大型鍛件工藝數據智能化處理與優化系統設計
2018-05-29 08:08:10劉凱泉王光明天津重型裝備工程研究有限公司
鍛造與沖壓 2018年7期
文/劉凱泉,王光明·天津重型裝備工程研究有限公司
大型鍛件傳統生產流程中普遍存在的問題是工程數據缺乏有效的歸納和整理,數據得不到有效的反饋,數據和經驗的流傳和共享性差。大型鍛件工藝數據智能化處理與優化系統能把更多與產品研發相關的數據集中到一起統一管理,最大限度地提高工藝設計效率和質量,保證工藝數據能得到準確反饋和及時修訂。
當前制造業競爭壓力越來越大,企業要想保持競爭優勢,需要在較短的時間內推出高質量、低成本的產品。目前制造業普遍存在的問題是工程數據缺乏有效的歸納和整理,數據和經驗流轉和共享性差。
大型鍛件生產的主要流程有產品研發、工藝審查、工藝規劃、工藝仿真、工藝發布、生產制造、結果反饋和工藝優化。在工藝規劃階段,鍛造工藝設計主要通過工藝人員查詢相關規范進行參數計算,并結合CAD軟件輔助來完成工藝文件的輸出。從形式來看,早已實現了工藝數字化,鍛造工藝設計的過程得到了一定程度的簡化。但從內容上來看,工藝知識的積累,工藝流程的固化,工藝數據的共享都存在較大的問題。
同一類型的大型鍛件尤其是形狀簡單的鍛件如筒節,鍛造工藝經過實際生產的多次檢驗,工藝已經相對成熟,鍛造工藝流程也大體相同,區別主要體現在尺寸方面。設計鍛造工藝時,工藝人員首先根據零件形狀及零件尺寸添加鍛造余量從而得到鍛件圖,然后根據鍛件尺寸逆向推導各火次的工藝參數,初選得到所需的鋼錠重量;最后以初選得到的鋼錠為坯料,逐步計算各火次的工藝參數,進而完成工藝設計。假如有100個尺寸不同的筒節鍛件,這就需要按照上述流程進行100次計算。在這些計算中,大多數的運算都是機械式的重復運算,鍛造工藝人員需要花費大量的時間來處理鍛件各個火次的工藝參數。
鍛件制造過程結束后,相關的檢測、分析和統計將陸續展開。當前,由于缺乏統一的數據管理系統,各類信息還散落在各個子業務系統中,以電子或紙質文檔方式存在,相關的統計和分析業務缺乏有效的信息化支撐。以某鍛件為例,受鍛件結構及變形方式的限制,按照鍛造規范添加鍛造余量,容易出現局部加工余量小的問題。如鍛件尺寸檢測數據得不到有效的反饋,鍛造規范得不到及時的修訂,下次年輕的工程技術人員在處理同類產品時,仍將重蹈覆轍,犯前人犯過的錯誤。在此背景下,企業開始了大型鍛件工藝數據智能化處理與優化系統項目。
系統的總體結構
大型鍛件工藝數據智能化處理與優化系統主要由四個模塊組成,其流程圖如圖1所示。
⑴鍛造工藝編制計算機輔助系統模塊。此模塊中集成有材料庫、鍛造規范、輔具庫、鋼錠規格等數據庫。目前,鍛造工藝的輔助設計模塊主要針對形狀簡單,工藝流程相對固化的幾種鍛件,如筒節、餅類件、錐形筒體和臺階軸。
⑵鍛件尺寸統計系統模塊。此模塊主要負責收集測控設備反饋的數據,并將數據反饋給鍛件尺寸數據處理系統。
⑶鍛件尺寸數據處理反饋系統模塊。此模塊主要負責鍛件毛坯尺寸與粗加工尺寸的對比,結合企業自定義判據,分析鍛件添加的余量是否合適。對于余量過大或過小的產品,系統將自動發送預警信息,建議用戶修改規范。
⑷鍛造工藝規范人工智能系統模塊。此模塊主要負責鍛造工藝規范的修訂和優化。
功能介紹
從大型鍛件工藝數據智能化處理與優化系統流程圖(圖1)可知,“鍛造工藝編制計算機輔助系統”模塊是整個系統的“起始點”。只有“鍛造工藝編制計算機輔助系統”模塊設計出鍛造工藝,才能有鍛件毛坯為“鍛件尺寸數據處理系統”模塊提供相應的尺寸數據,并開展后續鍛造工藝規范的修訂。因此,本系統開發設計工作從“鍛造工藝編制計算機輔助系統”模塊開始。
目前,大型鍛件工藝數據智能化處理與優化系統已經完成了“鍛造工藝編制計算機輔助系統”模塊的相關設計。此模塊基于VC++平臺開發,新建有一個MFC(即Microsoft Foundation Class Library,能幫助程序員建立Windows下的應用程序)的工程;所有的程序都采用C++語言編寫,并設計有人機互換式的程序界面。系統主界面是Windows風格的視窗界面,各項命令分類放在菜單欄中,通過下拉式菜單給出,由彈出式對話框提示操作,全中文提示,人機交互界面良好,操作方便,能實現以下主要功能。
鍛件圖自動繪制
以餅類件為例,程序主界面的主菜單欄中設計有兩個下拉式子菜單,分別是“新建”和“打印鍛造工藝”。當用戶點擊下拉式子菜單“新建”后,程序將自動彈出對話框“輸入粗加工尺寸”,如圖2所示;工藝人員輸入尺寸參數并點擊按鈕“確定”,程序將自動獲取編輯框中的數值,并傳遞給程序的相關函數進行計算。當運算結束后,系統將自動繪制鍛件的鍛件圖,并在主界面中顯示,如圖3所示。
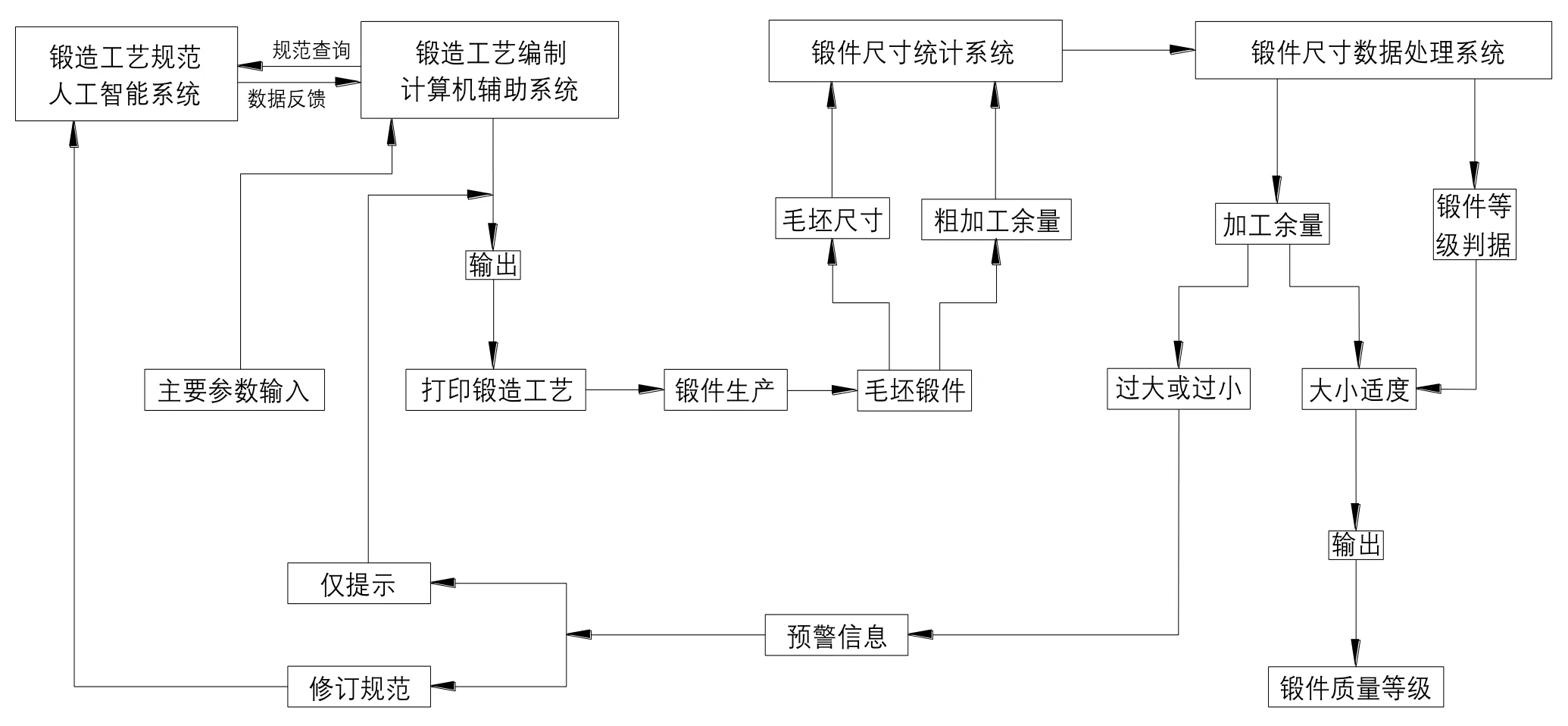
圖1 大型鍛件工藝數據智能化處理與優化系統流程圖

圖2 對話框“輸入粗加工尺寸”
圖3 鍛件圖自動繪制
同時,為了靈活應對不同材質、不同規格尺寸鍛件,便于工藝設計人員調整余量及鍛件尺寸公差,本程序也設計有“修改”功能,如圖4所示。鍛件圖自動繪制后,程序提示用戶確認鍛件圖,如需修改調整鍛件尺寸,可選擇對話框中的“修改”按鈕并點擊確定,程序將自動彈出對話框“自行輸入鍛件尺寸”,如圖5所示。當然,對于用戶手動輸入的數值,系統也會進行簡單的“有效性檢查”,如輸入的餅類鍛件直徑小于粗加工直徑尺寸,系統將自動提示用戶“輸入的尺寸有誤”。用戶手動修改鍛件尺寸后,編輯框中的數值將自動傳遞給相關的程序語句,鍛件圖也將自動重新繪制。

圖4 對話框“修改”

圖5 對話框“自行輸入鍛件尺寸”
鍛件重量的自動計算及鍛造設備的自動選取
在工藝設計人員確認鍛件尺寸之后,程序將根據產品的形狀、材質等信息自動計算鍛件重量,并且根據坯料尺寸、鍛件重量、預估成形力等因素自動匹配鍛件的成形設備。
鋼錠自動篩選并推薦最佳的鋼錠規格
鍛件重量計算結束后,程序將結合企業多年來生產同類產品的鋼錠利用率統計數據,從錠型庫中自動篩選出較為合理的鋼錠規格;如篩選得到較為合理的鋼錠規格為多個,系統還將自動推薦最合理的鋼錠規格。在沒有特殊要求的情況下,鋼錠重量小、材料利用率高的鋼錠規格為最佳鋼錠規格。
各火次的鍛造工藝參數自動計算及修改
以筒節鍛件為例,企業目前生產筒節鍛件的工藝流程相對固定(除特殊材質外),主要有下料、鐓粗、沖孔、芯棒拔長和馬杠擴孔等工序。在下料火次,系統可實現鋼錠水口端切除量、下料尺寸等參數的自動確定;在鐓粗沖孔火次,程序能實現鐓粗后坯料高度、坯料直徑、沖子形式及沖子規格等工藝參數的確定或自動選擇;在芯棒拔長和馬杠擴孔火次,系統可計算中間坯料的尺寸、實現馬杠等輔具的自動選擇,并合理分配每一火次的鍛比。同時,系統在此階段也設計有工藝參數修改的功能,用戶可參考系統自動計算的結果進行修改,如圖6和圖7所示。所有的工藝參數計算結果也將和鍛件圖一起在程序的主界面進行顯示。
圖6 對話框“修改工藝參數”
圖7 對話框“自行確定工藝參數”
鍛造工藝卡片自動繪制
當用戶完成子菜單“新建”中所有的操作時,系統后臺存儲了鍛件所有的工藝參數結果。用戶只需點擊下拉式菜單中“打印鍛造工藝”,系統將自動輸出完整的結果,生成鍛造工藝卡片,如圖8所示。對于鋼錠多余的料,用戶還可選擇保留余料或者舍棄余料,系統將根據用戶的選擇進行相應的輸出,保證自動設計的鍛造工藝更接近實際生產的需要。
圖8 自動生成鍛造工藝卡片
通過大量實例的測驗,程序設計的鍛造工藝符合企業實際設計規范,基本滿足實際生產的需要。相對于工藝人員設計鍛造工藝,可提高效率幾十倍甚至百倍以上,大大簡化了鍛造工藝設計。但就目前而言,大型鍛件工藝數據智能化處理與優化系統輸出的計算結果與通用的CAD軟件還存在一定的接口問題。
而“系統將鍛件尺寸統計系統”模塊、“鍛件尺寸數據處理反饋系統”模塊、“鍛造工藝規范人工智能系統”模塊初步計劃采用目前流行的“大數據”進行開發。大數據擁有大量、高速、多樣、低密度價值和真實性五大特點。系統將收集各類鍛件毛坯尺寸(鍛造規范添加鍛造余量)、鍛造輔具參數、鍛件成形方式、加工方式等數據,利用“大數據”對上述數據進行整理、分析、提取,實現大型鍛件工藝數據的流轉和共享。
結束語
大型鍛件工藝數據智能化處理與優化系統把更多與產品研發相關的數據集中到一起統一管理,最大限度地提高工藝設計效率和質量,保證工藝數據能得到準確的反饋和及時的修訂,有利于工藝人員有更多的時間去從事工藝改進和其他科研工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
