ENSHU臥式加工中心工件測量系統故障排除*
2018-06-02 06:48:28溫承欽
制造技術與機床 2018年5期
溫承欽 張 睿
(重慶公共運輸職業學院,重慶 402247)
筆者集團公司某工廠發動機缸體和缸蓋等加工設備以ENSHU臥式加工中心為主,為改善工藝,提高質量、精度和生產效率,降低生產成本,降低廢品率,增加利潤,對工廠內的一部分ENSHU臥式加工中心匹配安裝了MARPOSS工件測量系統。尤其是2車間全部應用MARPOSS產品。然而2015年7月至2016年3月,MARPOSS工件測量系統硬件探針測頭等故障46次,這些故障造成設備停機時間長達194 h,平均故障修復時間4.2 h,嚴重影響現場設備的開動率和經濟效益。對這些停機進行簡單統計分類,其中直接硬件問題引起停機:由于發射器等硬件不良引起停機26次,共136 h,占探針測頭總停機時間的72%;分別為發射器不良引起停機16次,測頭不良引起停機7次,探針松動停機3次。與加工工藝其他相關因素引起停機:由于機床本身變化(如A、B軸間隙不良)導致探針測量報警停機7次,共40 h,占探針測頭總停機時間的20%。由于故障的停機給工廠帶來巨大的損失,本文就出現的故障及可能存在的故障進行分析探討,采取有效措施,減少了故障及停機時間。
1 MARPOSS工件測量系統硬件組成與原理
工廠內的MARPOSS探針,主要有L形探針和直線型探針,下面以直線型探針為例闡述探針組成及測量原理。 在典型的應用中,直線型探針主要由發射器(WRP)、測頭(T25/TT25)、加長桿、測桿、接收器(WRI)、紅外遙控器等組成,如圖1、2。

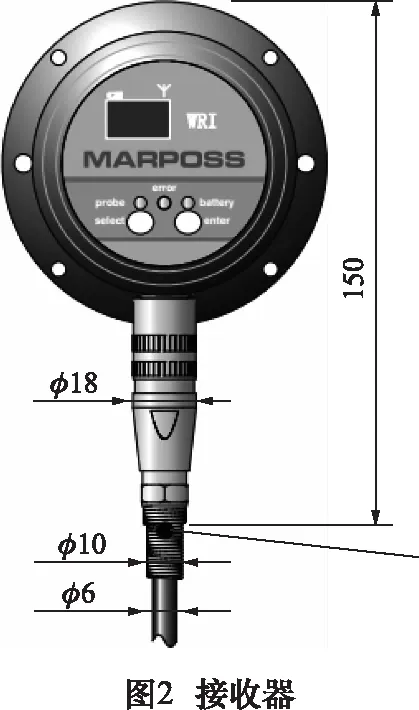
工作原理:探針測量桿接觸工件觸發T25/TT25(微動開關)產生變化的信號,通過發射器WRP傳送給接收器,接收器再傳送給機床NC控制器[1]計算出工件坐標與尺寸。具體執行:當探針測量桿接觸到工件時,探針會有信號變化,接收器接收到變化的信號后,將信號直接傳遞給NC(SKIP信號,屬于高速信號HDI,探針接收器線直接接到NC的JA40上),屬于G31的外部觸發信號;G31是跳轉指令,通常只用于測量功能,需要外部輸入信號,輸入信號的地址是X4.7;跳轉信號接通時的坐標值被存儲在用戶宏程序#5061~#5064 (分別對應X、Y、Z、第4軸)中;NC利用探針觸發時存儲記錄的坐標值[2],完成工件相關尺寸的計算。
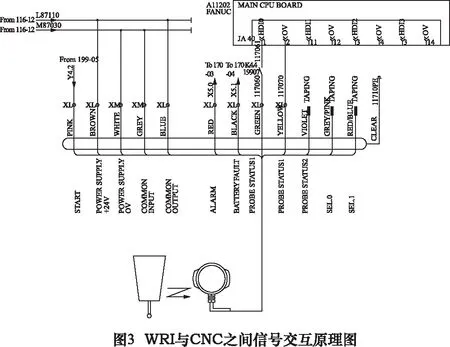
WRI與CNC之間信號交互:CNC為WRI提供電源、啟動信號并接收WRI發出的錯誤信號、電量預警信號及測量過程中產生的SKIP信號,如圖3。
2 運行中出現的典型故障及問題解決
2.1 直接硬件故障引起停機
2.1.1 發射器故障原因及解決方案
發射器故障現象、原因及采取措施見表1。
2.1.2 測頭故障原因及解決方案
T25/TT25測頭故障原因:由于使用頻繁導致電阻值增加,測量不靈敏。措施:測量其阻值,進行預判,正常阻值范圍為2~6 Ω[3]。
PLUG測頭故障原因:傳感器靈敏度下降,導致測量不準確。電池盒蓋太松,致使電池接觸不良,測頭連接超時。措施:在電池安裝處增加海綿,減小電池晃動量。
2.1.3 探針松動原因及解決方案
故障原因:探針各連接處安裝力矩不明確、不規范。措施:明確安裝力矩要求,使用扭矩扳手復緊;容易松動處用螺紋膠進行緊固[4]。
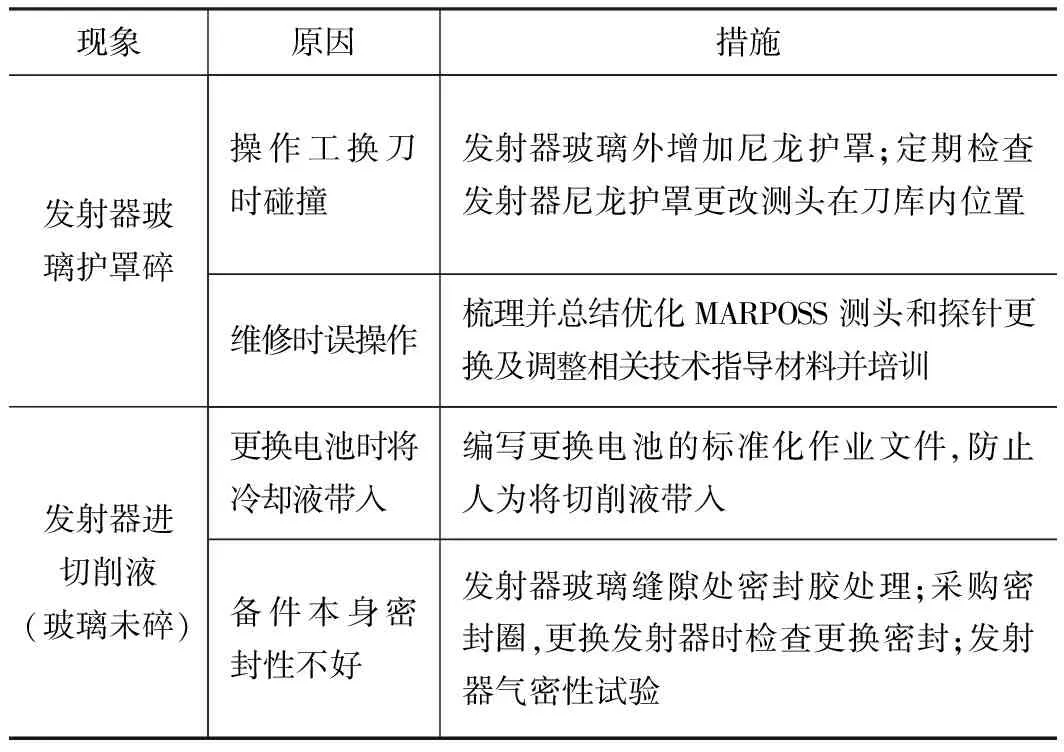
表1
2.2 與加工工藝相關因素引起停機
主要集中在BBLKOP60AB、BHDOP110B。原因:由于在加工工藝尺寸里,對如何應用探針測量的認識不足,誤認為探針硬件有問題,進而更換各硬件(如發射器、T25、接收器、電纜等),造成多次長時間停機。其根本原因是B軸A軸渦輪蝸桿間隙過大[5],誤認為探針測量不準確。措施:增加探針防錯報警,即探針測MASTER值與最初設定值比較,超過工差設備報警;增加B軸旋轉程序,加工前,B軸先旋轉15°,再轉回到0°;增加A軸旋轉程序,加工前,A軸先旋轉超過5°,再轉回到5°;探針重復測量精度驗證及伺服誤差跟蹤。
3 維修人員維修過程中存在的問題及對策
3.1 問題
(1)探針狀態判斷困難。
(2)探針更換過程順序需要進一步細化。
(3)打跳動、垂直度、刀補具體要求不明確。
(4)電池消耗過快。
(5)發射器進液。
(6)玻璃破碎。
3.2 對策
(1)遵循由簡單到復雜排故原則,對探針狀態是否良好進行判斷:探針外觀檢查:各連接有無松動、發射器是否進液、玻璃護罩是否完好、發射器接收器的LED指示燈狀態、利用M46 M47指令判斷發射器與接收器通訊是否正常;清理探針、POT、主軸端面、MASTER,重新G279校零,重新測量;工件重復性測量驗證:同一工件反復上料、夾具夾緊松開,測量10遍,觀察測量極差;T25/TT25測量電阻值[6],正常范圍為2~12 Ω。
(2)探針維修過程細化
更換發射器WRP:解除配對→拆裝(更換密封)→配對→更新序列號→調跳動、垂直度、打刀補→校零→密封膠密封→空運轉→加工驗證[7]。
例:更換WRP,組裝完直接去打跳動、垂直度、刀補,若無法進行配對,再次更換WRP,這樣就增加了維修時間[8]。
更換T25、TT25、加長桿、探針:拆裝(更換密封)→調跳動、垂直度、打刀補→校零→密封膠密封→空運轉→加工驗證
(3)打跳動、垂直度、刀補具體要求
探針的跳動、垂直度、刀補值對探針的測量精度有很大影響。當更換探針發射器、T25/TT25、加長桿、測量桿時,需要重新打跳動、垂直度、刀補值。
打刀補、垂直度、跳動順序:先調整跳動,再打垂直度,最后去刀具打刀補值。具體要求如表2。

直線型探針L型探針打刀補位置測量桿紅寶石頂端測量桿紅寶石中心位置垂直度要求N/A<0.05 mm打跳動位置測量桿紅寶石T25/TT25金屬外殼跳動要求<0.05 mm<0.05 mm發射器頂絲頂絲分兩類,易混。斜頂絲4個:緊固頂緊;直頂絲4個:調整跳動頂絲分兩類,易混。斜頂絲4個:緊固頂緊;直頂絲4個:調整跳動
(4)電池消耗快:PTII選取5臺設備,統一更換電池,后續跟蹤記錄3次。
(5)發射器進液:在發射器外面涂密封膠;更換電池時,吹干電池蓋殘液;探針密封性檢測。
(6)發射器玻璃碎:更改測頭在刀庫內位置;在發射器外面增加尼龍護罩。
4 結語
通過工廠內的MARPOSS工件測量系統硬件組成原理進行研究,針對其出現過的問題進行統計分析、識別,結合工廠實踐及自身水平采取相應措施,使故障得到有效控制,工廠內幾百套MARPOSS工件測量系統硬件部分平均故障修復時間MTTR下降到小于3.5 h,故障停機時間同比下降27 h,備件費用同比下降40%。
[1]張靖靖,王福元.整體葉輪數控電解加工在線測量系統設計[J]. 制造業自動化,2017,39(2):52-56.
[2]梁海澄.基于無線技術的數控機床在機測量系統探究[J]. 科技展望, 2015(23):113.
[3]王子龍,盧紅,吳強,等.一種非接觸式的精密主軸回轉誤差測量系統[J]. 湖北工業大學學報,2014(5):26-29,42.
[4]張凱.加工中心工件測量系統在FANUC中的應用[J]. 機械工人:冷加工,2012(15):78-79.
[5]馬躍,曲淑娜,周源.精密加工中心主軸熱誤差測量技術的研究[J]. 組合機床與自動化加工技術,2011(9):47-50.
[6]孫宏強,楊梅,岳彥芳.基于加工中心的在機測量系統[J]. 制造技術與機床,2010(2):117-119.
[7]盧國綱.廣泛用于機床行業的SONY位移測量系統[J]. 機械工人:冷加工,2008(6):18-19.
[8]王彪,史文彬.加工中心在線測量的系統連接[J]. 組合機床與自動化加工技術,2007(4):45-47,51.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
汽車維護與修理(2016年10期)2016-07-10 08:17:41
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
