萬能軋機裝配精度對熱軋H型鋼軋制的影響
2018-05-25 01:43:15宋紅燕王明波
山西冶金 2018年1期
張 蕾, 王 川, 宋紅燕, 王明波
(山東鋼鐵股份有限公司萊蕪分公司, 山東 萊蕪 271104)
熱軋H型鋼產品是由工字鋼優化設計發展而成的一種使用性能更加優越的經濟斷面型鋼材,是一種高效綠色節約型鋼材,H型鋼截面形狀尺寸經濟合理,力學性能優良,軋制時截面金屬延伸均勻,內應力小,與普通工字鋼比較,具有截面模數大、重量輕、承載能力強、節省金屬等優點[1]。H型鋼常以其在鋼結構建設領域卓越的便利性和優良的使用性能,近年來逐漸在大型起重運輸機械、重型機械基礎、大跨度支架、海洋石油平臺、石油能源等大重型鋼結構領域得到廣泛應用。
萊鋼大型H型鋼生產線于2005年9月建成投產,軋制主體設備和技術從德國西馬克-梅爾公司引進,設計年生產能力100萬噸。坯料采用目前世界最薄厚度的近終型異型連鑄坯,軋制工藝采用寬火焰數字化加熱技術、緊湊X-H軋制工藝等先進技術,實現了型鋼高效、節能、經濟化生產。產品規格范圍為H250~H1000 mm大型H型鋼,其能夠生產的規格已經接近世界最大的H型鋼規格。但是隨著設備的老化以及軋機工裝精度的降低,H型鋼在軋制過程中經常出現偏心、彎曲、尺寸波動等缺陷,而且有些缺陷通過調整等手段也無法避免,極大地影響了大H型鋼的質量提升以及生產順行。
1 萬能軋機工裝系統
萊鋼H型鋼生產過程中,首先將鋼坯通過兩輥式粗軋機(BD軋機)進行粗軋,軋制成中間坯;然后送至串列軋機機組(TM)對中間坯進行往復可逆軋制制得H型鋼,TM機組中,兩架萬能軋機與軋邊機一起對軋件軋制,軋件首先一次性通過UR-E-UF,完成第一道次軋制然后反向,再依次通過UF-ED-UR,經過往復連軋后,最終出UF,軋制完畢,詳見圖1。UR、UF萬能軋機分別由一對主電機驅動的水平輥和一對從動立輥構成,它主要對軋件的腹板厚度、翼緣厚度進行壓下和加工;ED為兩輥式軋邊機,主要對H型鋼翼緣端部進行加工,控制軋件的翼緣高度。因此軋件的尺寸、軋制狀態、變形程度主要取決于UR、UF兩架萬能軋機的軋制。
萬能軋機主要由平輥系統、立輥系統、導衛系統組成。由圖2可知,平輥系統和立輥系統共同組成了H型孔型系統,直接與軋件進行接觸并完成軋制變形,因此它們的位置精度就決定了H型鋼最終尺寸精度。而導衛系統的主要作用是把軋件正確地送入軋輥和引導軋件順利地出軋輥,防止軋件扭轉、旁竄和纏輥,因此導衛的尺寸精度對軋制過程中的軋件軋制狀態(扭轉、彎曲扥)產生明顯的影響[2]。
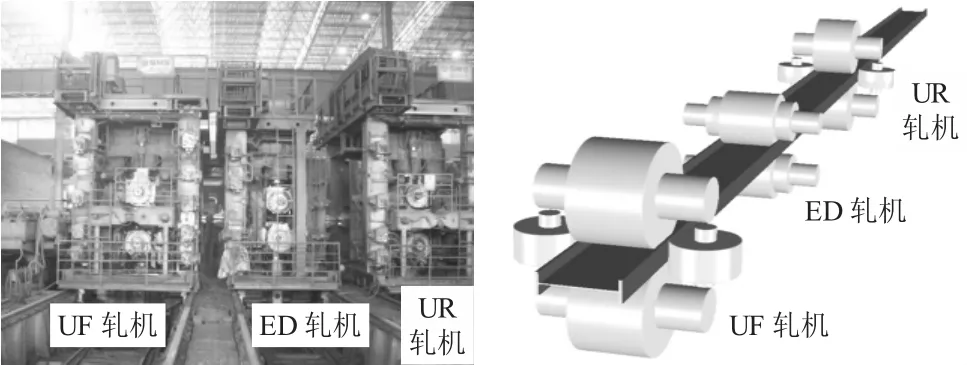
圖1 TM機組
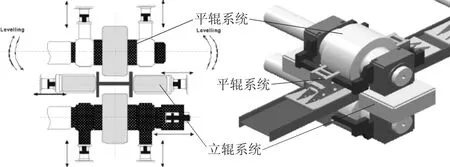
圖2 萬能軋機
1.1 萬能軋機平輥系統(見圖3)
平輥系統由軸承座及水平輥組成,而軸承座由軸承座壓力板、軸承座軸向滑板、軸承座主滑板及相應的殼體部分組成。平輥系統的一側與主電機連接,滑板部分與軋機牌坊連接,與軋機形成一體。它們的尺寸、磨損及裝配精度會對軸承座產生影響,進而影響到裝配其中的軋輥,從而對軋件尺寸產生影響。
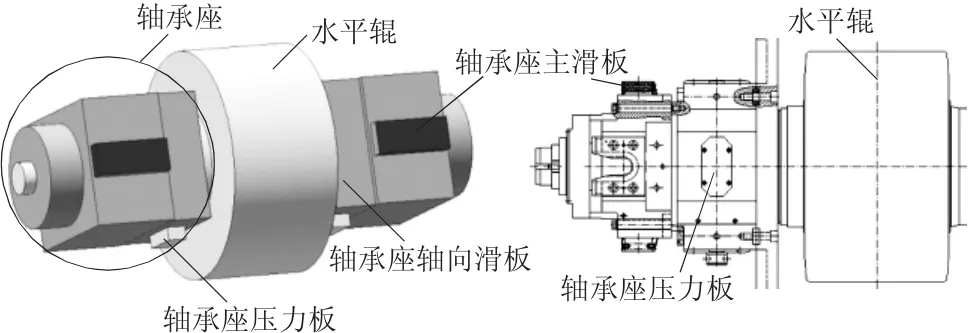
圖3 萬能軋機平輥系統
1.1.1 軸承座壓力板
軸承座壓力板磨損后或兩側壓力板尺寸不一,可能會導致軸承座兩側壓力板的高度出現偏差,致使水平軋輥出現一定程度的偏斜,軋制的孔型形狀及尺寸出現偏差,無法保證水平,產生一定程度的偏斜,一側輥縫大,而另一側的輥縫小。軋制過程中,輥縫小的一側延伸大,而輥縫大的部分延伸小,軋件產生向延伸小的部分偏頭缺陷(見圖4)。
圖4 軋制偏頭
軸承座壓力板磨損后,也會產生壓力板與軸承座之間出現空隙的情況,除產生軋輥傾斜外,主要造成輥系剛性曲線失擬,導致軋制孔型失真,軋制尺寸失真。
1.1.2 軸承座軸向滑板
軸承座軸向滑板磨損后,軸向滑板整體寬度減小(見5-1),軸承座與牌坊配合時的間隙量過大,使軸承座在牌坊內部出現軸向竄動,導致在線軸向調整有效行程減小,出現調整困難等情況,無法有效控制軋件狀態及尺寸。
軸向滑板位置偏移后,產生軸向竄動,上下兩軋輥中心線不重合(見5-2),校準過程中會把其偏差量添加到某一側的活塞行程中,導致另一側活塞行程減少,造成軸向調整行程縮短,調整難度增加,無法有效控制軋件狀態及尺寸。
1.1.3 軸承座主滑板
當主滑板磨損時,軸承座在牌坊內部無法有效固定,水平輥無法可靠定位固定,造成調整難度增加等問題,影響軋制穩定性,同時軋制過程中形成的沖擊,會對傳動系統的運行穩定性帶來影響。主滑板與牌坊接觸圖見圖6。
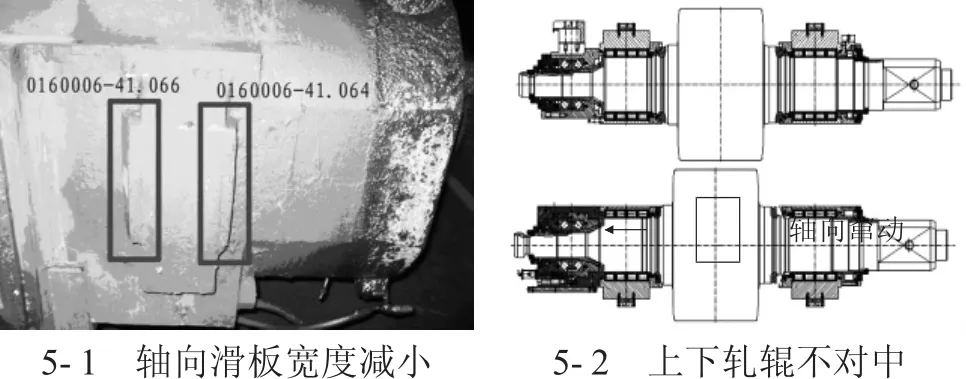
圖5 軸向滑板
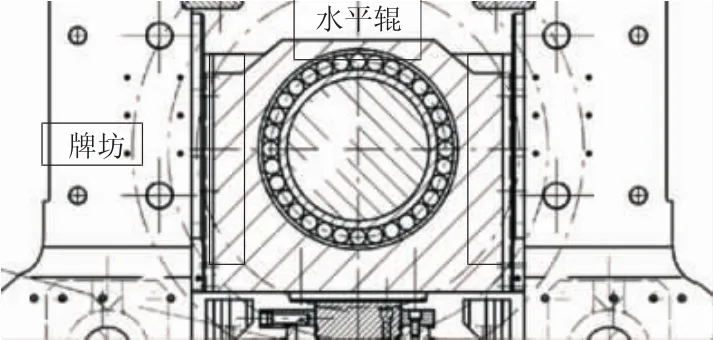
圖6 主滑板與牌坊接觸
1.2 萬能軋機立輥系統
萬能軋機立輥系統由立輥(見圖7-1)及立輥箱(見圖7-2)組成,立輥組裝于立輥箱內,立輥箱裝入牌坊后,與平輥系統共同組成H型鋼變形孔型系統,立輥及平輥側面負責加工H型鋼翼緣部分。立輥的位置尺寸精度及立輥箱與牌坊的配合尺寸是立輥工裝精度的主要因素。
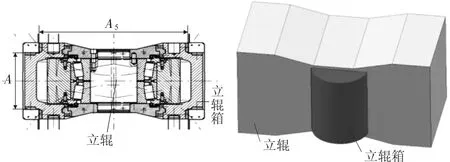
圖7 萬能軋機立輥系統
1.2.1 立輥位置尺寸
立輥的位置尺寸精度是立輥與立輥箱的配合組裝精度。主要包括立輥箱窗口與立輥的配合尺寸、立輥箱底的尺寸。
1.2.1.1 立輥箱窗口與立輥的配合尺寸
立輥箱窗口與立輥的配合尺寸間隙過大(A1與A2),會造成立輥在窗口內部活動余量增大,立輥下沉后形成喇叭口,見下頁圖8-2,立輥與上平輥的輥縫減小,而與下平輥的輥縫增大,在軋制過程中,軋件會形成上腿薄、下腿厚的缺陷,甚至產生廢品。
1.2.1.2 輥箱底尺寸
立輥箱底尺寸出現偏差(見下頁圖9-1中A6),一是在校準過程中會導致輥面未完全壓靠,校準失敗,二是影響立輥箱管路與缸頭板對撞接頭處的配合運行精度,造成冷卻水損失,影響立輥冷卻。同時立輥在箱體內傾斜,形成喇叭口,造成軋件翹扣頭,在軋制過程中,軋件可能會形成上腿薄、下腿厚的缺陷,甚至產生廢品。
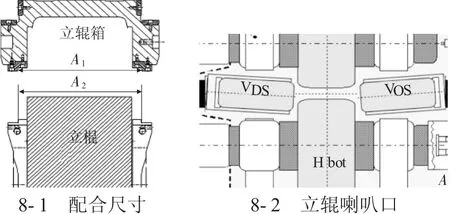
圖8 立輥箱與立輥的配合
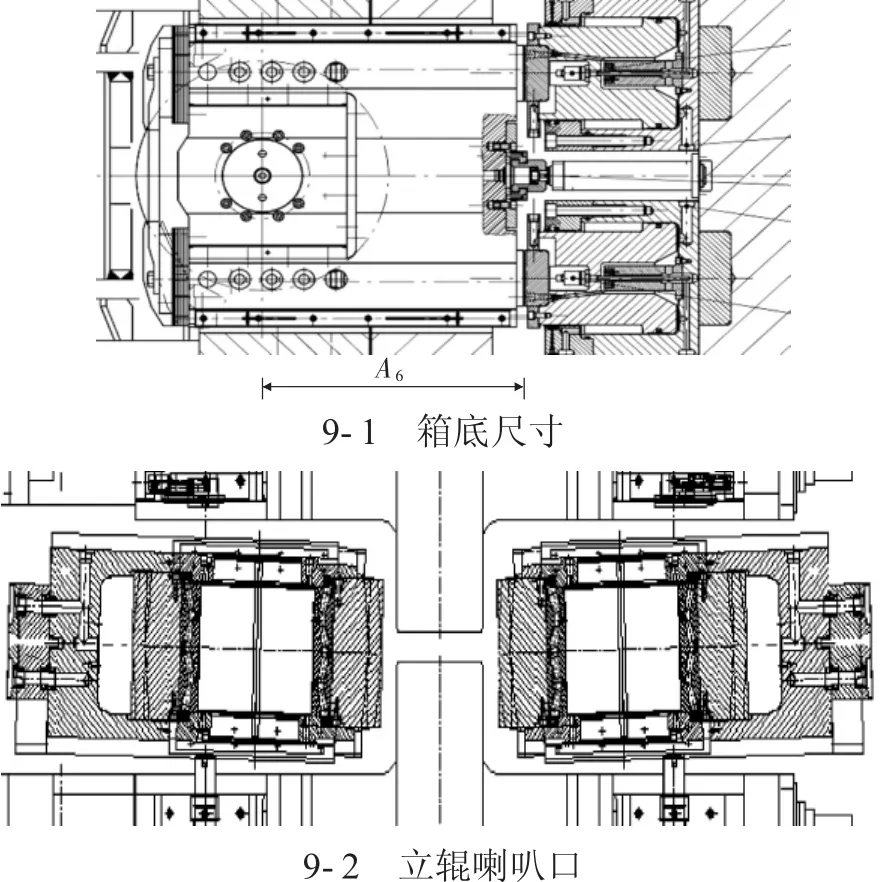
圖9 立輥箱底尺寸
1.2.2 立輥箱與牌坊配合尺寸
當軋輥系統裝入軋機牌坊時,立輥箱與牌坊的尺寸過小,立輥箱無法正常推入牌坊內。尺寸過大或兩側水平高度誤差,軋機上線后立輥傾斜,導致上下翼緣厚度不均勻,嚴重的會造成機架間翹扣頭堆鋼。立輥箱與牌坊位置圖見圖10。
圖10 立輥箱與牌坊位置
1.3 導衛系統
萬能軋機采用橫梁式裝配導衛,用橫梁裝配支架來固定導衛,導衛的寬度、長度,橫梁座凹槽與橫梁的配合精度決定了導衛系統的精度及合理性。導衛系統如圖11所示。
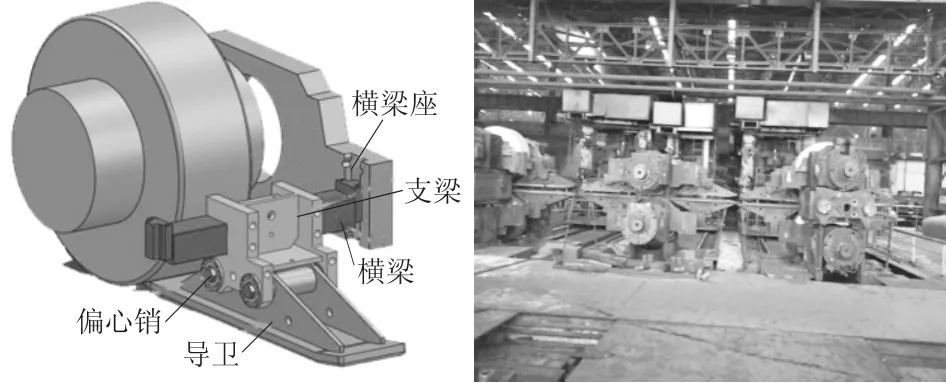
圖11 導衛系統
1.3.1 導衛的寬度、長度
當導衛寬度過大時,導衛側面與軋件形成接觸甚至擠壓,易造成軋件劃傷,影響軋件表面質量,見圖12-1。當導衛寬度過小時,軋件導向定位不好,容易造成軋件咬偏,影響軋制順利進行,導致無法咬入甚至堆鋼,見圖12-2。
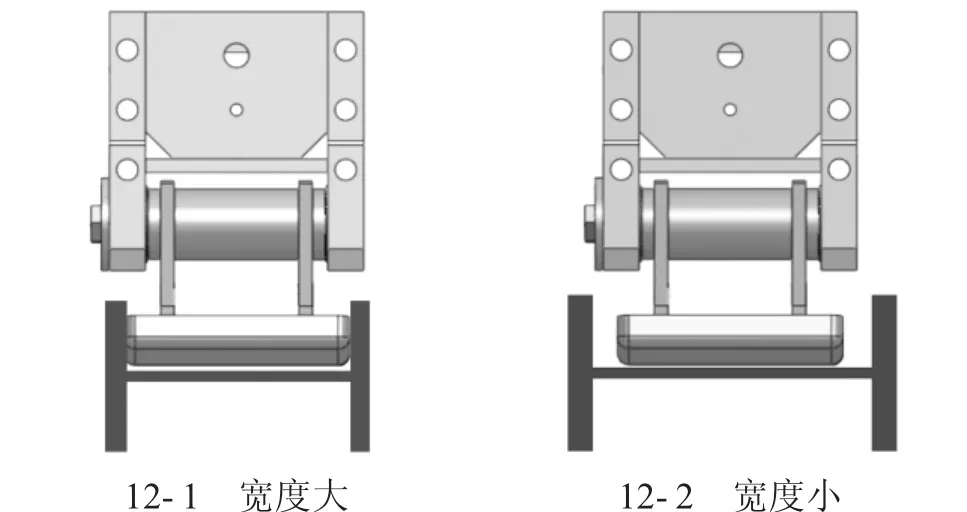
圖12 導衛寬度尺寸
當導衛長度過短,則兩導衛之間的間隙過大,容易造成軋件竄出,導致堆鋼,見圖13-1。當導衛長度過長,則兩導衛之間的間隙過小,造成導衛無法調整,換輥困難,見圖13-2。
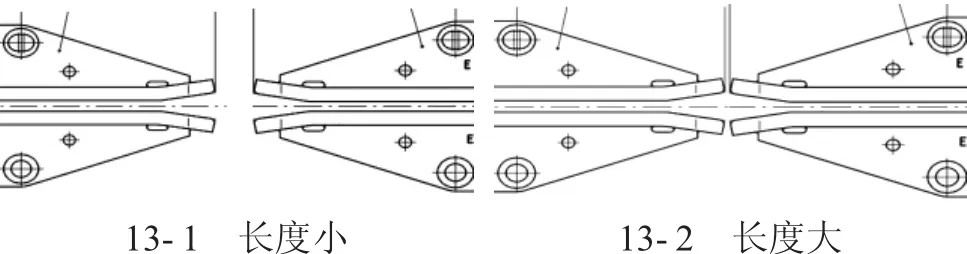
圖13 導衛長度尺寸
1.3.2 橫梁座凹槽與橫梁座的配合
橫梁滑板與橫梁座凹槽滑板之間若有過大間隙(見圖14中C1與C2),橫梁在水平方向就無法固定,在軋制時隨著軋件的運動而出現橫梁水平擺動,進而帶動導衛的擺動,出現軋輥與導衛刃部之間有過大間隙,容易造成堆鋼。
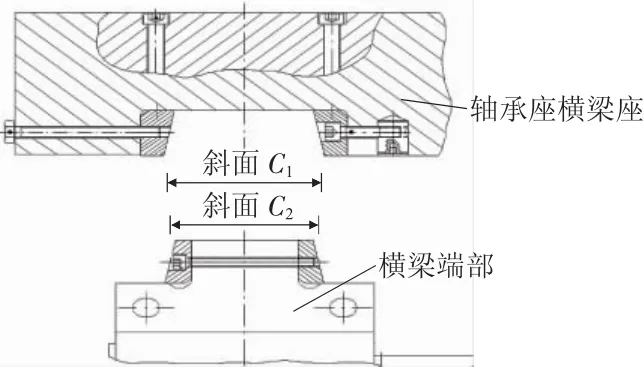
圖14 導衛橫梁座配合
2 工藝優化
根據以上影響工裝精度的各因素,對各尺寸允許的公差范圍進行規范,形成了工裝精度控制點和維護標準表,詳見表1。表中對相關精度的標準、允許公差以及恢復措施等作了明確規定,用以指導今后的精度恢復工作,進一步提升精度管理水平。
3 結論
1)平輥系統精度的主要影響因素為平輥軸承座壓力板、軸向滑板以及主滑板磨損等,會導致軋制過程中出現偏頭、軋制尺寸失真、軋制穩定性差以及軋制沖擊大的缺陷。
2)立輥系統精度的主要影響因素為立輥與立輥箱窗口的配合尺寸、立輥箱底尺寸以及立輥箱與牌坊配合尺寸不合理,會導致軋件上翼緣、下翼緣尺寸不一致的缺陷。
3)導衛系統精度的主要影響因素為導衛的寬度、長度尺寸以及橫梁座凹槽與橫梁座的配合不當,會導致劃傷、堆鋼等缺陷。
4)通過對工裝精度的標準、偏差以及修復措施進行了優化,有效提高了萬能軋機的工裝精度,使因工裝精度低而產生的缺陷廢品數量大幅度降低,成材率提升0.5%。
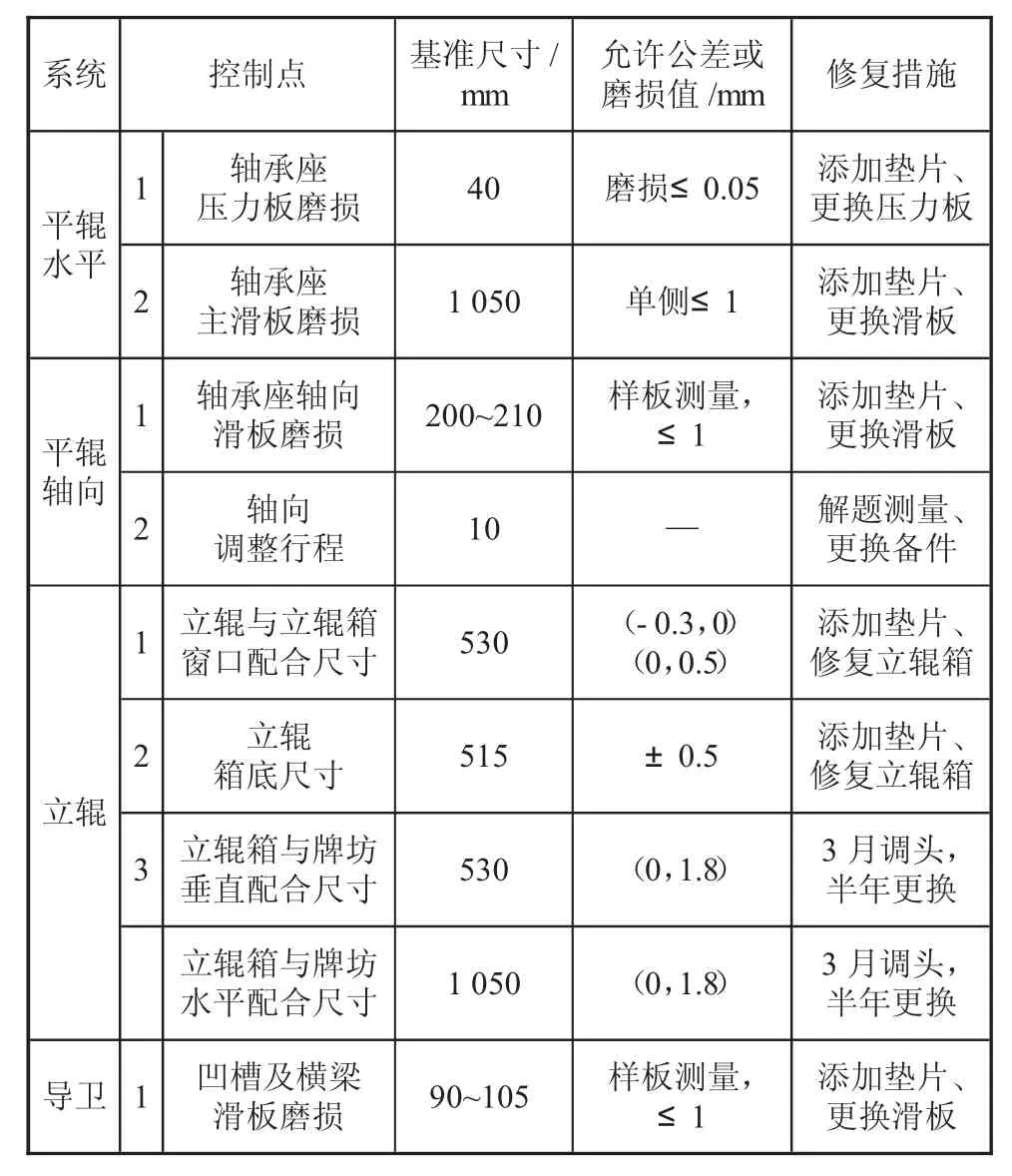
表1 工裝精度控制點和標準
[1]蘇世懷,孫維,潘國平,等.熱軋H型鋼[M].北京:冶金工業出版社,2009.
[2]程向前.熱軋H型鋼萬能軋機導衛系統探討[J].山西冶金,2007(4):33-34.