氮元素對不銹鋼堆焊層抗腐蝕性能的影響
2018-06-08 10:26:34仲崇惠包曄峰
電焊機 2018年5期
關鍵詞:不銹鋼
仲崇惠,包曄峰,陳 輝
(河海大學機電工程學院,江蘇常州213022)
0 前言
在低碳鋼上堆焊奧氏體不銹鋼來提高其耐腐蝕性能是一種經濟、易操作的手段,能有效緩解碳鋼在工業環境下的腐蝕問題。目前不銹鋼堆焊技術廣泛應用于石油管道內壁、壓力容器內壁以及葉輪機葉片的防腐問題上。但在實際工程中,仍然會出現防腐不理想的案例。文獻[1]認為這是由于堆焊層中碳化物析出相過多,界面增加,易出現貧鉻現象導致耐腐蝕性能不理想。針對該問題在焊縫金屬中加入氮元素,氮的擴散速率快于鉻元素,能有效抑制碳化鉻的析出,減少貧鉻程度,提高耐晶間腐蝕性能,同時氮元素也可以提高不銹鋼的點蝕電位,提高鈍化膜穩定性。本研究通過制備不同含量的氮化鉻堆焊層來研究其耐腐蝕性能。
1 試驗材料和方法
1.1 試驗材料
采用電渣堆焊用燒結焊劑SJ601,母材為Q235,尺寸250 mm×40mm×9 mm,采用直徑4 mm的308不銹鋼焊絲。試驗采用MZ-1000自動埋弧焊機,配FD-200T自動送絲小車。
1.2 試驗參數的優化
利用正交表頭L9(34)進行正交試驗。分別選取電壓 24 V、28 V、32 V,電流 350 A、400 A、450 A,焊接速度18m/h、26m/h、32m/h三個水平,試驗結果如表1所示。采用極差分析法計算極差并根據極差大小進行排序,如表2所示。可以看出,對熔寬影響的參數排序為:焊接電壓>焊接速度>焊接電流;對熔深影響的參數排序為:焊接電流>焊接電壓>焊接速度;對稀釋率影響的參數排序為:焊接電流>焊接電壓>焊接速度。綜合考慮堆焊效率、稀釋率、堆高/熔寬比等參數,微調焊接參數,選取最優方案為:電流350A、電壓32V、焊接速度26m/h。
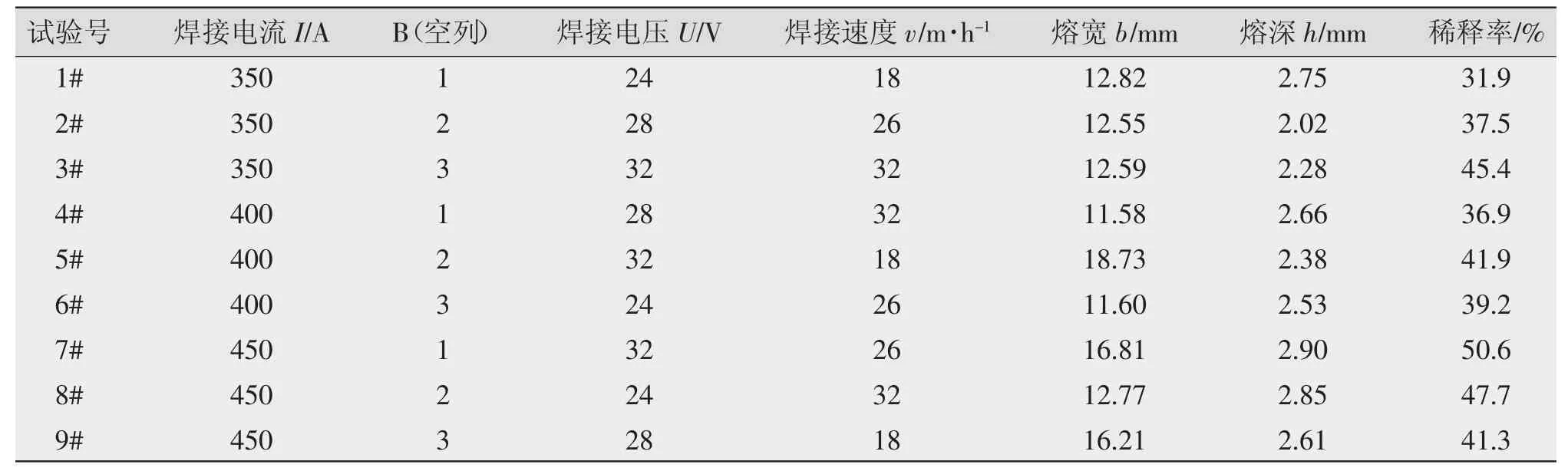
表1 正交試驗結果Table 1 Result of orthoplan
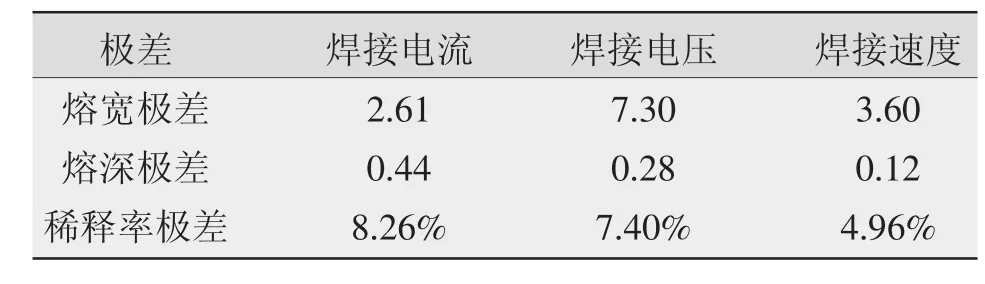
表2 正交試驗結果極差分析Table 2 Intuitive analysis of orthoplan
為確定合適的層間溫度,使用PTC加熱板分別預熱母材到100℃、200℃、300℃進行堆焊,用金相顯微鏡觀察形貌。結果表明,當溫度超過200℃時,枝晶向晶內生長,晶粒粗化,有魏氏體生成,因此堆焊層間溫度控制在200℃以下為宜。采用最優參數在300mm×100mm×16mm的Q235母材上堆焊,并向焊劑中分別加入0%、3%、6%、9%的氮化鉻合金粉,層溫小于等于200℃。取堆焊層上層金屬打磨拋光至表面呈鏡面后用無水乙醇清洗、烘干,按照標準制備相應試樣,編號分別為1#、2#、3#、4#。
2 試驗方法
2.1 FeCl3-HCl溶液浸泡試驗
取尺寸30mm×20mm×2mm的堆焊層上層金屬,打磨、拋光后按照GB/17897-1999“不銹鋼三氯化鐵點腐蝕試驗方法”的規定,配制6%FeCl3-HCl溶液。采用恒溫水浴加熱裝置,試驗周期24 h,共進行3個周期,每個浸泡周期結束后對試樣進行清洗、烘干、稱重,計算失重率并觀察表面形貌。
2.2 10%草酸電解試驗
在堆焊層上層金屬中截取工作面為10mm×10mm的試樣,封樣、磨制、拋光后用無水乙醇清洗,烘干后備用。試驗按照GB/T4334-2008中“不銹鋼晶間腐蝕試驗的方法”的標準進行。電解液為10%草酸溶液,電流密度1A/cm2,電解90 s,用金相顯微鏡觀察電解后的形貌。
2.3 3.5%NaCl溶液極化曲線測定
在堆焊層上層金屬中截取工作面為10mm×10mm的試樣并封制、打磨、拋光。試驗采用的三電極體系由工作電極、甘汞參比電極和鉑輔助電極組成,電解液為3.5%NaCl溶液,掃描范圍-600~800mV,掃描速度1mV/s。
3 試驗結果和分析
3.1 FeCl3浸泡試驗
根據GB/17897-1999中“不銹鋼三氯化鐵點腐蝕試驗方法”中的評價方法,采用點蝕的腐蝕速率來評價其在FeCl3溶液中的抗點蝕性能,腐蝕速率用試驗前后質量差比時間和面積得出。選取1#、3#號試樣進行宏觀分析,如圖1所示。
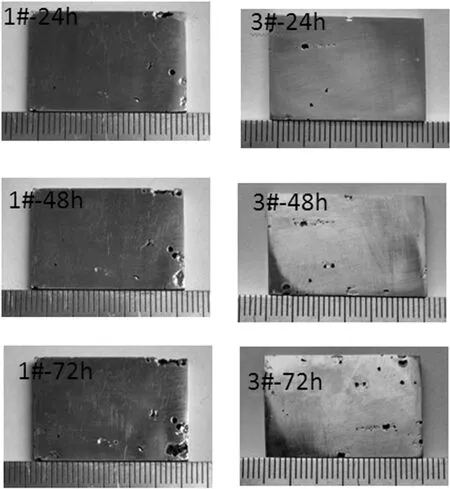
圖1 不同浸泡時間后的1#、3#宏觀圖片Fig.1 M acrograph of 1#and 3#after immersion
點蝕的形成包含形核和生長過程,對比1#、3#宏觀圖片可知,1#宏觀點蝕坑較多且部分點蝕坑相連形成坑槽,腐蝕較嚴重;3#的宏觀點蝕坑數量較少,點蝕坑尺寸較小,N的添加一定程度上增強了奧氏體不銹鋼堆焊層的耐點蝕性能。通過計算24 h、48 h、72 h的腐蝕失重率,發現腐蝕失重率隨著腐蝕時間的增加而減小。72 h后的腐蝕失重率分別為28.4 g/(m2·h)、23.8 g/(m2·h)、20.6 g/(m2·h)、23.1 g/(m2·h),橫向對比可知:1#為FeCl3浸泡試驗后的腐蝕形貌,點蝕較嚴重;3#腐蝕失重率最低,原因可能是Cr和N的添加在金屬表面形成富鉻的鈍化膜,增強鈍化膜的穩定性,減少Cl-等有害離子對鈍化膜的破壞,提高點蝕電位,降低點蝕速度,增加耐點蝕性能。氮原子與金屬層間界面能較小,彌散作用加強,使得晶粒尺寸細小,起到固溶強化的作用。在細化晶粒和彌散強化的作用下,固溶于奧氏體中的N改善了鈍化性能,更不容易形成點蝕坑[2],同時N在金屬界面中的擴散速度快于Cr,抑制了Cr的碳化物析出和長大,減少貧鉻現象發生,提高了耐點蝕性能。
3.2 10%草酸電解試驗
遵循GB/T4334-2008“金屬和合金的腐蝕,不銹鋼晶間腐蝕試驗的方法”有關規定進行10%草酸電解試驗,其金相組織如圖2所示。

圖2 試樣在晶間腐蝕試驗后的形貌Fig.2 M orphology after intergranular corrosion
晶間腐蝕通常先發生在晶粒邊界,并沿著晶界縱向發展,主要原因是沿晶界析出富鉻的M23C6,出現晶界貧鉻現象。1#和2#晶界處出現腐蝕溝(見圖2),明顯呈腐蝕溝槽形貌,1#、2#腐蝕的溝槽狀較深,耐晶間腐蝕性能較差。3#和4#中有游離鐵素體,存在蝕坑,但晶界處腐蝕沒有1#、2#嚴重,3#耐晶間腐蝕性能較好。2#合金粉含量為3%,由于過渡到焊縫的合金元素較少,新相在形成過程中,晶界附近合金元素含量較低,成分較1#變化不大,所以性能變化不明顯。3#合金粉含量為6%,合金元素含量充足,一方面Cr的添加緩解了貧鉻程度,另一方面N擴散速度較快,優先聚集在晶界缺陷處,降低碳元素偏聚,抑制Cr的碳化物形成,或形成適量的CrN沉淀,減少Cr的析出,從而提高抗晶間腐蝕能力[3-4]。4#合金粉含量為9%,N過多易在晶界附近形成Cr的氮化物,導致晶界出現貧鉻區,鈍化膜狀態遭到破壞,抗晶間腐蝕能力降低。
3.3 3.5%NaCl溶液極化曲線測定
4種試樣在3.5%NaCl溶液中的極化曲線如圖3所示。4條曲線的類型基本一致,但自腐蝕電位和自腐蝕電流存在差異。通過塔菲爾直線外推法可知,1#自腐蝕電位較低,3#自腐蝕電流較小,故4種試樣中3#腐蝕速率最慢。同時3#在陽極極化曲線中存在明顯的鈍化,且維鈍電流密度較小,其他試樣則沒有明顯的鈍化區。原因可能是合金元素部分過渡到堆焊層,w(Cr)的增加緩解了貧鉻現象,提高了自腐蝕電位。氮元素在鈍化膜表面或晶界附近富集,當氮以原子形式存在時其活性較高,阻塞了其表面的一些活性缺陷,從而阻止形成點蝕所需的極高電流密度。同時氮只是部分抑制點蝕發生,更主要的是有利于再鈍化行為,可以迅速再鈍化,抑制腐蝕行為的發生[5],所以3#耐腐蝕性能好。

圖3 試樣在3.5%NaCl溶液中的極化曲線Fig.3 Polarization curves in 3.5%NaCl
4 結論
(1)通過正交試驗的方法研究奧氏體不銹鋼堆焊工藝,通過對堆焊成形、焊接稀釋率及焊接效率綜合判斷,得出最佳堆焊參數。
(2)通過FeCl3浸泡試驗、10%草酸電解試驗以及極化曲線,研究加入氮化鉻合金粉末后的不銹鋼堆焊層抗腐蝕性能的變化。結果表明,耐點蝕性及耐晶間腐蝕性有所提高,焊劑中添加6%合金粉堆焊得到的自腐蝕電流最小。
[1]張田宏,杜義.碳和氮元素對高強度奧氏體焊縫組織和性能的影響[J].焊接學報,2007,28(7):82-84.
[2]楊可,楊克,包曄峰.氮合金化堆焊硬面合金的耐腐蝕性能研究[J].材料工程,2015,43(5):33-37.
[3]Shi F,Tian PC,Jia N,et al.Improving intergranular corrosion resistance in a nickel-free and manganese-bearing high-nitrogen austenitic stainless steel through grain boundarycharacterdistribition optimization[J].CorrosionScience,2016(107):49-59.
[4]Moteshakker A,Danaee I.Microstructure and Corrosion ResistanceofDissimilarWeld-Jointsbetween Duplex StainlessSteel2205 and Austenitic StainlessSteel316L[J].Journalofmaterialsscience&Technology,2016,32(3):282-290.
[5]郎宇平,康喜范.氮對奧氏體不銹鋼力學性能和腐蝕性能影響的研究[A].第三屆北京冶金年會論文集[C].北京:2002.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
