直驅永磁同步風力發電機支架主焊縫殘余應力研究
2018-06-08 10:26:00王慶兵梁力仁洪曉祥郭偉強
電焊機 2018年5期
趙 震,王慶兵,梁力仁,洪曉祥,郭偉強
(1.江蘇中車電機有限公司,江蘇 大豐 224100;2.航天工程裝備(蘇州)有限公司,江蘇蘇州215100)
0 前言
風力發電對于解決能源危機、緩解環境污染有著十分重要的意義,越來越多的國家已將發展風力發電作為未來電力投資的重點,我國制定了“乘風計劃”以鼓勵風電設備國產化[1]。其中直驅型風力發電機在發電功率密度、效率和可靠性等方面具有優勢,同時直驅永磁型風力發電(PMSG)系統能夠省略齒輪箱,節約建造、運行和維護費用[2]。直驅永磁同步風力發電機定轉子支架為典型的高強鋼結構,焊接是此類風機制造的主要連接方式,焊縫的殘余應力直接影響著構件的強度及疲勞壽命[3-5]。研究表明,80%~90%的鋼結構破壞與疲勞有關,疲勞是導致鋼結構失效的主要因素[6],而殘余拉應力是導致焊接結構產生疲勞裂紋的主要因素[7]。本研究針對實際工況下某直驅永磁同步風力發電機定子支架的主焊縫形式,預制平板對接試樣,研究多層多道焊過程中不同階段的焊接殘余應力分布特征和大小,為設計風力發電機支架提供可靠的參考數據。
1 小孔法測試焊接接頭殘余應力原理
假設各向同性材料的構件某一局部殘余應力處于均勻的二維狀態,粘貼電阻應變片,電阻應變片分別有 0°、45°、90°的應變片,如圖 1 所示。

圖1 小孔法用應變片示意Fig.1 Sketch map of blind-holemethod strain gauge
在應變片中心鉆孔,孔深等于或略大于孔徑,當孔深為孔徑的1.2倍時,應變近于完全釋放。因為孔深遠小于板的厚度,因此可套用鉆通孔時的理論解作為鉆盲孔時近似解,通過電阻應變儀分別測量方向 1、2、3 的釋放應變 ε1、ε2、ε3。根據釋放應變,按照彈性力學平面應力理論得到主應力和方向角公式

式中 σ1,σ2為鉆孔前殘余應力的主應力(單位:MPa);ε1,ε2,ε3為 0°、45°、90°方向測得的釋放應變;A,B為標定試驗得到的應變釋放系數(單位:10-7mm2/N)。
θ=1/2γ為殘余應力最大主應力(代數值)方向與1號應變片參考軸之間的夾角,順時針取向,可根據公式中γ=tan-1(y/x)的y和x的符號來決定θ所在象限,進而計算殘余應力主應力沿焊縫方向和垂直于焊縫方向的焊接殘余應力

式中 σx,σy分別為平行于焊縫方向x和垂直于焊縫方向y的殘余應力計算值。
2 焊接試驗及殘余應力測試
2.1 試驗材料及焊接準備
待焊母材為退火態Q345D鋼板,尺寸500mm×200 mm×40mm。坡口尺寸和焊接順序如圖2所示。焊接方法為MAG;焊材為ER50-6的實心焊絲,直徑 1.2 mm;保護氣體為 φ(Ar)80%+φ(CO2)20%的混合氣體。

圖2 對接接頭焊接坡口細節Fig.2 Welding groove details of butt joint
對接接頭焊前準備如圖3所示。因實際工況下批量生產選用自動焊接設備,因此預制試樣同樣采用自動焊接以確保其內部的殘余應力盡可能貼近生產狀況,自動焊設備如圖3a所示。第1道打底焊縫在有工裝約束的條件下焊接,對接試板組對結果如圖3b所示,其余11道焊縫在自由狀態下焊接。
2.2 焊接工藝
X型坡口的對接試板雙面焊共12道焊縫,分別在第4道、第8道和第12道測量其縱向及橫向焊接殘余應力,預熱溫度不低于120℃,焊接過程中層間溫度控制在200℃以下。焊接工藝規范見表1,第4道、第8道和第12道焊縫外觀形貌如圖4所示。

圖3 對接接頭焊前準備Fig.3 Welding preparation of butt joint

表1 40mm厚板對接多層多道焊工藝參數記錄Table 1 Multi-layer and multi-passwelding process parameter record of butt-welding of 40mm thick plates
2.3 殘余應力測試
對接試板在焊接第4道焊縫、第8道焊縫、第12道焊縫后采用小孔法在如圖5所示的位置點測試單側母材殘余應力,同時在該側母材背面對稱位置點測試應力。

圖4 第4道、第8道及第12道焊縫外觀形貌Fig.4 Appearance morphology of the 4th、8th and 12th weld metal

圖5 殘余應力測試點示意Fig.5 Sketch map of residual stress test points
殘余應力測試過程如圖6所示。在規定測點附近用百葉片和砂紙打磨光,經丙酮清洗后,畫線標定測點如圖6a所示;用502瞬干膠貼上應變片及接線端子,貼片后用烘燈烘干并保持干燥,在規定位置固定應變片如圖6b所示;將測量應變片和補償應變片通過長導線分別接在靜態電阻應變儀的相應接觸位置上如圖6c所示;將小孔測鉆臺中心對準應變片中心部位上,然后開啟手電鉆鉆孔,對孔過程如圖6d所示;鉆孔后,待應變釋放完畢,再從靜態電阻應變儀中讀出測量點3條通道的應變值,并依據應力計算公式算出測點位置殘余應力。
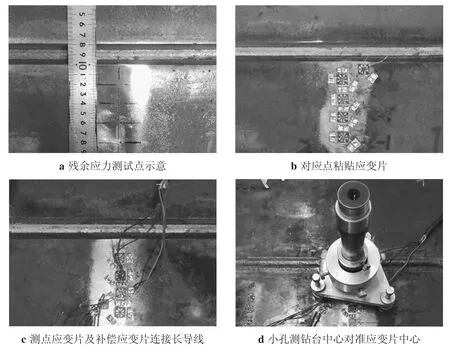
圖6 殘余應力測試過程Fig.6 Test procedure of residual stress
3 測試結果和分析
3.1 第4道焊接后應力檢測結果
第4道焊縫焊后接頭正面和背面的縱向殘余應力如圖7所示,靠近焊縫的測點為正的拉應力,隨著與焊縫中心距離的增加,轉變為壓應力。
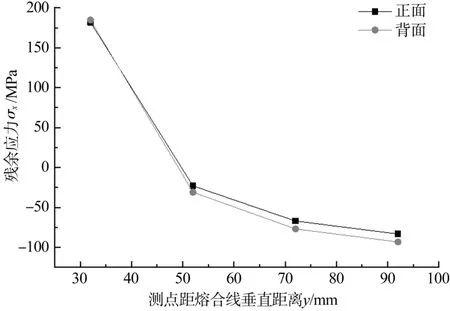
圖7 第4道焊后縱向殘余應力Fig.7 Longitudinal residual stress after pass of the 4th welding
正面σx拉應力峰值為182 MPa,位于y=32mm處,σx最大壓應力為-83MPa,出現在y=92mm位置附近。小孔法測得背面應力分布與正面相似,對應位置點的應力值相近,拉應力峰值為185MPa,出現在y=32mm處,壓應力峰值為-90MPa,位于y=92mm附近。焊接熱源對試板的局部加熱,使得近焊縫的中心區域受熱膨脹,兩端低溫母材限制其自由變形從而使其產生壓縮塑性變形,焊縫附近的壓縮塑性變形區在冷卻后不能恢復到原來尺寸,兩側母材為限制其受收縮而產生拉應力。距離焊縫中心較遠區域,受熱膨脹或冷卻收縮均為彈性變形,冷卻后可恢復到原尺寸,此時因焊縫中心收縮區域作用,而受殘余壓應力,距離焊縫中心越遠,殘余壓應力越大。
第4道焊縫焊后接頭正面和背面的橫向殘余應力如圖8所示,其中小孔法測得σy均為正的殘余拉應力,垂直于焊縫方向距焊縫中心越遠,拉應力值越小。

圖8 第4道焊后橫向殘余應力Fig.8 T ransverse residual stress after pass of the 4th welding
正面 σy峰值為160 MPa,在 y=32 mm 處;σy最低值為36 MPa,在y=92 mm處。小孔法測得背面σy分布與正面相似,對應位置點的應力值相近。σy峰值為152 MPa,出現在y=32mm處;σy最低值為45MPa,位于y=92mm處。
第4道焊縫焊后小孔法測得殘余應力,σx峰值大于σy峰值,且同一個測試點的σx大于σy。
3.2 第8道焊接后應力檢測結果
第8道焊縫焊后接頭正面和背面的橫向殘余應力如圖9所示,靠近焊縫的測點為正的拉應力,其余測點均為壓應力。

圖9 第8道焊后縱向殘余應力Fig.9 Longitudinal residual stress after pass of the 8th welding
正面σx拉應力峰值為143MPa,位于y=32mm附近;σx壓應力峰值為-89MPa,位于距焊縫最遠的y=92mm附近;背面σx拉應力峰值為192MPa,位于y=32mm處;σx壓應力峰值為-82MPa,位于y=92mm處。試板對應點的正面和背面殘余應力分布相近,應力峰值位于上背面的對應測試位置。
第8道焊縫焊后接頭正面和背面的橫向殘余應力如圖10所示,σy均為正的殘余拉應力,垂直于焊縫方向距焊縫中心越遠,拉應力值越小。

圖10 第8道焊后橫向殘余應力Fig.10 Transverse residual stress after pass of the 8th welding
正面σy峰值為134MPa,位于y=32mm處;σy最低值為91MPa,在y=92mm處;其中y=52mm位置處σy也達到124MPa。背面σy分布與正面相似,對應點應力值相近。σy峰值為179MPa,同樣出現在y=32mm處;σy最低值95MPa,位于y=92mm處;橫向應力在垂直于焊縫的方向的最遠測點上仍處于較高水平。
第8道焊后小孔法測得殘余應力結果,σx峰值大于σy峰值,且同一個測試點σx普遍大于σy。
3.3 第12道焊接后應力檢測結果
第12道焊縫焊后接頭正面和背面的縱向殘余應力如圖11所示,靠近焊縫一側的測點為正的拉應力,向母材一端方向發展的應力轉變為壓應力。
σx拉應力峰值為521MPa,出現在y=0mm附近的焊縫中心線附近,高于母材的最低抗拉強度335MPa。其原因是:焊縫中心金屬熔合比低,填充金屬的屈服強度最低為420MPa,為限制該位置的收縮變形,殘余拉應力需超過該區域金屬的屈服強度;也可能是熔合線位置在多層多道焊的影響下不斷加熱和冷卻,產生塑性變形,使材料處于塑性強化狀態,殘余應力相應增大。
熔合區距焊縫中心約12mm,σx=426MPa,殘余應力仍處于較高水平,向母材方向,縱向殘余應力整體上逐漸減小,y=52mm處出現殘余壓應力為-120MPa,y=72mm 時,σx=-142MPa。y=92mm時,σx=-80MPa。因為焊縫中心的壓縮塑性變形區在冷卻后受拉應力作用,對兩端母材產生壓應力,向母材方向某位置存在峰值壓應力。
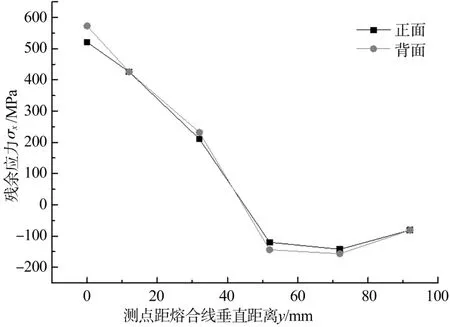
圖11 第12道焊縫焊后縱向殘余應力Fig.11 Longitudinal residual stress after pass of the 12th welding
接頭背面殘余應力同樣呈現此特征,背面σx拉應力峰值為573MPa,出現在焊縫中心附近即y=0mm處,且向母材方向拉應力逐漸減小至y=32mm處的233MPa。繼續向母材方向則轉變為殘余壓應力,y=92mm 時,σx=-82MPa。
第12道焊縫焊后接頭正面和背面的橫向殘余應力如圖12所示。σy均為正的殘余拉應力,整體上垂直于焊縫方向,距焊縫中心越遠,拉應力值越小。
正面σy峰值為y=0mm處的208MPa,向母材方向σy逐漸減小,在y=92mm處σy=100MPa。小孔法測得背面橫向應力值略高于正面,應力分布特征與正面相同。在焊縫中心區域附近,測得最大殘余拉應力σy=229MPa,距焊縫中心最遠位置點σy=100MPa。
4 結論
(1)板厚40 mm坡口形式為X型的平板對接接頭,縱向殘余應力在焊縫中心附近表現為殘余拉應力峰值區,向母材方向逐漸減小,在遠離焊縫中心的母材上的測點為殘余壓應力。隨著焊道數量的增多,縱向殘余應力峰值呈增大趨勢,最大縱向殘余拉應力約為573MPa,出現在全部12道焊接后的焊縫中心附近。
(2)平板對接接頭橫向殘余應力在焊縫中心附近區域向母材一端,由峰值殘余拉應力逐漸減小至接近零應力狀態。同一位置點橫向殘余應力小于縱向殘余應力。全部12道焊縫焊后最大橫向殘余應力為229MPa。
(3)平板對接接頭正面和背面殘余應力分布特征相同,應力值相近。

圖12 第12道焊后橫向殘余應力Fig.12 Transverse residual stress after pass of the 12th welding
[1]王承煦,張源.風力發電[M].北京:中國電力出版社,2002.
[2]W.QIAO,X.YANG,X.GONG.Wind Speed and Rotor Position Sensorless Control for Direct-Drive PMGWind Turbines[J].IEEE Transactions on Industry Applications,2012,48(1):3-11.
[3]田錫唐.焊接結構[M].北京:機械工業出版社,1981.
[4]宋天民.焊接殘余應力的產生與消除[M].北京:中國石化出版社,2006.
[5]米谷茂.殘余應力的產生和對策[M].朱荊璞,邵合孟 譯.北京:機械工業出版社,1983.
[6]ASCE Committee on Fatigue and Fracture Reliability of the Committee on Structure Safety and Reliability of the Structure Division,Fatigue Reliability[J].Journal of Structural Engineering,1982,108(1):3-38.
[7]D Radaj,C M Sonsino,W Fricke.Recent developments in local concepts of fatigue assessmentofwelded joints[J].International Journal of Fatigue,2009,31(1):2-11.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
