給量f的關系應滿足:
δx≥4.8f,
式中:δx——振動位移(μm);
f——每轉進給量(μm)。
要滿足這關系式,一是盡量選取小進給量,二是增大振動位移δx(δx為振幅的2倍)。刀具幾何角度中,對振位移影響較大的是前角及后角。圖3為前角對振動位移的影響,圖4為后角對振動位移的影響,由圖可見為增大振動位移,應取較小前角和較大后角。通過試驗,當前刀角度在4°,后刀角度在6.5°時,所生產的哈氏合金C-276纖維較好。
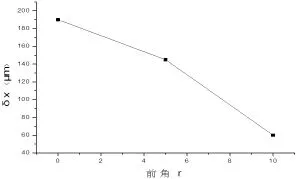
圖2 前角對振動位移的影響
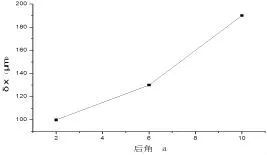
圖3 后角對振動位移的影響
3.2 切削速度v和進給量f
采用振動切削加工纖維時,刀具切削坯料的深度可以控制纖維的長短,而切削速度v和進給量f是影響到纖維形貌、表面質量、絲徑均勻性的最關鍵的參數的。振動切削時刀具系統的固有頻率、切削速度、進給量會最終決定是否能切出纖維。對具有一定的彈性刀桿,當其固有頻率確定時,則切削速度v及進給量f只在較窄的變動范圍內才能切出纖維。通常來說:當加工絲徑較細的纖維時,可以通過較大振動頻率來提高生產效率;當加工粗纖維時,則通過增大切削速度v或進給量f來提高生產效率。
圖5是切削哈氏合金C-276纖維時,形成成品纖維時不同切削速度和進給量的范圍。圖5中有剖面線陰影部分即為纖維形成區域,可以看出刀具形成纖維的切削速度V為70~150m/min,進給量f為2~18μm/r。為提高生產率,切削速度可取90~130m/min,根據切削纖維直徑選擇不同的進給量。圖6為進給量與纖維直徑的關系。
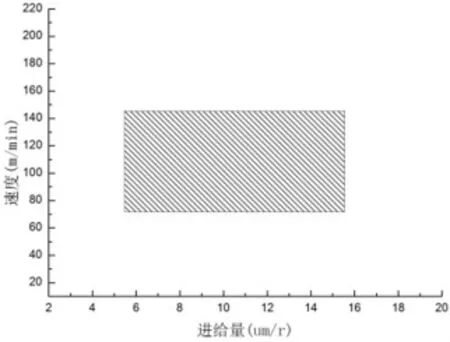
圖4 纖維形成區域

圖5 進給量與纖維直徑的關系
3.3 刀具材料的選擇
振動切削金屬纖維時,刀具不斷碰撞切削坯料,刀刃除了受很大壓力外,還要受到極大的沖擊力,容易產生崩刃,因此,刀具材料要有足夠的硬度和韌性。目前,用于切削金屬纖維的硬質合金材料牌號有:YT5、YG8、YG10H、YW1、YW2、YK15、YK20、YS2T 等,這些材料都有較高的硬度(HRA89~91.5),較大的抗彎強度(1.2~1.5GPa)和較好的沖擊韌性(300~400Pa),其中YW是鎢鈦鉭(鈮)鈷類的硬質合金刀具。YW1的抗彎強度1.17GPa,硬度HRA91.5,生產哈氏合金C-276纖維所使用刀具為YW1材料,可以滿足生產需要。生產出的切削纖維如如圖6所示。

圖6 切削哈氏合金形貌
4 結束語
振動切削金屬纖維時,加工中的指標之間是相互聯系,相互影響,切削金屬纖維的各指標參數共同決定了各終端產品的性能參數。需要依據材料本身的性能參數,選擇合適的刀具,調整好刀具的角度以及合適切削速度和進給量,才是生產哈氏合金C-276的必須條件。
[1]李加種.金屬纖維的形成機理及切削規律[J].制造技術與機床,1994,(3):46~49.
[2]周澤華.金屬切削原理[M].上海:科學技術出版社,1993:30~72.
[3]李黎,習寶田,楊永福.切削纖維板時表面涂層硬質合金刀具的磨損[J].木材加工機械,2003,14(6):5~8.
[4]明冬蘭,萬珍平,張發英,等.連續型金屬長纖維切削加工的研究[J].工具技術,1998(7):9~11.
[5]萬珍平,劉小康,湯勇.多齒切削加工微細金屬長纖維的截面形成機理[J].現代制造工程,2005(s1):15~18.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
