數控落地銑鏜床X軸(滑座)移動直線度補償方法
2018-05-21 07:45:03王莘澳
時代農機 2018年2期
王莘澳
(齊齊哈爾二機床集團有限責任公司設計院,黑龍江 齊齊哈爾 161005)
隨著科技的更新,對重型數控落地銑鏜床的精度要求更高。由于床身內部筋板布置、床身地腳支撐間距、床身鑄造工藝等原因,使重型數控落地銑鏜床身在長度方向上剛度不均勻,同時床身負載大(滑座、立柱、主軸箱等部件總重約200噸),致使滑座沿床身導軌移動時,易發生滑座移動到床身不同位置時,床身的變形不一致的問題,嚴重影響了機床X軸(滑座)移動直線度。
為了克服現有的重型落地銑鏜床X軸移動直線度差的不足,文章提供一種重型數控落地銑鏜床X軸移動直線度補償裝置及方法,采用該裝置及方法可減小床身負載,從而減小床身變形量,大大提高重型落地銑鏜床X軸直線度。
技術方案是:一種重型數控落地銑鏜床X軸移動直線度補償裝置,包括鋼板,鋼板固定在滑座底部的機床地基上,所述的滑座底部連接有輔助支撐裝置,輔助支撐裝置底部連接有滾輪,滾輪置于鋼板上。
所述的輔助支撐裝置包括頂板、底板、支柱,其中支柱穿過頂板及底板中部后底部連接有滾輪,所述的頂板通過螺釘固定在滑座上,頂板與底板之間通過螺桿連接,且頂板與底板之間置有碟簧組;所述的底板底部的支柱外部連接有螺母。
一種應用上述裝置的重型數控落地銑鏜床X軸移動直線度補償方法,包括以下步驟:①在鋼板底部灌漿,使鋼板與機床地基固定在一起;于通過螺釘將輔助支撐裝置固定到滑座底部,并將滾輪安裝到輔助支撐裝置底部;③轉動螺母來壓縮碟簧組,通過調整碟簧的變形量來調整碟簧支撐力,使輔助支撐裝置承載滑座及其上部件的重量的90%以上。
1 附圖說明
圖1是主視圖;圖2是左視圖;圖3是圖1中I處的放大圖。圖中1-滑座,2-床身,3-輔助支撐裝置,4-碟簧組,5-螺母,6-滾輪,7-鋼板,8-床身導軌,9-床身調整墊鐵,10-機床地基。
2 具體實施方式
由圖1至圖3所示,一種重型數控落地銑鏜床X軸移動直線度補償裝置,包括鋼板7,鋼板7固定在滑座1底部的機床地基10上,所述的滑座1底部連接有輔助支撐裝置3,所述的輔助支撐裝置3包括頂板301、底板303、支柱304,其中支柱304穿過頂板301及底板303中部,所述的頂板301通過螺釘固定在滑座1上,頂板301與底板303之間通過螺桿302連接,且頂板301與底板303之間置有碟簧組4;所述的底板303底部的支柱304外部連接有螺母5,通過轉動螺母5可以使底板303上下移動,從而壓縮或放松碟簧組4。所述的支柱304底部連接有滾輪6,滾輪6置于鋼板7上。上述的補償裝置共有四套,分別置于滑座兩側,使滑座整體置于鋼板7上,并可通過滾輪6帶動滑座移動。

圖1
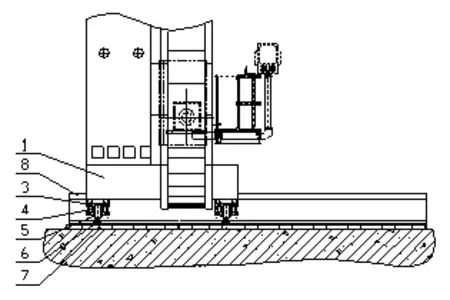
圖2

圖3
一種應用上述裝置的重型數控落地銑鏜床X軸移動直線度補償方法,包括以下步驟:①在鋼板7底部灌漿,使鋼板7與機床地基10固定在一起;于通過螺釘將輔助支撐裝置3固定到滑座1底部,并將滾輪6安裝到輔助支撐裝置3底部;③轉動螺母5來壓縮碟簧組4,通過調整碟簧的變形量來調整碟簧支撐力,使輔助支撐裝置3承載滑座1及以上部件的重量的90%以上。根據碟簧的力學公式:碟簧對機床部件的支撐力F=ks(式中k為碟簧的彈性系數,s為碟簧的變形量)通過螺母調整碟簧的變形量以達到調整碟簧支撐力的目的,使得4組碟簧的支撐合力大于等于90%機床床身以上的部件重力。
目前采用該裝置的數控落地銑鏜床已實現產業化,廣泛用于國防軍工、航空航天、機械、能源、船舶、核電等復雜、異形件的加工行業,對民族裝備工業的振興及國民經濟的發展具有重要意義。
參考文獻
[1]現代實用機床設計手冊編委會.現代實用機床設計手冊[M].北京:機械工業出版社,2006.