煉鋼企業(yè)統(tǒng)計(jì)過程控制(SPC)系統(tǒng)開發(fā)
2018-05-25 01:43:18周天成聶景峰
山西冶金 2018年1期
周天成, 聶景峰
(太原鋼鐵集團(tuán)有限公司煉鋼二廠, 山西 太原 030003)
太鋼煉鋼廠設(shè)備主要包括:三座碳鋼轉(zhuǎn)爐(BOF)、兩座不銹鋼轉(zhuǎn)爐(AOD)、兩座不銹鋼煉鋼電爐(EAF)、三座雙工位鋼包精煉爐(LF)、兩套 RH,一套脫硫、三條一機(jī)一流不銹鋼板坯連鑄機(jī)、兩條一機(jī)兩流碳鋼板坯連鑄機(jī)以及所有的公輔包括廢鋼料廠、倒灌站等等。其設(shè)備幾乎涵蓋了所有的煉鋼工藝,其設(shè)備的裝備水平達(dá)到國際先進(jìn)水平。由于工藝設(shè)備的復(fù)雜和原材料種類繁多,對過程參數(shù)未能進(jìn)行有效監(jiān)控,不銹鋼質(zhì)量存在波動(dòng),鋼坯會(huì)出現(xiàn)諸如內(nèi)部角裂、縮孔、表面夾雜、表面角部橫裂、表面縱裂等質(zhì)量問題[1]。
1 SPC概述
SPC(Statistical Process Control)是美國質(zhì)量管理專家休哈特博士在二十年代所創(chuàng)造的理論,它利用數(shù)理統(tǒng)計(jì)方法,能科學(xué)地區(qū)分出生產(chǎn)過程的偶然波動(dòng)和異常波動(dòng),從而對生產(chǎn)過程的異常及時(shí)報(bào)警,以便人們采取措施,消除異常,恢復(fù)過程的穩(wěn)定[1]。SPC強(qiáng)調(diào)全過程的預(yù)防,就是應(yīng)用統(tǒng)計(jì)技術(shù)對生產(chǎn)過程中的各個(gè)階段進(jìn)行監(jiān)控,從而達(dá)到改進(jìn)和保證質(zhì)量的目的。
2 煉鋼企業(yè)SPC控制點(diǎn)特性及現(xiàn)狀
煉鋼生產(chǎn)屬于連續(xù)性生產(chǎn)企業(yè),相當(dāng)多的質(zhì)量監(jiān)控點(diǎn)數(shù)據(jù)較適合采用單值-移動(dòng)極差圖。這類數(shù)據(jù)按爐次為單位,數(shù)據(jù)在同一爐次只獲取一次,而且監(jiān)控這些數(shù)據(jù)費(fèi)時(shí)、費(fèi)財(cái),監(jiān)控?cái)?shù)據(jù)量有限。例如化驗(yàn)鋼水C元素成分,需要在專業(yè)的化驗(yàn)室進(jìn)行檢測,一爐鋼在單個(gè)工序的處理時(shí)間大約為45 min,即每45 min才能記錄鋼水C元素成分;由于鋼水在冶煉過程中成分實(shí)時(shí)變化,化驗(yàn)成本較高,因而正常情況下在出鋼結(jié)束時(shí)測量一次獲得一個(gè)數(shù)據(jù)即可。這種具體情況下煉鋼現(xiàn)場單值-移動(dòng)極差圖使用最多。
煉鋼自動(dòng)化系統(tǒng)的設(shè)計(jì)是按L1、L2、L3三級自動(dòng)化設(shè)計(jì),自動(dòng)煉鋼技術(shù)的內(nèi)涵是依據(jù)產(chǎn)銷系統(tǒng)的訂單組織生產(chǎn),生產(chǎn)管理系統(tǒng)依據(jù)生產(chǎn)和技術(shù)管理一體化的要求,從L3接收所需的制造命令、制造標(biāo)準(zhǔn)、作業(yè)標(biāo)準(zhǔn)、出鋼計(jì)劃下傳給L2過程控制系統(tǒng)計(jì)算機(jī),L2級將過程信息及數(shù)學(xué)模型的優(yōu)化計(jì)算及控制參數(shù)下傳L1級,用于控制設(shè)備執(zhí)行操作。全部生產(chǎn)過程除極特殊情況外基本上都是自動(dòng)進(jìn)行,不需人工干預(yù)。
在煉鋼現(xiàn)場,SPC目前還是通過在Excel或者minitab手工繪制的方式進(jìn)行,控制圖的數(shù)據(jù)來自于現(xiàn)場各個(gè)工位的二級或數(shù)據(jù)采集系統(tǒng),各種數(shù)據(jù)的匯總、計(jì)算和分析由相關(guān)區(qū)域的技術(shù)工程師進(jìn)行。這樣的一種原始方式,是不能適應(yīng)企業(yè)現(xiàn)代化生產(chǎn)與管理的。由于手工操作,必然存在數(shù)據(jù)篩選困難、數(shù)據(jù)無法共享等情況,使得SPC的準(zhǔn)確性和指導(dǎo)性有所降低,也使得現(xiàn)場實(shí)時(shí)控制的效果大打折扣,而且信息的共享性也差。人工進(jìn)行SPC繪圖也增加了現(xiàn)場技術(shù)人員的工作負(fù)擔(dān),使得技術(shù)人員怨聲載道,大量時(shí)間花在了數(shù)據(jù)統(tǒng)計(jì)上,反而沒時(shí)間去發(fā)現(xiàn)SPC圖所揭示的規(guī)律。所以應(yīng)該盡快推進(jìn)SPC圖的自動(dòng)繪制,以充分發(fā)揮SPC的效果,將SPC更好地推行下去。
對于目前煉鋼的裝備水平,完全可以利用生產(chǎn)過程中各二級和三級系統(tǒng)中的海量數(shù)據(jù),把SPC的絕大部分工作交給電腦去做。雖然現(xiàn)在市面上已有多種SPC軟件,這些軟件都具有繪圖、判異報(bào)警、計(jì)算過程能力等常規(guī)功能,可以滿足現(xiàn)場進(jìn)行SPC的大多數(shù)要求。但是,目前在L2和MES系統(tǒng)中都有關(guān)于質(zhì)量控制的數(shù)據(jù)存在,在這些系統(tǒng)中這些數(shù)據(jù)作為不同的目的存在,分布較為分散,將這些數(shù)據(jù)集成起來成為一套專門用于質(zhì)量控制的系統(tǒng)是生產(chǎn)迫切需要的。
煉鋼SPC質(zhì)量控制系統(tǒng)的主要作用是采集并記錄來自不同系統(tǒng)的質(zhì)量數(shù)據(jù),并進(jìn)行專業(yè)分析,通過實(shí)時(shí)繪制SPC控制圖為質(zhì)量改進(jìn)提供有效數(shù)據(jù)從而達(dá)到控制質(zhì)量的目的。該系統(tǒng)的層級高于L2、L3系統(tǒng),低于產(chǎn)銷系統(tǒng)進(jìn)行構(gòu)架,以不同的呈現(xiàn)方式對生產(chǎn)前進(jìn)行指導(dǎo)、生產(chǎn)中進(jìn)行控制、生產(chǎn)后進(jìn)行統(tǒng)計(jì)分析形成報(bào)表,使技術(shù)人員能夠有效地對生產(chǎn)質(zhì)量進(jìn)行控制。
3 SPC系統(tǒng)介紹
3.1 系統(tǒng)功能說明
設(shè)計(jì)開發(fā)SPC監(jiān)控系統(tǒng),包括數(shù)據(jù)庫、前臺(tái)瀏覽界面、后臺(tái)數(shù)據(jù)處理服務(wù)程序。實(shí)現(xiàn):通過程序?qū)⒎植加诟髦饕ば虻腟PC監(jiān)控點(diǎn)數(shù)據(jù)自動(dòng)采集到主服務(wù)器中;用戶按權(quán)限登錄系統(tǒng),可對所管控制點(diǎn)進(jìn)行管理;控制點(diǎn)以預(yù)先設(shè)置的控制圖類型進(jìn)行實(shí)時(shí)顯示,同時(shí)具備異常值報(bào)警功能;具備控制點(diǎn)數(shù)據(jù)導(dǎo)出到Excel功能。系統(tǒng)具備以下三個(gè)特性。
1)SPC控制圖的及時(shí)性,控制圖所用數(shù)據(jù)應(yīng)在原始數(shù)據(jù)出來后1 h以內(nèi)采集到。
2)有規(guī)格限、±3σ 限,規(guī)格限人工輸入,3σ 限可以人工輸入,可以自動(dòng)計(jì)算。
3)判異準(zhǔn)則,共8條準(zhǔn)則,判異準(zhǔn)則可以單選也可以多選;當(dāng)有異常點(diǎn)符合判異準(zhǔn)則時(shí),該點(diǎn)用紅色或其他顏色表示。
3.2 數(shù)據(jù)收集
基于按L1、L2、L3三級系統(tǒng)設(shè)計(jì)的系統(tǒng)架構(gòu),L2和L3系統(tǒng)數(shù)據(jù)已經(jīng)存儲(chǔ)于ORACLE數(shù)據(jù)庫中,可以采取直接讀取數(shù)據(jù)庫相關(guān)數(shù)據(jù)的方式進(jìn)行數(shù)據(jù)采集,在采集過程中可以利用ORACLE數(shù)據(jù)庫內(nèi)置觸發(fā)器和存儲(chǔ)過程。若數(shù)據(jù)在L2和L3系統(tǒng)未存儲(chǔ),可以采取直接讀取L1系統(tǒng)中數(shù)據(jù)的辦法,這種情況下使用數(shù)據(jù)采集手段比較多,硬件方面可以不增設(shè)采集卡,采取軟件編程方式,節(jié)省采集成本;利用OPC通用接口編寫采集程序,將數(shù)據(jù)直接寫入至SPC系統(tǒng)數(shù)據(jù)庫中,避免了影響其他系統(tǒng)(見圖1),數(shù)據(jù)也更加具有真實(shí)性和實(shí)時(shí)性。
針對所有SPC監(jiān)控點(diǎn)的數(shù)據(jù)來源、采集頻率、監(jiān)控規(guī)則進(jìn)行詳細(xì)調(diào)研,制定針對每個(gè)點(diǎn)的具體采集、控制方案。
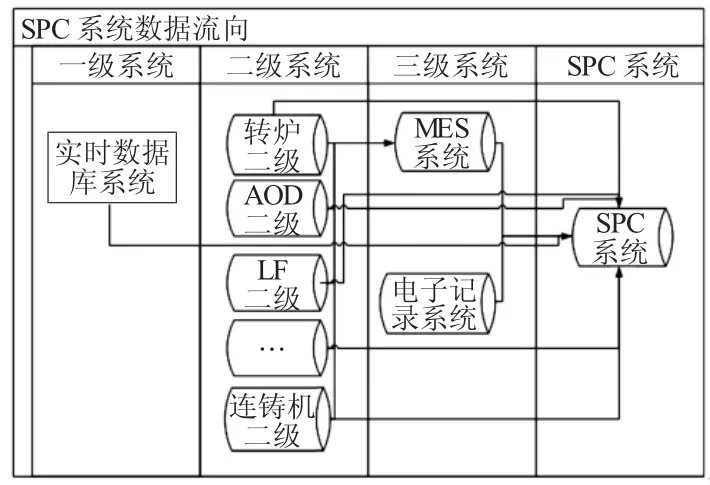
圖1 SPC系統(tǒng)數(shù)據(jù)流向圖
4 系統(tǒng)程序設(shè)計(jì)
在各種SPC點(diǎn)數(shù)據(jù)采集并加工成功的情況下,需要為現(xiàn)場技術(shù)人員提供操作友好的界面進(jìn)行質(zhì)量分析,在該系統(tǒng)中,通過觸發(fā)器、存儲(chǔ)過程和服務(wù)端程序?qū)?shù)據(jù)進(jìn)行篩選,以報(bào)表和控制圖的方式呈現(xiàn)給技術(shù)人員用作數(shù)據(jù)分析。
系統(tǒng)全部采用B/S結(jié)構(gòu)開發(fā),程序開發(fā)主要語言為.Net,B/S結(jié)構(gòu)的優(yōu)勢在于程序開發(fā)部署方便,客戶端無須安裝任何其他程序,只需要有WEB瀏覽器就可以使用系統(tǒng)提供的功能。
根據(jù)煉鋼廠內(nèi)組織結(jié)構(gòu),系統(tǒng)目錄分為三級,二級目錄為各個(gè)作業(yè)區(qū)的名稱,三級目錄為各個(gè)SPC監(jiān)控點(diǎn)。這種目錄設(shè)計(jì),便于查看各個(gè)SPC監(jiān)控點(diǎn)。在每個(gè)頁面上,選擇不同的時(shí)間段,會(huì)顯示此時(shí)間段的控制圖;在控制圖中,可以顯示3σ限和工規(guī)限,并能夠根據(jù)選擇的判異準(zhǔn)則,將異常點(diǎn)用紅色顯示用于警示。在頁面的左下角,顯示的是此監(jiān)控點(diǎn)的基礎(chǔ)數(shù)據(jù),可以導(dǎo)出到excel中,系統(tǒng)主要功能模塊見圖2。
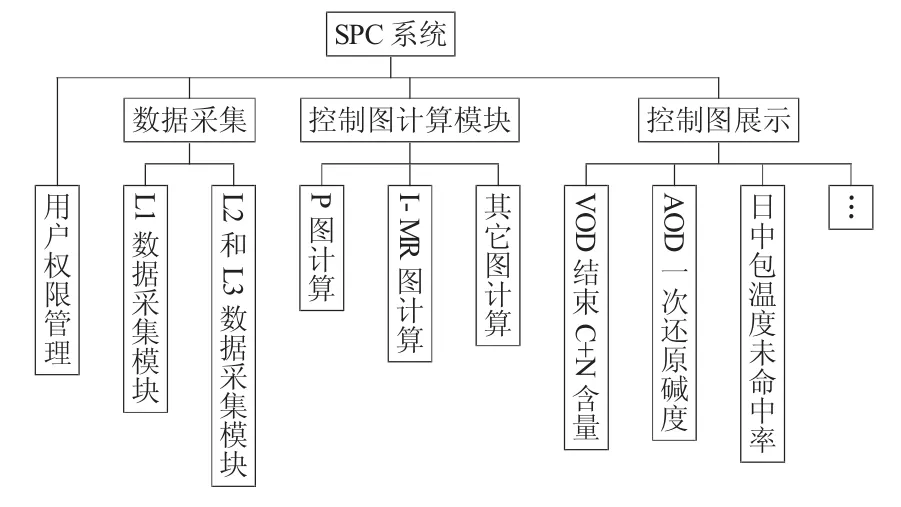
圖2 SPC系統(tǒng)主要功能模塊圖
5 使用效果
SPC系統(tǒng)在2017年上半年已經(jīng)完成系統(tǒng)硬件和軟件的構(gòu)架,大部分SPC數(shù)據(jù)已經(jīng)完成采集和加工并使用,為質(zhì)量分析和生產(chǎn)異常跟蹤提供了大量實(shí)時(shí)和歷史數(shù)據(jù),成為質(zhì)量控制管理的有效手段。該系統(tǒng)的良好效果體現(xiàn)在如下方面。
1)滿足質(zhì)量控制的數(shù)據(jù)需求。SPC系統(tǒng)對生產(chǎn)過程重要數(shù)據(jù)記錄進(jìn)行匯總,為技術(shù)人員提供質(zhì)量分析數(shù)據(jù),方便一線操作人員及時(shí)了解生產(chǎn)情況,為質(zhì)量控制提供支持。
2)滿足技術(shù)人員需求。目前技術(shù)人員主要依靠人工進(jìn)行數(shù)據(jù)匯總,由于數(shù)據(jù)源多,受異常因素影響因素較多,實(shí)施本系統(tǒng)后,技術(shù)人員享有詳實(shí)的過程數(shù)據(jù),不需要再匯總數(shù)據(jù),可以專注于質(zhì)量控制。
3)關(guān)鍵數(shù)據(jù)大范圍共享。SPC關(guān)鍵質(zhì)量控制點(diǎn)數(shù)據(jù)進(jìn)行整合后,數(shù)據(jù)源統(tǒng)一,不僅為煉鋼廠技術(shù)人員共享,也為技術(shù)中心技術(shù)人員對煉鋼過程進(jìn)行指導(dǎo)提供了依據(jù)。
4)對質(zhì)量的改進(jìn)。2016年SUH409L初判不合率為3%,在對過程參數(shù)進(jìn)行監(jiān)控和SPC統(tǒng)計(jì)分析后,可及時(shí)發(fā)現(xiàn)過程異常,避免過程波動(dòng),按照SUH409L初判不合率降低1.7%,可降低成本160萬元。
6 結(jié)語
SPC系統(tǒng)的立項(xiàng)、實(shí)施和應(yīng)用,利用信息化手段對生產(chǎn)過程數(shù)據(jù)進(jìn)行匯總和加工,實(shí)現(xiàn)對生產(chǎn)過程提前干預(yù),最終能夠達(dá)到對過程生產(chǎn)質(zhì)量進(jìn)行監(jiān)控的目的,為質(zhì)量改進(jìn)、生產(chǎn)決策提供了更加科學(xué)、高效的手段和方法,填補(bǔ)了煉鋼廠質(zhì)量精益監(jiān)控系統(tǒng)的空白,為企業(yè)降低廢品率和提高產(chǎn)品質(zhì)量提供了技術(shù)支撐[2]。
[1]鄒衛(wèi),郭之萍,王寧.統(tǒng)計(jì)過程控制在鑄造中的應(yīng)用[J].鑄造,2009(6):632-634.
[2]蔡雪兢,黃忠全,張穎,等.基于SPC的計(jì)算機(jī)自動(dòng)判異的實(shí)現(xiàn)與應(yīng)用[J].機(jī)械制造,2010,48(7):63.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45