輥壓機輥系定位裝置的改進
2018-06-09 07:50:24趙文禮
水泥技術 2018年3期
趙文禮
我公司年產200萬噸水泥粉磨站系統為水泥聯合粉磨系統,2010年投產。輥壓機規格為160/140,裝機功率2×1 120kW,輥壓機整體運行良好,系統產量穩定。在設備運行一年后,輥系的定位裝置出現了磨損過快的情況,在生產中我廠不斷總結經驗,不斷優化改進,成功地解決了這一問題。
1 設備存在的問題
在長期的使用過程中,輥壓機出現了浮動輥軸向定位滑鍵裝置磨損較快的問題,導致輥軸向減速機端竄動、活動端軸承座向機架內側竄動的情況。由磨損引起的竄動致使兩輥端面最多時相差5~8mm,平均輥縫偏差在12mm左右,運行時頻繁糾偏,電流波動高達23A,整體做功不足,物料擠壓效果不好,產量下降。在這種情況下,通常需要更換軸承座定位滑鍵裝置。更換時需要將動輥整體吊起300~500mm,在這個狹小的區域更換滑鍵,操作空間有限,存在不安全因素。即使熟練員工更換,整個檢修過程最短也需要72h才能完成。這對于生產旺季的水泥企業來說,會因為水泥斷貨而影響市場銷售。因此,我們每年大修時都會對滑鍵進行處理,避免因為滑鍵的磨損而引起非正常的停機。
作為設備管理部門,我們一直在嘗試對定位滑鍵結構進行改進,使其維護更加方便和快捷。通過多次嘗試,終于找到了解決方法。
2 軸向定位滑鍵裝置的結構改造
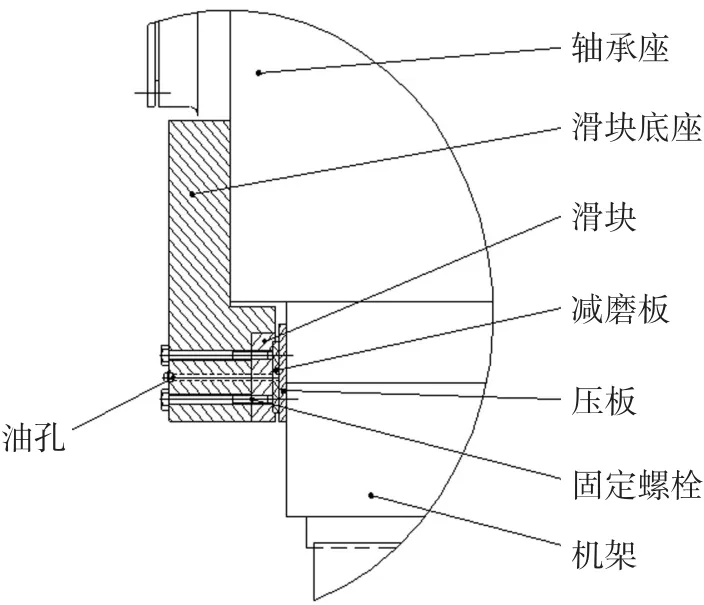
圖1 外側滑鍵裝置示意圖
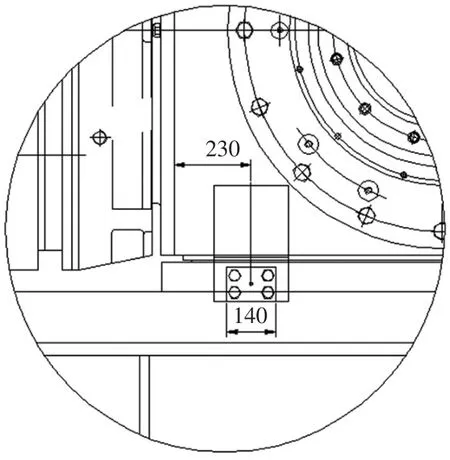
圖2 外側滑鍵裝置安裝位置

圖3 組裝圖
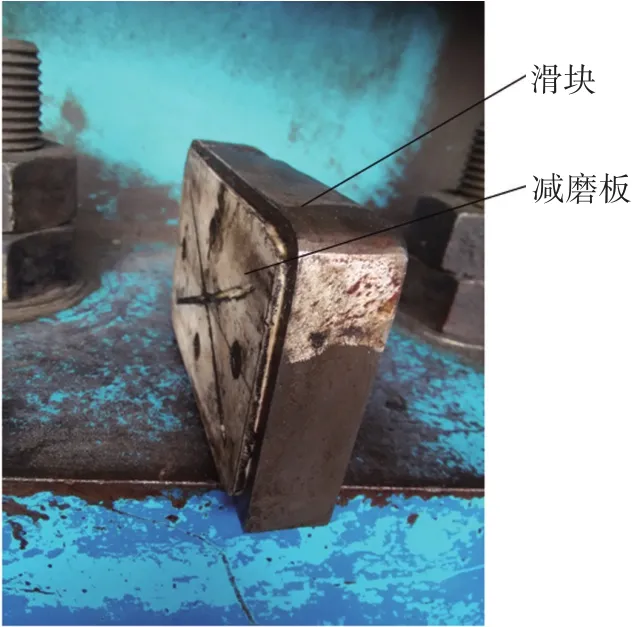
圖4 滑塊組件
在圖1中,壓板為不銹鋼材質,與機架焊接。滑塊底座與軸承座焊接。滑塊與底座之間為滑動配合,并用固定螺栓固定在一起。減磨板為聚四氟乙烯,8mm厚,與滑塊之間用尼龍螺絲和AB膠連接,并加工注油孔。整個裝置安裝位置見圖2,組裝圖見圖3,滑塊組件見圖4,減磨板中心與原滑鍵銷軸中心重合,減磨板與壓板之間保留0.5mm間隙,此間隙可保證輥縫出現20mm偏差時軸承座偏擺靈活,主軸承不會承受額外力。運行過程中,在減磨板與壓板之間加注潤滑脂,當減磨板磨損時,松開固定螺栓,將滑塊從底座中取出,更換新的減磨板。整個維修過程僅需2h左右,可以隨時更換減磨板,保證定位效果,每塊減磨板可以使用4個月左右。
3 改造效果
改造后,輥縫偏差由原來的12mm降到5mm以下,電流波動幅度由原來的23A降到10A左右,平均電流相比原來升高6~8A,整體做功明顯提升,系統臺時產量也相應得到提高。整個更換過程也僅需要2h左右,不需要整體吊裝輥系,方便快捷。更換定位滑鍵裝置后,輥壓機自身穩定運行,減少了其他部位故障的發生,降低了設備故障的停車時間,減少了維修投入,給企業降本增效創造了有利條件。■
