輪轂閉式預(yù)鍛,開式終鍛成形工藝
2018-05-29 08:08:06陳煒陳鎮(zhèn)吳磊東風鍛造有限公司
鍛造與沖壓 2018年7期
關(guān)鍵詞:工藝
文/陳煒,陳鎮(zhèn),吳磊·東風鍛造有限公司
目前,我廠的輪轂已達二十多個品種,對于熱模鍛壓力機上生產(chǎn)的輪轂鍛件,主要有兩種成形方式:一種是開式鍛造,它以鍛件法蘭處作為分模面,鍛模上設(shè)計橋部和倉部。在成形過程中,預(yù)、終鍛工步都不能有效阻止多余金屬向飛邊倉部流動,造成材料浪費嚴重,下料方式為剪切下料,精度要求不高。
另一種是閉式鍛造,模具上不設(shè)計橋部和倉部,鍛造過程中沒有飛邊的產(chǎn)生,下料方式為鋸切下料,棒料重量精度要求較高。實際生產(chǎn)過程中,由于坯料直徑公差等多種因素的影響,下料精度很難保證,同時鍛造生產(chǎn)過程中因上下模成形鑲塊的磨損和老化,鑲塊之間的間隙會越來越大。由于坯料重量的變化和鑲塊間隙的變大,經(jīng)常會在上下模之間產(chǎn)生縱向毛剌。如果在預(yù)鍛工步產(chǎn)生了縱向毛刺,在終鍛工步上鍛打時,這些縱向毛刺就有可能被壓入鍛件本體,在法蘭邊緣形成折紋,造成廢品。
在對輪轂采用閉式預(yù)鍛、開式終鍛成形的實踐中可以看出,閉式預(yù)鍛、開式終鍛利用了傳統(tǒng)閉式模鍛的擠壓原理,繼承了閉式鍛造控制金屬流動能力強的特點,避免了預(yù)鍛產(chǎn)生毛刺在終鍛形成折紋的可能,又結(jié)合了開式鍛造容納多余金屬的優(yōu)點,提高了材料利用率和良品率。
原鍛造生產(chǎn)工藝
圖1所示的輪轂是我公司為神龍公司生產(chǎn)的鍛件,由于生產(chǎn)量較大,只要每個鍛件能稍微節(jié)約點原材料,每年的效益仍很可觀,原先采用閉式鍛造工藝,后來采用開式鍛造工藝。
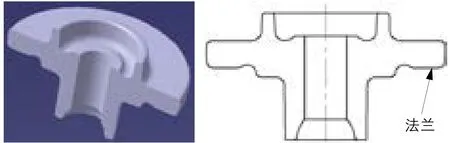
圖1 輪轂鍛件圖
閉式鍛造
閉式鍛造又稱為少無飛邊鍛造,能大大提高材料利用率,鍛件精度等級從普通級升至精密級,但在生產(chǎn)該輪轂的過程中也出現(xiàn)了不少問題。閉式鍛造輪轂生產(chǎn)工步分為加熱、制坯、預(yù)鍛、終鍛、擠孔、校正、車毛刺。圖2是閉式鍛造輪轂成形過程,問題主要出現(xiàn)在預(yù)鍛、終鍛、擠孔和校正工步。
⑴預(yù)鍛時,受坯料直徑公差等多種因素的影響,下料精度很難保證,如果預(yù)鍛法蘭鍛打過薄,多余的金屬無法排出,將會在法蘭邊緣產(chǎn)生毛刺,繼而在終鍛時壓入本體,在法蘭邊緣形成折疊造成廢品,同時由于毛刺的作用,鑲塊間隙會因磨損而不斷加大,模具成形和起模時模具所承受的力會大幅度增加,模具壽命降低。

圖2 閉式鍛輪轂成形過程
⑵終鍛時,雖然在鍛件的擠孔部位加了一定量的補償量,但在擠孔時仍有不同程度的拉塌變形,造成廢品。同時,鍛件輪廓接觸型腔塌陷以及終鍛上模鑲塊較深的擠壓筒作用使得鍛件頂出困難,頂出后法蘭變形嚴重需要熱校正,終鍛時法蘭邊緣會產(chǎn)生毛刺,熱校時毛刺可能壓入法蘭本體。一般的做法是將法蘭側(cè)面的拔模角度加大,在熱校時將法蘭毛刺壓到本體外,但和神龍公司溝通了解其加工后不能采用上述做法,他們的加工方式是:
首先用機械三腳夾鉗夾著A面,然后再用底面找平完后夾鉗旋轉(zhuǎn)90°,再用機械三腳夾鉗夾著B面加工法蘭面和法蘭側(cè)面(圖3),綜上所述, A面必須有一定豎直圓筒面存在,而不能有斜面和毛刺,方便夾鉗夾穩(wěn),所以不能簡單加大法蘭側(cè)面的拔模角度,因為毛刺和變形以及加工方面的問題,公司最終放棄了閉式鍛造該輪轂,改用開式鍛造。
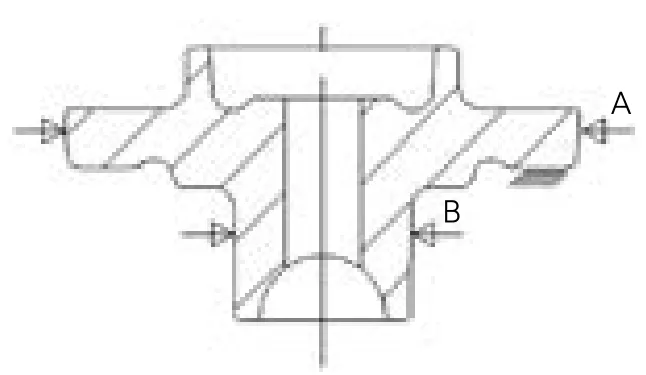
圖3 輪轂加工裝卡圖
開式鍛造
開式鍛造避免了閉式預(yù)終鍛產(chǎn)生毛刺的可能,并且切邊時在法蘭側(cè)面形成了一定量的豎直圓筒面,方便裝夾;但因分模面上有鍛打飛邊需要切邊和法蘭變形后的熱校以及擠孔的不穩(wěn)定性,鍛件中心孔需要鉆床加工。相比閉式鍛造,開式鍛造提高了良品率,但增加了原材料的投入,增加了鉆孔所用的人工成本。圖4是開式鍛造輪轂成形過程,輪轂生產(chǎn)工步分為加熱、制坯、預(yù)鍛、終鍛、切校、機加鉆孔。
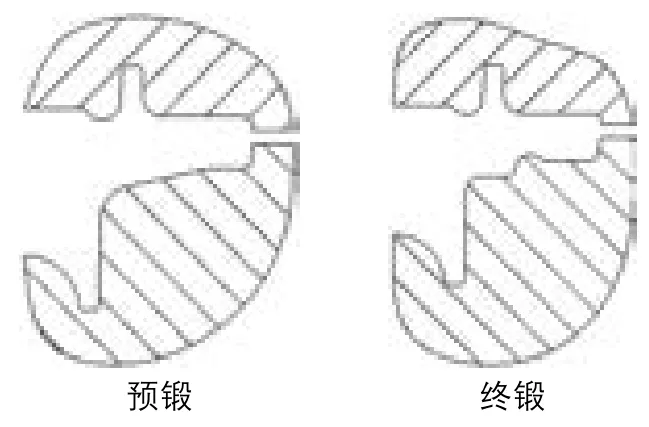
圖4 開式鍛造輪轂成形過程
鍛造工藝改進
為了保證鍛件的良品率,同時降低鍛件的材料消耗,經(jīng)過設(shè)計評審和討論,確認在預(yù)鍛工步采用閉式鍛造工藝,終鍛工步采用開式鍛造工藝生產(chǎn),設(shè)計過程如下:
⑴終鍛:為了保證鍛件的良品率,考慮到鍛件的后續(xù)加工,仍采用原開式鍛造終鍛模和切校模,但閉式預(yù)鍛必定可以減小坯料的規(guī)格,同時又要保證切邊時飛邊可以順利的切下,故坯料體積可以用如下公式計算:V= V1+ V2
式中:V-坯料體積;V1-將未鉆孔的鍛件法蘭厚度加上公差的三分之一后,回轉(zhuǎn)算體積;V2-(5~8)個寬度的飛邊體積(保證切邊順利的最小飛邊量)。
⑵預(yù)鍛:預(yù)鍛采用閉式,可以節(jié)約原材料,較開式增加了成形能力,迫使金屬向模具深、長、窄部分流動,鍛造過程中產(chǎn)生的縱向毛剌成7°~15°的角度向外傾斜,并保證預(yù)鍛件放入終鍛型腔時,這些縱向毛刺沒有進入終鍛模膛中,從而避免了在終鍛工步因毛刺壓入鍛件而產(chǎn)生廢品,這樣就可有效地降低閉式鍛造對坯料鋸切精度的要求。
⑶制坯:對于閉式鍛造來說,坯料的定位是一個關(guān)鍵的問題,它決定著制坯是否成功。在鍛打的過程中,坯料定位要準確,制出來的坯形不能產(chǎn)生偏料現(xiàn)象,避免終鍛產(chǎn)生一邊拉毛刺,一邊充不滿情況,同時還要具有一定的型腔,在預(yù)鍛時好放入型腔中,故采用原閉式制坯模。根據(jù)這一思路,進行模擬分析如圖5所示。
從模擬的結(jié)果可以看出,金屬流線沿型腔分布,沒有紊亂的現(xiàn)象,完全符合客戶的要求。據(jù)此重新設(shè)計了工裝圖,新工裝經(jīng)過調(diào)試,生產(chǎn)出了合格的鍛件。
鍛造工藝改進后的效果
⑴改進后的工藝,采用鋸床下料,但是跟完全的閉式鍛造工藝相比,對下料的精度要求降低了。完全的閉式鍛造工藝要求的下料重量公差約為±(3~5)g,而新工藝對重量不作特別要求,一般按±15g控制即可,從而大大降低了人工控制下料的難度。
⑵提高鍛件的精度,因為半封閉的阻力臺,起到了導向的作用,預(yù)成形毛坯精度提高,減小了由于預(yù)成形件的錯差給終鍛造成的影響。
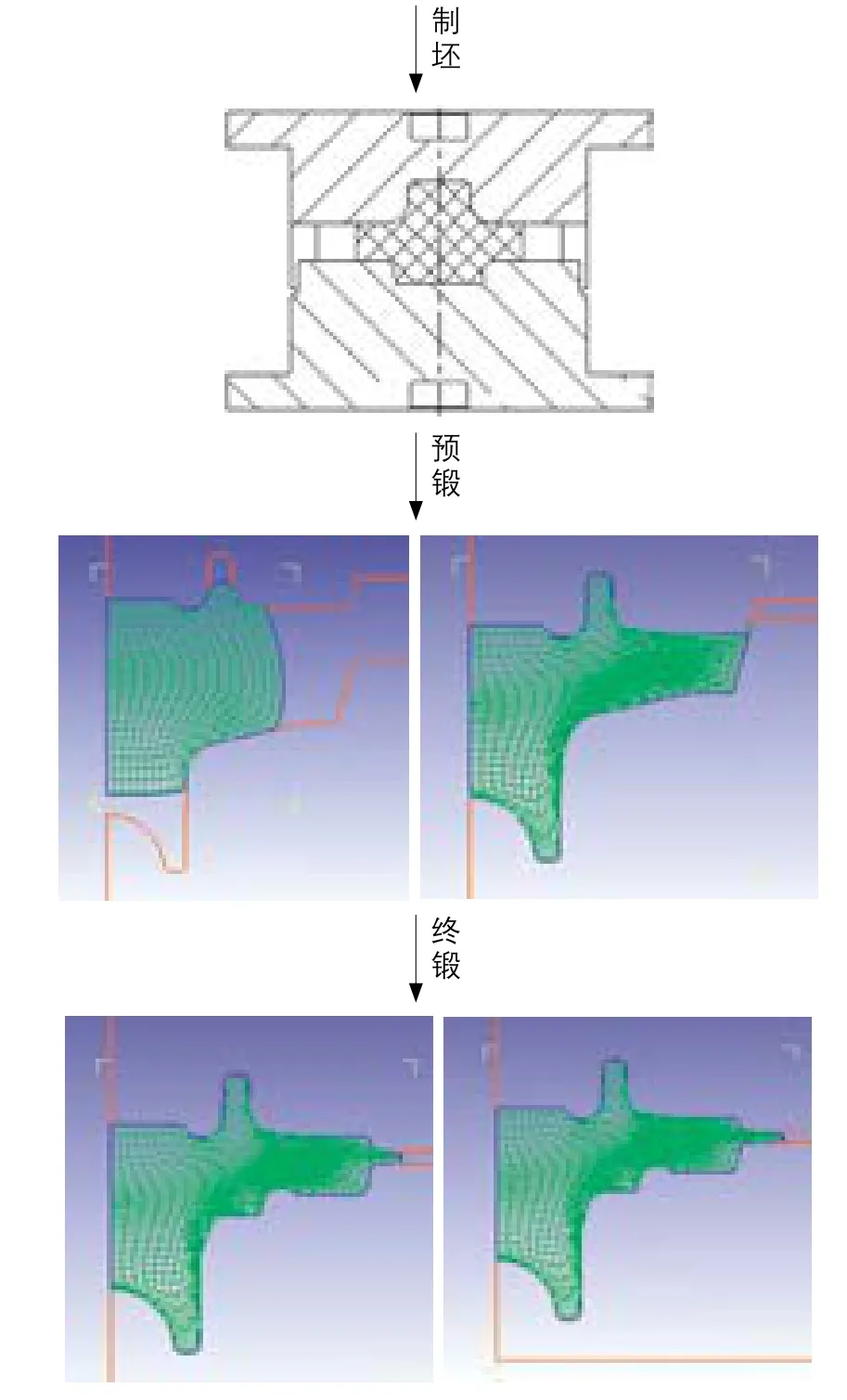
圖5 改進后的成形過程
⑶節(jié)約了原材料,半閉式成形工藝,可以有效地限制金屬向飛邊倉部流動,減小了飛邊寬度、厚度,達到節(jié)約材料的目的。
⑷節(jié)材效果:每個鍛件比原工藝節(jié)材0.12公斤,按每年年產(chǎn)35萬件計算,可節(jié)材0.12×350000=42000公斤,30MnVS材料每噸6300元,可創(chuàng)效為42×6300=264600元。
結(jié)論
采用閉式預(yù)鍛,開式終鍛成形技術(shù),既可發(fā)揮閉式鍛造工藝節(jié)材等優(yōu)點,又可發(fā)揮開式鍛造工藝對于下料精度要求不高等優(yōu)點,非常適合于工廠實際生產(chǎn)情況,該技術(shù)可廣泛應(yīng)用于開式鍛造的回轉(zhuǎn)體鍛件中,均可達到節(jié)材降耗的效果。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
