機械加工中工件變形原因與預防措施
2018-06-01 06:55:33田建忠
機械管理開發 2018年5期
關鍵詞:變形
田建忠
(太原機車車輛配件廠開發部, 山西 太原 030003)
引言
機械加工中的工件變形是造成成品率下降的關鍵因素,也是困擾加工制造業的難題之一。為了避免或減小這種由變形因素對產品質量帶來的不利影響,更好地滿足產品的使用要求,有必要針對加工過程中造成工件變形的原因進行深入細致的分析,在此基礎上提出有效的預防措施。
1 機械加工時造成工件變形的原因分析
1.1 工件的材質和結構[1]
工件的材質選擇對機械加工時的變形量有直接的關系。當選擇強度高、塑性好的材質進行加工時,就可以有效地克服加工時產生的各種應力和變形,反之工件因材質強度不足,無法抵抗加工過程中施加的外力,就會造成工件變形,從而產生廢品。
工件的結構設計也會給加工時的變形帶來不利影響。當結構壁厚不均勻,過渡圓角和截面突變加之制造工藝設計不合理時,就會造成加工后的應力集中,一旦去除外力,就會使加工后的工件產生變形。
1.2 工件裝夾
工件在裝夾過程中,由于定位面和夾緊點選擇不當會造成工件的變形,甚至報廢,特別是當夾緊力超出工件抵抗變形的能力時,就會使工件在未加工前就造成嚴重的變形。
1.3 工件加工[2]
工件加工時,由于刀具和切削表面的劇烈摩擦,會產生大量的熱能,這種熱能傳導到工件表面就會引起熱應力,如果工件的強度不足,加工過程中刀具對工件的抗力也會使工件承受較大的附加力,如果再加上刀具磨鈍沒有及時刃磨,這種抗力給工件帶來的不利影響會更加明顯。
1.4 應力釋放
工件在加工前,其內部組織處于一種平衡狀態,因此外形尺寸相對穩定,加工過程中,由于各種不利因素對工件附加了許多內應力,因此加工完畢后,這種內應力引起的工件內部結構不平衡必然要釋放出來,從而使工件產生了變形。
1.5 熱處理[3]
某些工件在加工過程中或加工完畢后需要進行熱處理,這就要求對工件進行加熱、保溫、冷卻等工藝流程,使得工件在熱處理后產生不同程度的變形,特別是當結構工藝性不好,工件截面產生驟變的地方變形會更為明顯。
實驗表明,各種不利因素分別作用于同一產品時對機械加工變形造成的影響如圖1所示。

圖1 各種不利因素分別作用于同一產品時對變形造成的影響
2 預防工件變形的措施[4]
工件在機械加工過程中產生的各種變形原因很多,變形機理也很復雜,有些變形不可避免,有些變形通過采取有效措施后可以得到遏制或消除,因此應針對不同情況采取相應的措施減小工件變形。
2.1 選擇合理的材質與結構
合理的材質選擇對確保工件的正確使用有著很大的關系,所以工件在材質選擇時應充分考慮其使用特點和應用場合,特別是受力大、易變形的工件,應選擇強度和抗沖擊韌性偏高的各種合金鋼,提高加工過程中的抗變形能力,以滿足其使用要求。在產品設計時,應特別注意結構的優化組合和制造工藝的合理性,防止因結構原因造成加工時的變形。對有些大型的鑄、鍛件還應進行時效處理,待內部應力完全釋放后再進行加工。
2.2 選擇合理裝夾方式
工件裝夾的正確與否,對加工后的變形有很大的關系,選擇定位面時,應重點考慮基準重合原則,盡量選擇接觸面較大的工作面作為定位面,以增加其穩定性和可靠性,其次夾緊點應盡可能與定位支撐點相對應,這樣可以使作用力和支撐力相互低消,不致使工件產生內應力,同時夾緊力的大小應適宜,以確保夾持可靠為前提,不要用力過大造成工件在未加工前就產生變形。夾緊過程中,還應注意夾持力的先后順序,對于回轉類零件,選擇軸向夾持則更為有利,特別是選擇可賬芯軸、彈性夾頭等自定心裝置,也是避免工件變形的有效途徑。
2.3 減小切削力
切削力對工件加工時的變形影響至關重要,選擇合理的刀具、充分的冷卻和切削用量是減少切削力的有效手段。刀具應保持鋒利、耐磨,刀具結構和刃磨角度應合理,避免因讓刀現象使工件產生變形。加工時對切削部位進行充分冷卻,不但可以帶走大量因切削加工引起的熱能,減少對工件的熱傳導作用,還可以提高刀具的耐用度和加工表面的質量。加工時應針對工件的結構特點選擇合理的切削參數。為了提高效率,在粗加工階段可以采用較大的切削用量,待精加工階段,不宜使用大的吃刀量和進給速度。加工過程中刀具與工件摩擦產生的熱量如不能及時排除將會使工件產生變形,因此選擇高速切削加工,可以使切屑在較短時間內被切除掉,同時把大部分切削熱隨切屑帶走,從而減小了工件的熱變形。
2.4 減小內應力
工件加工時,由于金屬表面受到擠壓、摩擦等抗力,總會產生各種內應力,為了減少這種應力的產生,應盡量采取對稱加工方式,以抵消加工時應力的變化,使相對應的工作面產生均衡應力,達到一個相對穩定的狀態。對于關鍵部位的加工,可以先進行粗加工,等應力釋放后再進行精加工,對于某些壁薄或結構不對稱的零件,也可以在毛坯制造時采用反變形的手段,即在工件變形相反的方向預留出變形量,把加工時可能的變形因素考慮進去,待金屬加工后就會大大減小工件的變形。
2.5 其他措施
工件加工后的應力釋放如果不加以控制,就會任其發展變化造成嚴重的后果,如果采取一些強制性手段就可以減少這種變化,比如專用夾具的保護、振動時效的運用、矯正方法的采用均會使產品的變形量減小到最小值。
振動時效作為消除應力的新能源專用設備,近幾年來得到了很大的發展,采用振動時效(見圖2)可以有效去除工件內部的殘余應力,提高工件的抗疲勞強度,特別適合應用于大型組焊結構件的應力去除。
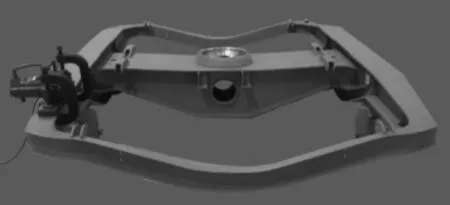
圖2 鐵路集裝箱車轉向架采用振動時效減小變形案例
3 結語
機械加工中的變形問題是困擾制造業多年的一個技術難題,需要在實踐中不斷摸索和總結,對于被實踐證明了的行之有效的措施要加以應用,并在應用過程中不斷完善,只要及時總結經驗教訓,有效調整工藝制造方案,就一定能減少或避免加工變形的產生,使產品質量更好地滿足使用要求。
[1] 王信義.機械制造工藝學[M].北京:北京理工大學出版社,2010.
[2] 于惠力,馮新敏.現代機械零部件設計手冊[M].北京:機械工業出版社,2013.
[3] 史美堂,金屬材料及熱處理[M].上海:上海科學技術出版社,1984.
[4] 機械零件加工中的變形與應對措施[M].重慶:重慶人民出版社,2011.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36