生料輥壓機終粉磨改造后工藝布局的優化
2018-06-09 07:50:26于海峰
水泥技術 2018年3期
關鍵詞:系統
于海峰
1 前言
河南省同力水泥有限公司2號線是2 500t/d熟料生產線,原料粉磨系統采用球磨機粉磨工藝。由于原料粉磨系統粉磨能力不足、電耗高,生料粉磨系統歷年平均電耗在22.63kWh/t以上,生產維護費用高。我國頒布的《關于印發水泥企業用電實行基于能耗標準階梯電價政策實施細則》中提出,2015年開始執行“可比熟料綜合電耗>64kWh/t但≤67kWh/t的,用電每千瓦時加價0.1元;可比熟料綜合電耗>67kWh/t的,用電每千瓦時加價0.2元。”的要求。受國家新的水泥能耗限額標準和水泥行業準入條件制約,鑒于公司生料系統現狀,2015年10月由合肥水泥研究設計院有限公司設計,公司對2號線生料球磨機粉磨系統進行了技改,以達到提產、節能降耗、減少運行時間、降低運行成本目的,從而達到國家能耗標準要求。
2 技改工藝布局
在原來的球磨機廠房外,公司新增一套HFCG160-140輥壓機,功率2×1 120kW;V4000型氣流分級機(利用原磨機基礎布置于現有磨房內)與原球磨機系統中現有的風路、選粉、廢氣處理等系統組合,形成新的輥壓機終粉磨系統。工藝流程見圖1。
3 改造效果
2016年3月技改投產后,生料輥壓機終粉磨系統提產、降耗明顯,達到了技改的預期目的。
眾所周知,在球磨機中,物料受到的是剪應力和壓力兩種力的綜合作用,而在輥壓機中,磨輥對顆粒物料破碎過程只施加了純粹的壓力。生產實踐證明,物料受壓力所產生的應變相當于剪應力所產生應變的5倍,故和球磨機相比,2號生料輥壓機的產量由原有的190t/h提高至220t/h以上,生料工序電耗從目前的22.63kWh/t降低至12.2kWh/t,極大地提高了勞動生產效率,降低了能耗,熟料電耗比改造前降低了20%~30%。生料粉磨系統生產能力大幅度提高,與窯系統更加匹配,更加有利于熟料燒成系統的連續穩定運行。
采用輥壓機終粉磨,在磨輥的高壓下,物料受擠壓形成密實的料床,物料顆粒內部產生強大的應力,使顆粒產生裂紋,有的顆粒被粉碎,從輥壓機內部卸出的物料形成強度很低的料餅,這些料餅機械強度低,受搓即碎,經V型選粉機打散后,粒度在2mm以下的占80%~90%,其中粒度80μm以下的占30%左右。生料輥壓機生產能力大幅提高,可充分實現利用峰谷用電制度,進一步降低企業運行成本,見表1。

圖1 工藝流程圖
4 生產中的不正常問題匯總及解決措施
由于輥壓機操作系統對我們來說是全新的操作系統,再加上在技改過程中,部分工藝布局沒有達到理想狀態,制約著達產以及環保的達標,生產中不穩定狀況時有發生。為此,經過不斷地對工藝布局進行改進,使輥壓機終粉磨系統達到了最優化生產。
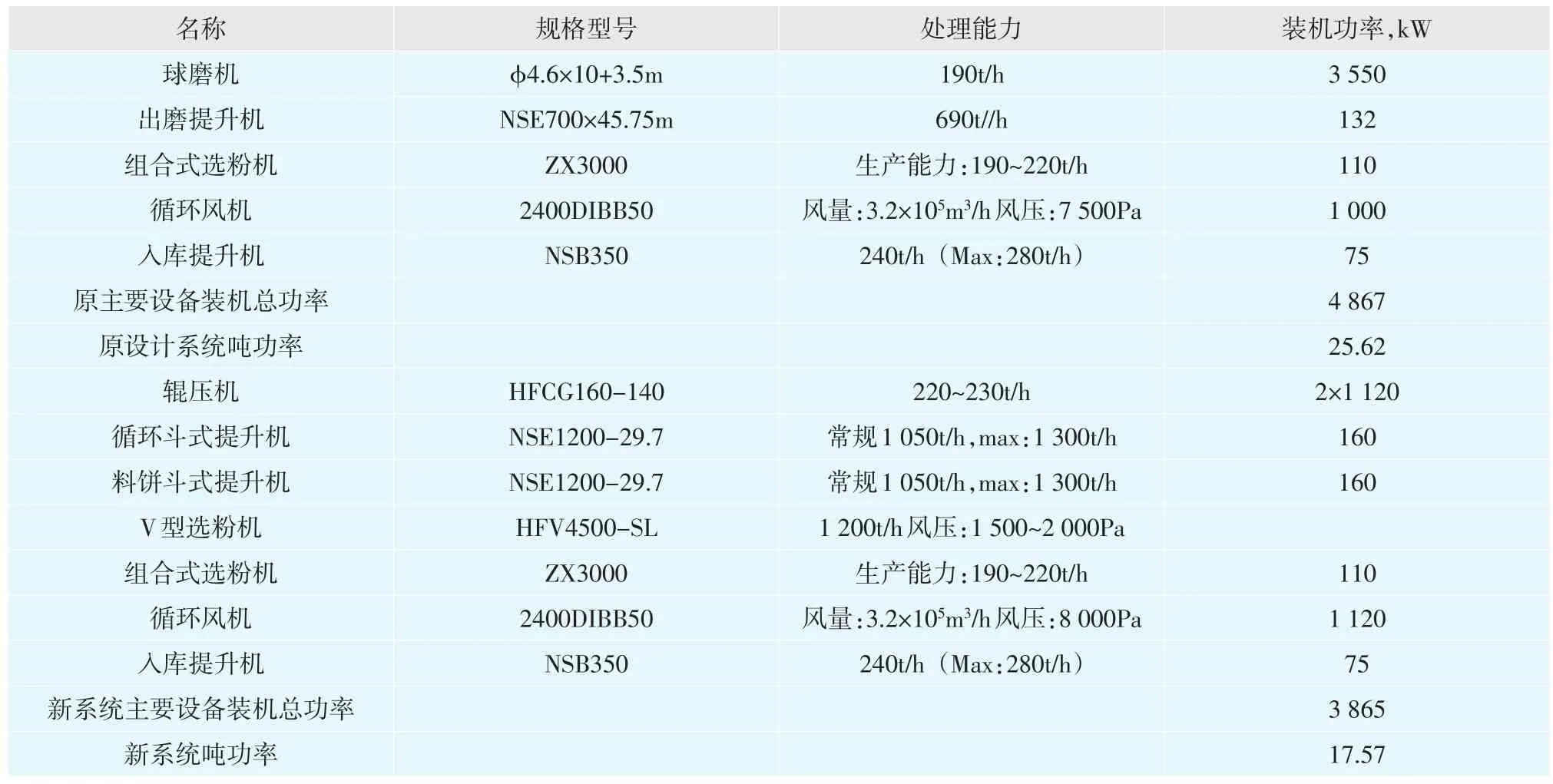
表1 改造前后主要設備表
4.1 輥壓機進料粒度大于系統要求粒度
輥壓機要求進料粒度≤60mm,如果出現≥60mm大塊物料,輥壓機將出現以下情況:(1)輥壓機振動嚴重,導致輥壓機緊固件松動。(2)輥縫瞬時加大,磨輥壓力瞬時增高,導致輥壓機跳停,次數頻繁時將損壞氮氣囊及液壓缸。
2017年7月,因礦山破碎機出口篦條變形且斷裂一根,致使>100mm大塊碎石進入輥壓機,造成左側磨輥頻繁加壓,加壓頻度>20次/h后,輥壓機開始跳車,無法運行。停車打開液壓缸后發現,左側液壓缸活塞崩裂一道裂縫,漏油泄壓,致使液壓油泵頻繁加壓,導致輥壓機跳停,更換活塞后生產正常。
針對以上情況,我們采取了以下措施:
(1)更換礦山破碎機出料篦板,控制碎石粒度≤30mm,嚴格限制進廠砂巖粒度≤30mm。
(2)在原料調配站下料口安裝≤30mm篦條,大塊物料被篩分后返回礦山繼續破碎。
4.2 側擋板磨損或斷裂導致輥壓機物料循環量增大,產量大幅下降
輥壓機設置側擋板的目的是為了控制側擋板與磨輥端面的最小間隙,確保物料的擠壓質量。在側擋板與磨輥端面不接觸的前提下,減少邊緣漏料,滿足設備過飽和喂料的操作要求,保證輥子中間的物料達到最好擠壓效果,增加細粉量。為此,設計要求側擋板與輥子兩端正常的工作間隙為2~3mm,實際生產可以控制到1.8~2.0mm,如果二者間隙過大將產生以下問題:
(1)產生“邊緣效應”。邊緣效應會使擠壓效果變差,細粉量少,甚至漏料嚴重,導致輥壓機產量降低。
(2)大部分粗顆粒物料進入后續動態選粉機及V型選粉機后,會對分選設備內部選粉葉片和撒料裝置造成較大磨損,影響后續設備的安全運轉。
(3)由于輥壓機循環負荷加大,料餅以及循環斗式提升機電機電流會異常增高,對設備安全運轉極其不利。
2016年5月3日,由于兩端側擋板磨損嚴重,工作間隙值變大,邊緣漏料加重,細粉量顯著減少,輥壓機循環負荷加大,導致料餅斗式提升機和循環斗式提升機兩臺提升機電流異常升高,甚至達到報警值,操作員被迫減料運行,降低輥壓機產量。停車發現輥壓機北側側擋板由于連接螺栓斷裂而脫落,南側側擋板下部一截磨損脫落。
我們在磨損嚴重的側擋板下端設置了高硬度的硬質合金材料,以減少磨損,延長使用周期;定時檢查側擋板磨損情況并及時更換側擋板;將側擋板與磨輥端面間隙控制在1.8~2.0mm之間,確保物料的擠壓質量,為輥壓機高效運轉打下了堅實基礎。
4.3 動態選粉機旋風筒堵塞,導致循環風機電機電流超高報警
2017年4月2日,操作員發現輥壓機循環風機電機電流頻繁報警,檢查電器部分未見異常。通過工藝技術人員檢查發現,動態選粉機的四個旋風筒堵塞兩個,物料不能被及時排走,細料則被循環風帶走,導致循環風機內部含塵濃度增加,致使循環風機電流超高報警,經過處理,系統恢復正常。
通過各設備電流曲線以及事故分析得知:
(1)造成事故發生的原因主要是輥壓機側擋板間隙過大。停機檢查發現南側側擋板頂絲杠由于受力過大發生彎曲,使側擋板與兩磨輥端面間隙擴大到10mm。
(2)兩臺斗式提升機電流偏高,操作員誤以為是臺時產量過高所致,操作上將喂料量由原來220t/h降至180t/h;加大循環風機變頻器開度,增大拉風量;降低選粉機轉速10%,試圖通過降低生料細度和循環負荷緩解斗式提升機電流高的情況。在現場處理事故時發現,旋風筒內物料顆粒粗大,空氣輸送斜槽走料不順,致使物料堆積,鎖風閥被壓死。
上述兩次事故的發生,進一步表明了輥壓機側擋板與磨輥之間的間隙對生產、工藝操作的重要性。

圖2 安裝前

圖3 剛安裝的回料箱

圖4 正在使用中的回料箱

圖5 安裝后內部篦條

圖6 新安裝入稱重倉回料管
4.4 對管道除鐵器系統進行改造,確保環保和除鐵兩不誤
輥壓機喂料系統中必須安裝兩臺除鐵器以防止鐵塊落入輥壓機中,對磨輥造成損害。在混合皮帶上安裝一臺電磁式帶式除鐵器,除去的是大塊鐵塊,所除廢鐵被拉到廢鐵堆;在入稱重倉管道上安裝一臺永磁式管道除鐵器,除去的是小的螺栓及碎鐵塊。由于本次改造未設計含鐵細粉回料裝置,而是直接外排,造成了環境污染問題。為此我們專門設計了回料系統,通過加裝篦子,將碎鐵塊過濾后,細粉又回到輥壓機小倉內。本次小技改既解決了環境問題,又減輕了巡檢工工作量,如圖2~6所示。
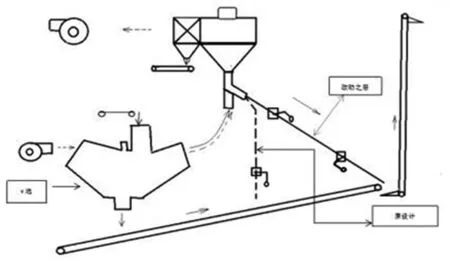
圖7 改進后的動態選粉機工藝流程圖
4.5 對動態選粉機粗粉回料溜管位置進行移動的改進
原設計選粉機粗粉回料管出口位于循環皮帶中部,試生產時由于粗料粉從高空落下,對循環輸送皮帶沖擊力度較大,導致現場粉塵飛揚。皮帶受來料沖擊的影響,皮帶處跑偏特別嚴重,漏料加劇,即便調節張緊裝置也無法保證生產。為了改變這種局面,我們做了以下改進(見圖7):
(1)將選粉機回粉管出口移動到皮帶頭輪入口處,粗粉直接入循環斗式提升機,大大減少了循環皮帶的負荷。

圖8 新加積料斗

圖9 新加積料斗

圖10 工人正在打孔作業

圖11 新安裝回料管穿墻
圖12 新安裝回料管入斗式提升機入口
(2)為了降低物料向下沖擊的力度,原設計為一道翻板鎖風閥,本次在回粉溜管不同高度位置處各加了方向相反的兩道鎖風閥。
(3)回粉溜管底板設計成階梯狀,減少物料對溜子底部的磨損。
(4)循環皮帶頭輪加裝了漏料回收裝置,收集后的皮帶頭輪漏料又回到料餅斗式提升機內參與循環(見圖8~12)。
改進后循環輸送皮帶不再跑偏,運轉正常,現場環境達到了環保要求,崗位工清料的工作負擔大大降低。
4.6 均勻分布入V型選粉機物料
進料時,料餅應均勻分布在V型選粉機入料口處,否則會降低分級效率。
V型選粉機的內部是由階梯式導流板構成,作用是將料餅打散和分級,氣流通過導流板間隙將細粉選出。此次改造中,我們將入V型選粉機溜子設計為四個入料口,在生產過程中,一旦其中一個或兩個溜子因物料水分高以及粘結性強等原因發生堵塞,將會引起以下兩種情況:
(1)由于系統風是從V型選粉機抽出,而入料口一旦堵塞,必將引起料餅斗式提升機溜子通風面積減小,引起V型選粉機入口處及斗式提升機頭輪處出現正壓,污染現場環境。
(2)由于物料過于集中,不能形成松散均勻料帶,物料落入V型選粉機不均勻,物料打散效果差,從而使V型選粉機分級效率降低,影響撒料效果,并且影響輥壓機臺時產量。
因此,我們在四個下料溜管上分別加裝了四個觀察門,以便在日常巡檢或停車檢修時檢查和處理。
5 結語
經過對工藝布局的不斷改進后,輥壓機終粉磨系統生產逐漸達到了理想工作狀態,操作員對輥壓機的操作也日臻嫻熟。近一年來,系統生產穩定,產量保持在220t/h。在保證回轉窯生產的情況下,輥壓機每天中班可停車8h節電,生料工序電耗平均可控制在12.2kWh/t,與球磨機相比,降低了約50%;0.08mm方孔篩篩余穩定控制在18%以下,0.2mm方孔篩篩余穩定控制在2%以下;現場生產環境優良,達到了技改要求。■
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
