機器人在鑄件自動打磨工藝中的應用
2018-06-08 03:47:40王伏銀吳來發尹化保
中國鑄造裝備與技術 2018年3期
王伏銀,吳來發,尹化保
(安徽合力股份有限公司合肥鑄鍛廠,安徽合肥 230601)
目前,鑄造行業內鑄件的打磨基本為人工或半機械打磨,勞動強度高、灰塵和噪聲大、安全系數低,還存在招工難問題,不利于企業和行業的智能化、自動化和安全環保的發展。
我廠鑄造的橋體類鑄件產量大、品種多、產品表面質量要求高。人工打磨效率不高,打磨成本巨大,灰塵、鐵屑和廢舊砂輪處理困難,橋體表面質量不統一,極為影響我廠作為鑄造行業龍頭企業的形象,不符合我廠安全環保和節能降耗的需求,更不利于企業自動化和智能化的推進。
針對我廠的批量較大的叉車橋殼鑄件產品,我們設計了一套自動打磨系統設備,很好的解決了打磨工序的瓶頸。
1 設計方案
為解決上述問題,我們為企業量身設計了一套自動化打磨的系統方案,從打磨工藝方案與設計、裝夾工藝技術及輸送循環設計、磨具的試驗與設計、除塵系統的設計與制造、廢料集聚排出、整體安全生產等進行了全面系統和深入實際的研究。截止日前,機器人自動打磨項目中研究開發出的成套關鍵技術,能夠很好地應用于復雜鑄鐵件的打磨生產工藝,生產效率大幅提高,環境顯著改善,生產過程穩定,產品質量優良。
2 自動打磨系統的設備組成及工作原理
自動化打磨系統主要配置有以下設備:機器人(含機械臂、電主軸、打磨刀具庫)、工裝夾具、輸送系統(雙層輸送輥道)、除塵系統、排屑系統等,該系統布置圖如圖1所示。
2.1 機器人系統
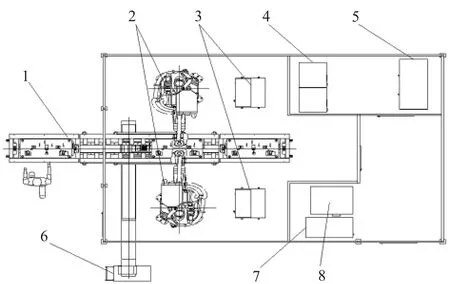
圖1 自動化打磨系統布置圖
本方案選擇的機器人為德國庫卡的兩套210kg六軸聯動機器人,系統主要由機器人、柔性電主軸、打磨刀具、刀庫、激光檢測系統等組成。機器人為該自動化打磨系統的主體設備,其位于打磨工裝的兩邊,通過機器人機械臂上的機械手從刀庫抓取不同的打磨刀具對工件實現自動打磨,并完成統計功能。機器人的動作始終貫穿于整個自動化打磨系統的各個生產步驟中,六軸均使用伺服電機和減速機驅動,動作精準到位,具有結構緊湊、重復定位精度高、反應靈敏等特點。
對該機器人打磨系統應用的設計重點和難點在于工件的固定工裝的設計,因工件在所有六個面均需要進行打磨,為提高效率,使得一次裝夾就可打磨完整個工件,我們設計了特殊的液壓工裝,抬高工件,并在機械手上配置視覺掃描以檢測工裝定位的準確。設計的工裝采用液壓自動夾緊及自動保壓、泄壓系統。項目前期設計的夾具是人工完成鑄件的裝夾,不僅存在定位誤差,影響鑄件的打磨質量,且夾具更換時還需拆卸油管,管路很多,現場不潔凈。后采用保壓夾具,油路通過保壓夾頭相連,系統可自動夾緊,上料后自動保壓、下料時自動泄壓。更換夾具時無需拆卸油管,操作簡單方便,現場非常整潔。工裝結構見圖2、3。
為使打磨時的剛性得以提高,并保護輸送系統,我們設計了液壓升降系統,使得打磨前,整體的工件、工裝整體抬高,脫離輸送輥道。打磨時的剛性得以確保。
機器人打磨軌跡設定補償點,可根據打磨情況實時修改參數,調整打磨參數,充分保證打磨質量。
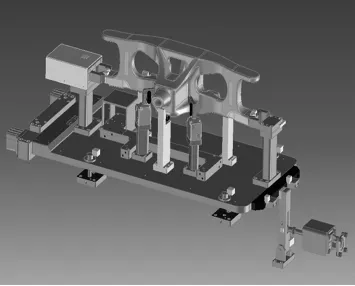
圖2 轉向橋工裝
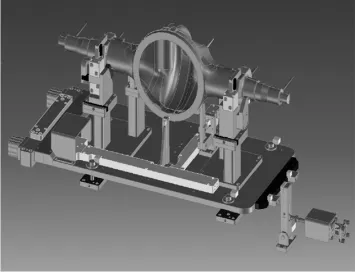
圖3 驅動橋工裝
機器人機械手設計采用柔性電主軸系統。柔性主軸系統的采用,保證了主軸的使用壽命,避免因工件差異等非設備因素造成的損失。針對鑄件不同位置的打磨情況,將打磨軌跡分段,不同的位置調用不同的柔性氣壓值。還可根據刀具使用情況和打磨質量,實時修改柔性氣壓值。在充分發揮刀具的最大使用壽命的同時,保證鑄件表面的打磨質量,且對電主軸不造成任何損傷。柔性主軸見圖4,打磨量補償界面見圖5。

圖4 柔性電主軸
冷卻器使得主軸的連續高速運轉熱量得以散發,整個設備可以24小時工作。
2.2 輸送系統
輸送系統由雙層輥道及兩端的液壓升降臺組成。整個輸送系統形成一個閉環的循環系統。操作人員在同一個位置上下工件,上件后整個輸送系統自動運轉。另外當工人上下工件時,打磨工位正在打磨,節省了時間,單件打磨時間由人工的約9分鐘/件減少為約3分鐘/件。3分鐘也是整個自動打磨系統的節拍時間。
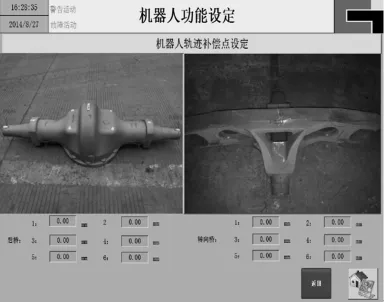
圖5 手動補償界面
前期設計的方案是由兩個操作人員完成鑄件打磨,一個人從上料臺上料,另一個人從下料臺下料。后根據鑄件打磨節拍分析,采用雙層輥道,即只需一個操作人員在同一個位置完成鑄件的上、下料,節約了人工成本,且生產節拍飽滿,鑄件上、下料時間和機器人打磨節拍吻合。
2.3 除塵系統
因為整體自動打磨系統的打磨工況產生較多的廢鐵屑及灰塵,我們設計了設備下部抽風的除塵系統。除塵系統由長袋脈沖低阻袋除塵器、風機、儲氣罐、風管、控制柜等組成。
能滿足除塵風量為15000m3/小時的要求,所有風管的聯接在工程內。考慮打磨工位含細鐵屑,選取風速控制在1.1m/min以內,除塵設備過濾面積260m2。并將主體設備安裝在車間外部,使得整體打磨室體內的環境得以凈化。
2.4 排屑系統
為使打磨產生的較大顆粒和廢屑能較為方便的收集和搬運,我們設計了磁性排屑器。下部伸至打磨區域的下部,并設計收集板將區域廢屑收集掉落至排屑器上,經過排屑器自動輸送至廢屑料斗車內。使得室體內部的打磨廢料收集更加的方便、簡潔。并且不影響主體設備的連續運行。
2.5 整個自動打磨系統的工藝流程
機器人自動打磨鑄件工藝流程:升降臺1上件——液壓夾具自動夾緊工件——夾緊從上層輥道滾動至打磨工位——夾具落下(升降臺1同時落下)——激光自動檢測——機器人抓取磨頭打磨——夾具上升——夾具滾動至升降臺2——升降臺2落下——夾具從下層輥道返回升降臺1——升降臺1上升——下件完成。
3 機器人的動作和功能
機器人機械手電主軸得到指令從“零位”出發,經抓取刀具、打磨、換刀具、打磨、換刀具、打磨、換刀具、打磨、回到“零位”為一個運動周期,正常情況為(不包括故障等意外情況)一個循環周期,約3min,遠遠低于人工打磨的約9min。具體動作和功能如圖6流程圖所示。圖7為打磨前后的鑄件照片圖。
4 結論
該車間使用此套設備后,原來成為工序瓶頸的橋殼打磨任務,得以很好的解決了,單臺設備目前安裝三班不停機生產。可減少勞動力約4人左右。另外,產品的外觀質量、一致性得以較大提高,為下道精加工工序的工件自動裝夾提供了必要的條件。
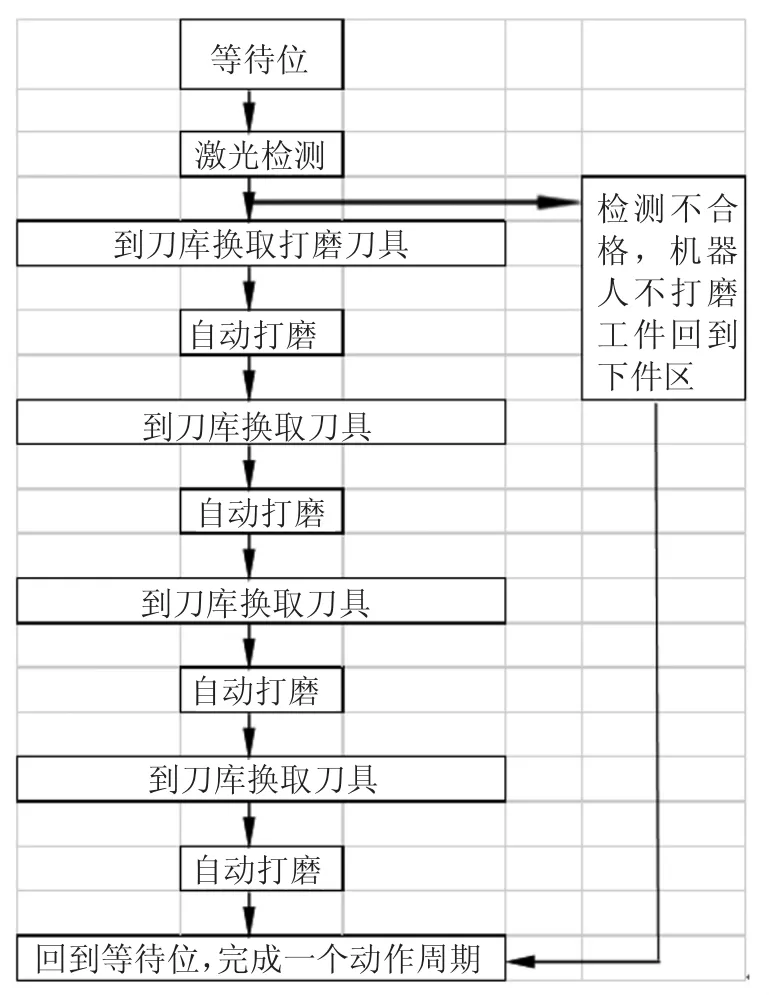
圖6 機器人動作流程圖

圖7 橋殼打磨前(上)后(下)
機器人自動打磨橋類鑄件技術的成功運用,為我廠的鑄件打磨工序帶來了新的方向,也為機器人在鑄件打磨行業的推進開啟了成功的一步,為我廠的綠色鑄造、智能鑄造的實施進行了大膽的探索。
[1] 張福學.機器人技術及應用[M].北京:電子工業出版社,2000.
[2] 郭洪紅.工業機器人技術[M].西安:西安電子科技大學出版社,2003.
[3] 季翠芳,羿應財.機器人在自動化上下料系統中的應用 [J].機械工程師,2013(10):136-138.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17