膜片彈簧參數設計與蓋總成性能的匹配和修正
2018-05-31 02:28:02崔芹芹
時代汽車 2018年2期
崔芹芹
河北滄州巨擎汽車配件有限公司 河北省滄州市 062461
1 膜片彈簧載荷受到其幾何參數微量變化特性曲線的變化趨勢
1.1 膜片彈簧的截錐高/材料厚度:Z=H/T
1.1.1 在R、r、L(對應結構示意圖1為l)、l(對應結構示意圖一為e)不變的條件下,材料的厚度T也不變改變膜片彈簧的內截錐高H/T時:(即H由大到小變化,Z同時也會由大變小大)的負荷曲線變化情況。
增加膜片當單獨改變膜片彈簧的內截錐高度H時:
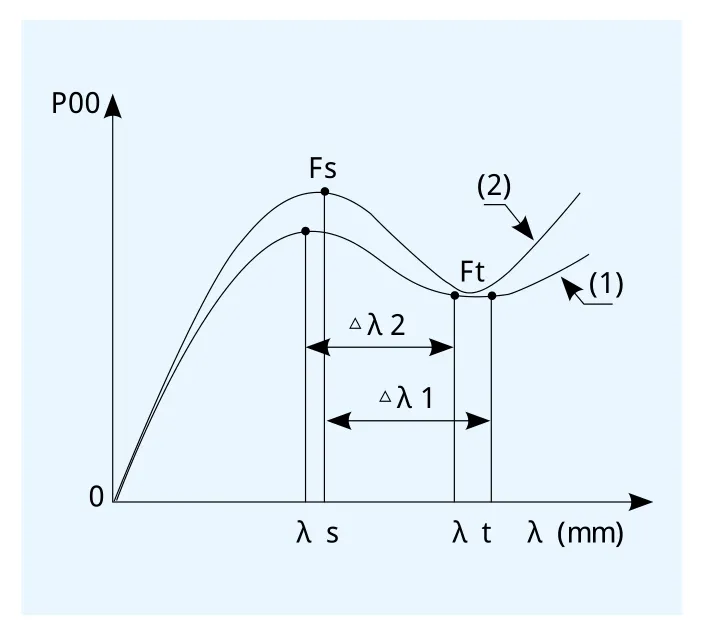
在材料厚度T不變的條件下,由于H的彈簧的載荷能力也隨著增加,并且峰值點向左偏移,當然采值點λb也相應向左偏移。膜片彈簧的內截錐高度的增加對于載荷能力的提高很明顯。例如,R=116、r=92、L=114、l=94、t=2.3;H由4.1mm增加到4.3mm;H增加0.2mm,Fs(峰值)增加≈8%~10%。當然膜片彈簧承載負荷—凸面窗口外沿危險截面Ⅰ點的徑向應力當量Δσd1也會增加4%~5%。當H的尺寸偏差ΔH≈0.05mm(H=4~5mm時),則ΔFs≯3%,Δσd1≯1.5%。Ⅰ點的應力當量也在微量變化。(見圖2)
1.1.2 單獨改變材料厚度T時:(見圖2)
R、r、L(對應結構示意圖1為l)、l(對應結構示意圖1為e)、H不變,僅僅改變材料厚度T值(Z=H/T),曲線趨勢圖說明,膜片彈簧在角度不變的情況下,材料越薄,承載能力越低,反之則增大;而且T越小,峰點越向左偏移。還是以1.1膜片彈簧的尺寸參數為例,T值每增加0.2mm,承載能力ΔF大約增加18~21%,Ⅰ點的徑向應力當量σd1的增加量Δσd1為7~9%,約為H影響的2倍。所以T的尺寸偏差應當控制在0.03mm左右(T=2~3mm 時)才能保證 ΔF變化量控制在≈3%,Δσd1≯1.5%。
1.2 內外徑比:C=R/r的影響
當R值增大或者 r的變小(曲線2),但是變化很小,L和l保持不變,曲線的前部分變化不大,峰值Fs和谷值Ft基本不變,說明R和r是結構因素而L和l是負荷因素,λs與λt的差值在減小。兩個谷值基本也沒有變化;但是曲線2的向上翹的曲率變大。但是增加R與r之間的差值,可以減少應力。R或者r每增加1mm,當量應力σd1減少3%。(實驗出于Φ255產品)(如圖3)(例如Φ230膜片尺寸外經產品)
1.3 大端支承半徑L(L≈R)與小端支承半徑l變化時對于變形曲線的影響
l值的增大,曲線右移,并且變平,Ft與Fs均減少,但Fs與Ft之間的變化很小,λs與λt的差值卻增加。仍以(圖1)的膜片彈簧為例,L與l之間的差值每增加1mm,Fs將下降5%左右,σd1將減小1~1.5%.(比R、r的影響小)(1)的外支承半徑L1小于(2)的外支承半徑L2,所以比(2)的承載能力大,曲線的峰值高于(2)峰、谷值之間的寬度小于(2),但是改變L值以后,(1)、(2)曲線形狀基本沒有改變,所以(1)、(2)峰、谷值之間的壓力差值幾乎相等(ΔFs≈ΔFt)。(如圖4、5)

圖2
1.4 支承面與接觸錐面合成摩擦力對于載荷能力F的影響
同時說明壓力進—回程曲線之間的差別。
膜片彈簧在受到載荷變形時由幾種不同類型的摩擦阻力:
(1)因彈性變形而產生的鋼材晶粒之間的內摩擦阻尼。
(2)膜片彈簧組合件(與蓋之間鉚合或者翻舌壓合)之間表面滑動而產生的摩擦阻尼。
(3)膜片彈簧組合件與上、下支承環之間表面滑動而產生的摩擦阻尼。
(4)膜片彈簧與壓盤支承刃(環)之間滑動的表面摩擦阻尼。
上述4種阻尼中,以(3)、(4)對于曲線的滯后值影響較大。(3)(4)阻尼摩支承面與支承點處的摩擦力對于膜片彈簧的加載和卸載時形成一個滯后回形曲線。(如圖6、7)
兩個摩擦阻尼產生的滯后回形曲線圖如圖:

圖4 碟形彈簧小端變化
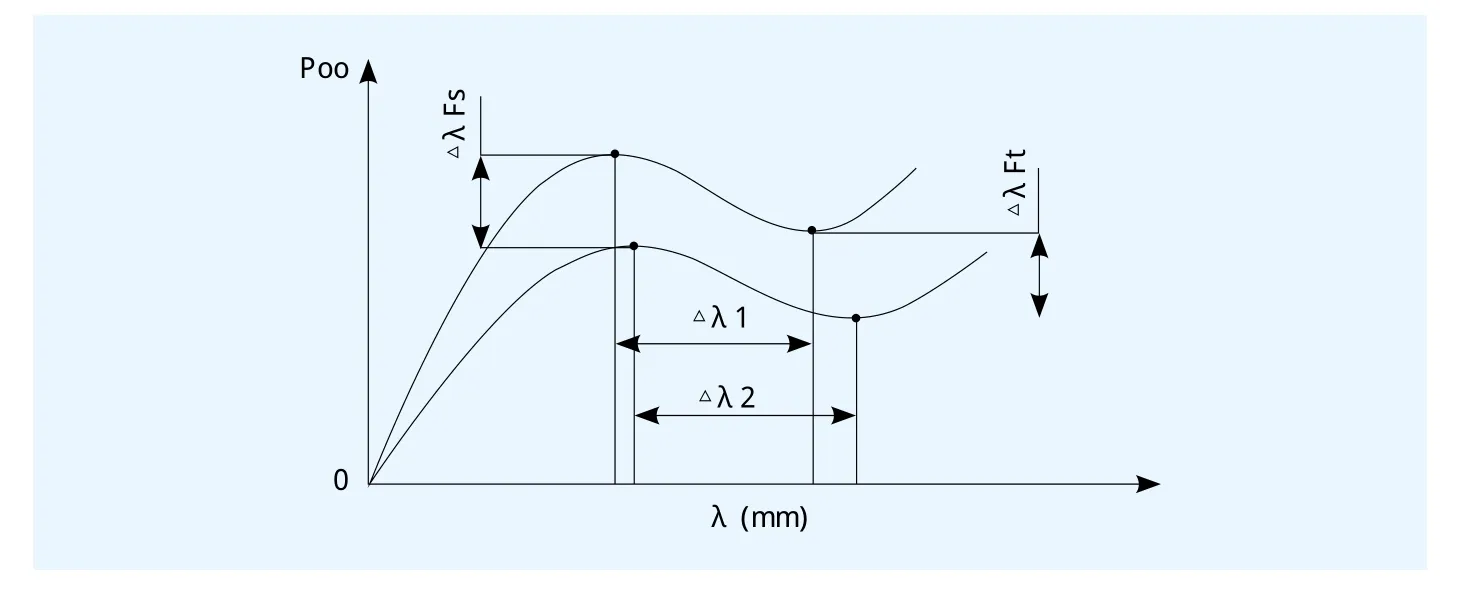
圖5

圖6
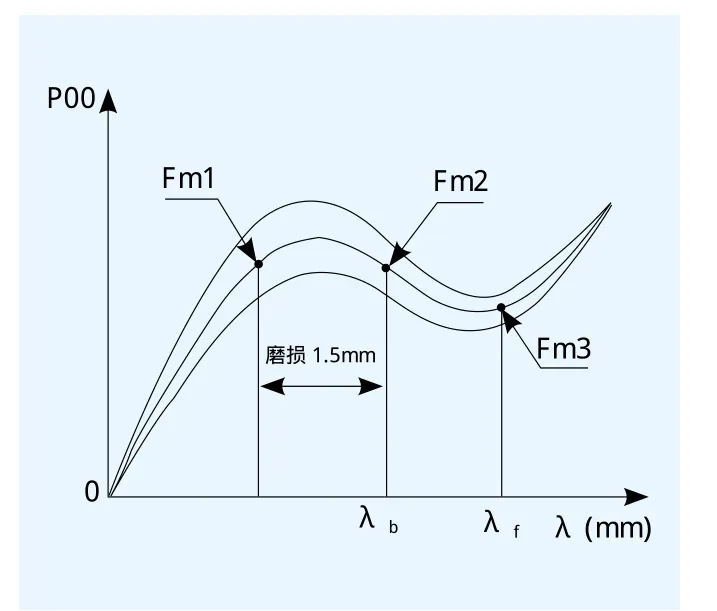
圖7
CA7220紅旗轎車膜片彈簧離合器負荷特性曲線。
考慮到在進-回程過程中的實際存在,所以在QC/T-27-2014離合器試驗標準和相關講義中,我們都可以看到膜片彈簧離合器負荷曲線采用進-回程曲線的幾何平均值,做為生產檢測中的負荷標準或者參考值。
國外某些知名企業早已采用“平均負荷”的概念應用于生產。所以在此建議:已經在試驗機中具備“中間值采樣功能”的離合器企業能考慮到當回程壓緊力超差時(一般指λb點的負荷Fb值少有偏低),能夠考慮到實際工況中該膜片彈簧(包括蓋總成)是可以使用的。反之也可以說明,國內大多數采用“回程壓緊力”的企業的產品,一般在使用工況中,都會壓緊力偏大,也會引起離合器踏板力“過沉”的質量投訴而引起退貨。(當然,由于國內的卡車產品使用中多半存在著超載情況,這樣會掩蓋了某些壓緊力過大的問題)。
1.5 探討膜片彈簧壓緊傳動式離合器蓋總成的壓緊力和分離力之間的關系
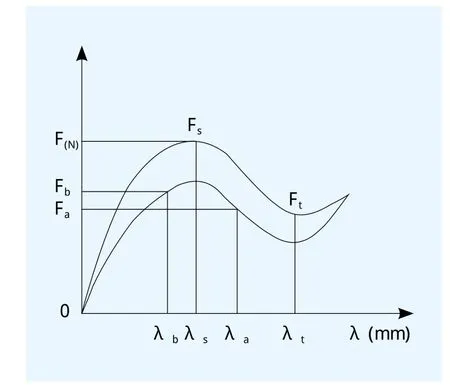
圖8
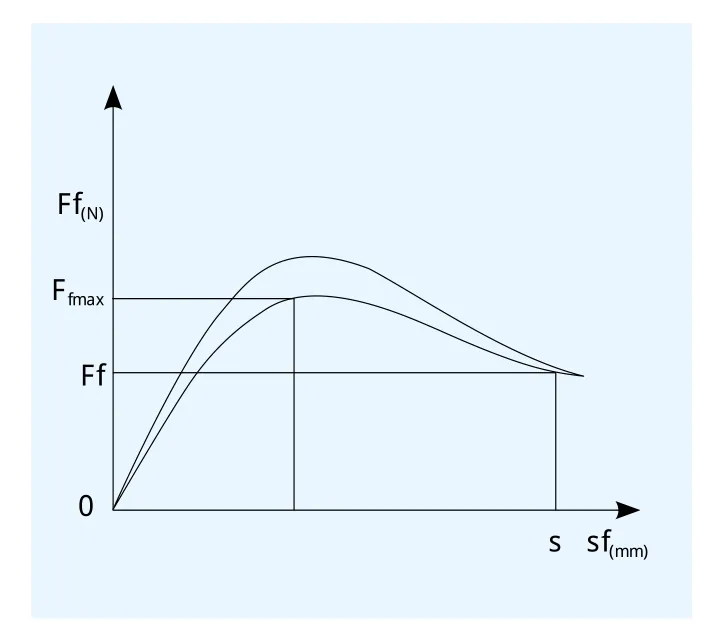
圖9
μ—泊松比,鋼材料取=0.3;
h—彈簧片厚,mm;
H—碟簧部分內截錐高,mm;
λ1—大端變形,mm;
R—碟簧部分外半徑(大端半徑),mm;
r—碟簧部分內半徑,mm;
L—膜片彈簧與壓盤接觸半徑,mm;
l—支承環平均直徑,mm;推式l=L'+A 、拉式l=L-A;
rp—分離力點到膜片彈簧中心的半徑,mm;
rf—為小端加載半徑(分離半徑)mm。
膜片彈簧小端分離軸承處作用有分離力P2時膜片彈簧壓盤接觸處的變形λ1和P2的關系
推式:
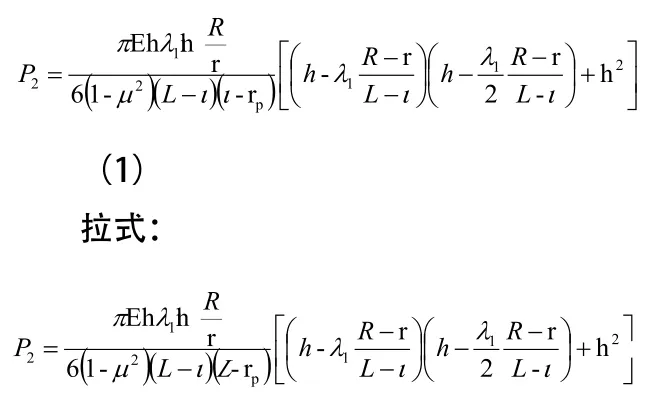
(2)
*** 可以看出,式(2)的分母中(L-rp)明顯大于式(1)中的(t-rp)。因此,若λ1一樣,拉式離合器的分離力P2要小于推式的。
本示意圖(圖11),為推式離合器蓋總成分離點的3個階段膜片彈簧與水平位置的傾角情況,實際上正常安裝狀態膜片彈簧即處近似水平位置,峰點在半程磨損量位置,磨損點在此指最大磨損位置,此狀態下膜片彈簧與水平比較所處的位置。拉式離合器蓋總成分離狀態與示意圖相反。
1.5.1 (從圖10)和推式及拉式離合器蓋總成的分離力計算公式中,不僅可以得出拉式離合器的分離力 要小于推式的結論,同時可以看出(L-l)對于分離力的影響,即(L-l)之間差值增大,分離力 會減小。也就是說即使在支承環位置不變的情況下,加大壓盤支承刃口直徑,使L值增加可以減少分離力 (但并不是簡單的杠桿比例之間的線性關系,僅此而已)。這個結論將可以支持本文第三份,關于修改壓盤刃口直徑不僅可以改變膜片彈簧的壓緊力,而且可以適當改變分離力的結論。
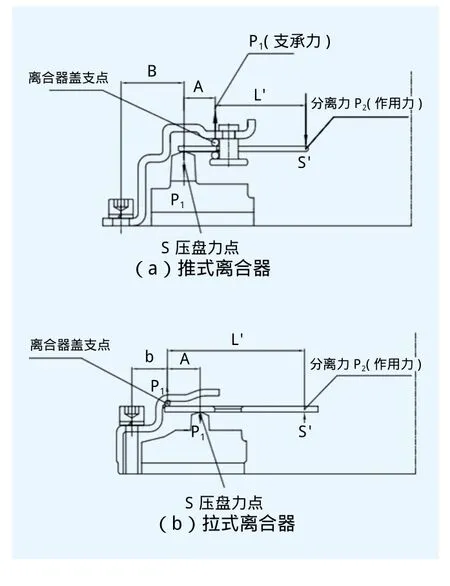
圖10 推式和拉式膜片彈簧力作用點位置對
1.5.2 (圖11)分別以簡支梁——杠桿的形式,畫出了膜片彈簧離合器在初始工作點A點(對應壓緊力Fa)、摩擦片磨損工作過程中,夾緊厚度減至大約設計磨損量的1/2時,即壓緊力達到膜片彈簧的峰值壓緊力時(S點對應壓緊力Fs)和摩擦片磨損至設計值的最小厚度(一般減至2.5~3.0mm)時(b點對應壓緊力Fb),三種狀態下,推式膜片彈簧所在位置與壓盤刃口支承平面的平行角度和其差值。
如前文關于膜片彈簧初始工作點的論述,一般設計取初始工作點在膜片彈簧壓緊力曲線的“拐點”,即大約是膜片彈簧處在“壓平點”(如圖中1);當摩擦片磨損至設計值的1/2時,分離指端將向上翹(圖中2,假設α=5°);當摩擦片磨損至極限時,分離指將上翹的角度更大(圖中3,假設α=10°)。
分離指平面到飛輪之間的距離為“安裝高度”,一般對離合器是有要求的。大型離合器中,螺旋彈簧壓緊式取H±1.5mm;膜片彈簧壓緊式取H±2~2.5mm,所以在設計蓋總成產品時對其使用中,分離指高度的變化趨勢(推式上翹,拉式下翻)和變化量要給予一定的考慮,以免影響到分離軸承行程的調整量限制。
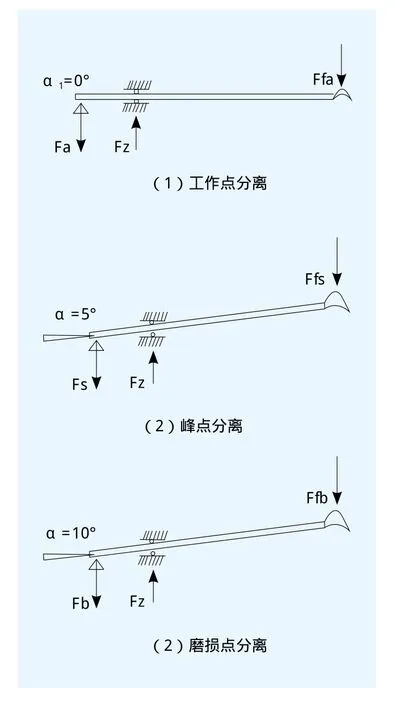
圖11
在摩擦片傳遞扭矩的過程中,離合器一直在做“離—合”動作,但是由于壓力點的向左偏移,壓緊力一直在由初始的較小的Fa值向較大的力值變化,當壓緊工作點到達峰值點的位置時,壓緊力變為最大值Fs,此時的分離力也達到最大值Ffmax;再向左偏移,壓緊力將減小,一直到達磨損點(b點)時,壓緊力趨于初始點(a點)壓緊力,分離力也與a點分離力相等,即Ffb≈Ffa。Ffa叫做分離點分離力,Ffb叫做磨損點分離力,Ffmax叫做最大分離力,一般對Ffa和Ffb的最大值有設計限制要求,對于最大分離力—Ffmax,一般和整車廠用戶協商,是否有要求由雙方議定(如圖8、圖9)。
應當可以從(圖11)去以簡單的近似杠桿傳動的原理來認識壓緊力和分離力之間的關系去考慮,壓緊力和分離力之差關系是:壓緊力大,分離力也會增加,反之會減少。
2 關于膜片彈簧離合器初始工作點的選擇原則
(1)人們都習慣性的認為λ1b點(工作點B的變形位移點)應當選在膜片彈簧的“壓平點“,也即是壓力特性曲線上升-下降的柺點。由于柺點之后的壓緊力曲線開始呈下降趨勢,所以一般來說,在B點要保證膜片彈簧有足夠的壓緊力,此時在壓盤作用處的軸向變形量取λ1b=(0.7~0.85)H。
(2)既要保證工作壓力,又要考慮到曲線的平滑變化和壓力升降的平順性,所以一般峰值比工作點的壓緊力增加值不可以選取的過大,一般以12 % 以內較好。這也就是為什么峰高-谷低的膜片彈簧特性曲線不好的原因。
(3)決定λ1b值時,要充分考慮到離合器蓋使用中在工作點壓力的作用下,會發生向上的變形量(一般在0.2~0.4mm左右)。蓋子的變形可以使工作點前移,所以λ1b取較大值,如取0.9或者接近1.0H(即接近或者等于壓平點的位移),但是工作中由于可能出現λ1b向左偏移,此時膜片彈簧仍然不會處在完全平的狀態,而是向上翹曲,分離指上凸,總成的安裝高度會加大。
3 蓋總成設計與膜片彈簧的性能參數匹配和修正
(1)在蓋總成的設計中,壓緊力、工作點、分離半徑、支承點(環)和壓盤支承刃口半徑、壓盤的支承面的高度和蓋子的支承內腔的安裝高度、蓋總成分離指的安裝高度等等,都應該是經過設計計算以后,再經過一輪或者幾輪的樣板生產、檢測、試車使用、修改設計才定型的產品圖紙,這是十分必要的。
(2)但是在此需要說明的是,即使是已經定型的產品,在國外知名的公司,為了達到出廠的產品壓力曲線的一致性,對于配套生產車輛蓋總成產品的批量產品其總成裝配的流程是這樣的:
A、生產或者采購壓緊力參數穩定的膜片彈簧
B、蓋子的生產在沖壓成型-沖孔后,再加入一道精整R角和較平精整工作平面(主要指安裝底面和內腔深度、平面度、平行度)的工序,必要時或者安排兩個安裝平面的精車工序。
C、壓盤粗車毛坯支承刃口和摩擦底面之間的高度,留有0.5~1.0mm精加工余量。
D、隨機抽取10片膜片彈簧,精加工10件不同尺寸的壓盤,進行裝配、參數檢測、總成性能調整。
E、最后按照合格品的壓盤高度參數精車整批壓盤,以保證總成參數的100%一致性。
膜片彈簧、蓋尺寸參數確定以后,壓盤支承高度的確定就保證了工作壓緊力和工作點的穩定。經驗告訴我們,對于中等尺寸的產品,壓盤支承半徑L向內縮小1mm,或者向外擴大1mm,壓緊力變動+/-0.5左右,這個變化量基本上可以滿足總成壓緊力的調整精度要求。當然,對于已經定型了的蓋、膜片彈簧的零件,其小端壓緊安裝(鉚接或者翻舌壓緊)點的半徑l是無法逐批改變的。
