核級低合金鋼手工回火焊接熱影響區組織性能研究
2018-06-08 10:26:06葉義海鄭德旭羅緒珍朱其猛朱勇輝
電焊機 2018年5期
葉義海,鄭德旭,羅緒珍,王 建,尚 巍,朱其猛,朱勇輝
(1.中國核動力研究設計院,四川成都610041;2.福建福清核電有限公司,福建福清350300;3.華龍國際核電技術有限公司,北京100037;)
0 前言
核電作為安全、清潔能源之一將是我國能源發展的重點。壓力容器、蒸汽發生器、主泵、穩壓器等均為大型承壓設備,是核反應堆的核心,是化學能轉換電能的關鍵所在,其本體材料一般采用低合金鋼。目前,核電站中廣泛用于承壓設備的低合金鋼有美國的 SA508-3、德國的 20MnMoNi55、法國的16MnD5、俄羅斯的15Х2НМФАCl.1以及日本的SFVV3等。
大型核級承壓設備長期在高溫、高壓、高輻射環境下服役,其低合金鋼本體材料及其焊縫可能會產生超標缺陷,或原制造缺陷擴展而產生超出標準要求缺陷,嚴重影響核電站的安全運行。為了保證設備安全可靠和機組正常運行,亟需開發低合金鋼設備缺陷修復工藝技術。手工回火焊接技術作為一種新型焊接修復技術,可以有效達到焊后熱處理的效果,廣泛應用于易淬火鋼的焊接或修復。
由于低合金鋼屬于易淬火鋼,在焊接過程中其熱影響區(HAZ)組織會產生惡化,影響焊接質量,需要進行熱處理[1-2]。受空間環境限制等制約,現場修復實施熱處理難度較大。目前國內的焊條電弧焊回火焊接維修技術研究尚處于起步階段。本研究重點分析核級低合金鋼手工回火焊接的熱影響區和熔敷金屬的組織性能,為手工回火焊接技術在核動力裝置低合金鋼設備焊接維修中的工程應用奠定技術基礎。
1 試驗方法
1.1 試驗材料
試驗用母材為我國早期自主研發的核級低合金鋼,牌號S271,交貨狀態為調質態,組織為粒狀貝氏體,化學成分見表1。試驗件規格尺寸330mm×300mm×55mm。
試驗用焊材為核級低合金鋼焊條,牌號E9018G,規格為φ2.5mm和φ3.2mm,化學成分見表2。

表1 S271鋼化學成分 %

表2 E9018G低合金鋼焊條化學成分%
1.2 試驗件制備
根據核電站低合金鋼設備的規格及焊接維修需求,設計、加工了如圖1a所示的試驗用試件。試件制備采用焊條電弧焊,主要焊接參數如表3所示。焊前試件進行200~235℃預熱處理。
試驗共制備試件5件,分別編號為SGSY-TGGB-1~SGSY-TGGB-5。所有試驗件前2層采用回火焊接參數,其余層為填充層。其中SGSY-TGGB-2在焊趾位置增加了3道補充回火焊道,SGSY-TGGB-3~SGSY-TGGB-5為每層焊接后分別打磨掉熔敷金屬厚度40%、50%和60%再進行焊接的試件,試件如圖1b所示。

圖1 設計的試件示意

表3 主要焊接參數
2 試驗過程及結果分析
2.1 局部增加熱循環對HAZ組織組織性能的影響
SGSY-TGGB-1和SGSY-TGGB-2金相樣品HAZ微觀組織觀察位置如圖2所示。
SGSY-TGGB-1金相樣品HAZ微觀組織形貌如圖3a、圖3b所示,SGSY-TGGB-2金相樣品HAZ微觀組織形貌如圖3c、圖3d所示。
S271母材、E9018G熔敷金屬、SGSY-TGGB-1和SGSY-TGGB-2樣品HAZ硬度測量值見表4,兩個樣品HAZ硬度對比如圖4所示。

圖2 金相樣品HAZ微觀組織觀察位置

圖3 試驗件焊趾位置HAZ組織形貌
S271母材、E9018G熔敷金屬、SGSY-TGGB-1和SGSY-TGGB-2樣品HAZ沖擊功測量值見表5,兩個樣品HAZ沖擊功對比如圖5所示。

表4 S271母材、E9018G熔敷金屬和HAZ硬度實測值

圖4 S271母材、E9018G熔敷金屬和HAZ硬度對比

表5 S271母材、E9018G熔敷金屬和HAZ沖擊功實測值

圖5 S271母材、E9018G熔敷金屬和HAZ沖擊功對比
由圖3a、圖3b可知,未增加補充焊道的試件焊趾位置HAZ回火效果不夠充分,局部組織存在回火馬氏體和殘余奧氏體晶界,嚴重影響HAZ組織性能。由圖3c、圖3d可知,在焊層的兩側焊趾位置增加了3道補充焊道后,試驗件焊趾位置回火效果良好,其熱影響區局部的殘余奧氏體分解充分,殘余奧氏體晶界消失,回火馬氏體組織分解轉化充分。
由表4可以看出,S271母材硬度分布在190~224HV0.2,E9018G 熔敷金屬硬度為 199~268HV0.2,SGSY-TGGB-1樣品 HAZ硬度為 260~304 HV0.2,SGSY-TGGB-2 樣品 HAZ 硬度為 290~340HV0.2。由圖4可知,增加補充焊道的SGSY-TGGB-2HAZ硬度高于SGSY-TGGB-1的硬度。分析認為,雖然SGSYTGGB-1樣品未增加補充焊道,HAZ回火不充分,組織中有回火馬氏體存在[3-4],但其組織形貌中有原始奧氏體晶界出現,大大降低了HAZ硬度[5-6]。因此,SGSY-TGGB-2樣品HAZ硬度高于SGSY-TGGB-1樣品是可能的。
由表5可知,S271母材沖擊功分布在228~264J,E9018G熔敷金屬的沖擊功為 168~228 J,SGSYTGGB-1 樣品 HAZ 沖擊功為 128~154 J,SGSYTGGB-2樣品HAZ沖擊功為162~224 J。由圖5可知,增加補充焊道的SGSY-TGGB-2 HAZ沖擊功高于SGSY-TGGB-1的沖擊功。分析認為,SGSYTGGB-1 HAZ回火不充分,組織中有回火馬氏體和原始奧氏體晶界出現,極大地降低了HAZ沖擊韌性。
由圖3~圖5可知,未增加補充焊道的SGSY-TGGB-1 HAZ組織為回火焊接的過渡組織,原始奧氏體晶界的出現導致硬度實測值相對較低,但其沖擊韌性遠低于母材和SGSY-TGGB-2熱影響區。因此從綜合組織性能方面考慮,低合金鋼手工回火焊接過程中在焊趾位置增加補充焊道、加強回火效果是非常必要的。
2.2 回火焊層厚度對HAZ組織性能的影響
SGSY-TGGB-3、SGSY-TGGB-4和SGSY-TGGB-5金相樣品HAZ微觀組織觀察位置如圖6所示。
SGSY-TGGB-3、SGSY-TGGB-4、SGSY-TGGB-5樣品HAZ微觀組織形貌如圖7所示。
SGSY-TGGB-3~SGSY-TGGB-5樣品HAZ硬度測量值見表6,兩個樣品HAZ硬度對比如圖8所示。
SGSY-TGGB-3~SGSY-TGGB-5樣品 HAZ沖擊功測量值見表7,兩個樣品HAZ沖擊功對比如圖9所示。

圖6 SGSY-TGGB-3~SGSY-TGGB-5樣品HAZ微觀組織觀察位置

圖7 SGSY-TGGB-3~SGSY-TGGB-5樣品HAZ微觀組織形貌

表6 SGSY-TGGB-3~SGSY-TGGB-5樣品HAZ硬度測量值
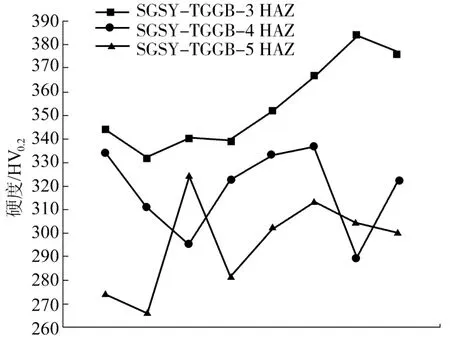
圖8 SGSY-TGGB-3~SGSY-TGGB-5樣品HAZ硬度對比

表7 SGSY-TGGB-3~SGSY-TGGB-5樣品HAZ沖擊功測量值

圖9 SGSY-TGGB-3~SGSY-TGGB-5樣品HAZ沖擊功對比
由圖7可知,SGSY-TGGB-3樣品HAZ組織回火效果相對不充分,局部有少量的回火馬氏體存在。SGSY-TGGB-4樣品和SGSY-TGGB-5樣品HAZ組織回火較為充分,未見明顯的回火馬氏體。
由表6可知,SGSY-TGGB-3樣品的硬度為332~384HV0.2,SGSY-TGGB-4 樣品的硬度為 290~337HV0.2,SGSY-TGGB-5 樣品硬度為 266~324HV0.2。由圖8可知,隨著打磨量的增加,對應的樣品HAZ硬度水平呈下降趨勢。
由表7可知,SGSY-TGGB-3樣品的沖擊功為142~182 J,SGSY-TGGB-4 樣品的沖擊功為 156~186 J,SGSY-TGGB-5 樣品的沖擊功為 190~224 J。由圖9可知,隨著打磨量的增加,對應的樣品HAZ沖擊韌性水平呈明顯上升趨勢。
由于采用焊條電弧焊方法,每層焊接熔敷金屬厚度相對較厚,回火焊接時必須去除部分厚度原焊層才能達到回火效果。本試驗中SGSY-TGGB-3樣品在進行第二層回火焊接時,由于熔池距離HAZ相對較遠,有效回火溫度覆蓋不到位,回火不充分,局部有少量的馬氏體組織存在,導致對應的HAZ硬度相對較高,沖擊韌性相對偏低。
3 結論
采用焊條電弧焊回火焊接工藝在核級低合金鋼S271板開槽試驗件上填充低合金鋼熔敷金屬制備試件,利用該試件研究了局部增加補充回火焊道和回火焊層厚度對HAZ組織性能的影響。
(1)核級低合金鋼手工回火焊接過程中,在焊趾位置局部增加補充焊道,可有效加強HAZ回火效果,改善組織性能。
(2)手工回火焊接時,每層焊接熔敷金屬厚度相對較厚,下一層回火焊接時熔池距離HAZ相對較遠,有效回火溫度覆蓋不到位,HAZ回火不充分。
(3)隨著上一層回火焊層打磨量的增加,對應的樣品HAZ沖擊韌性水平呈明顯上升趨勢。
[1]劉會杰,閆久春,魏艷紅,等.焊接冶金與焊接性[M].北京:機械工業出版社,2007.
[2]崔忠斤.金屬學與熱處理[M].北京:機械工業出版社,1999.
[3]王路兵,唐獲,任毅,等.回火對馬氏體/貝氏體高強復相鋼組織性能的影響[J].軋鋼,2007(24):18-22.
[4]住平,趙建倉,王淦剛,等.回火焊道對核電低合金鋼表面鎳基堆焊層熱影響區性能的影響[J].中國表面工程,2014,27(1):87-92.
[5]張莉莉,張曉勇,郝瑞輝,等.回火焊道熱處理對X80管線鋼熱影響區組織性能的影響[J].熱加工工藝,2008,37(21):6-9.
[6]史紹賢,陳麗園,謝明,等.16MnR低合金鋼焊接接頭的組織與力學性能研究[J].金屬鑄鍛焊技術,2011,40(15):131-134.
