鋁合金缸蓋在導(dǎo)管閥座壓裝中的變形與對策
2018-05-16 10:09:01卓學(xué)
機(jī)械工程師 2018年4期
卓學(xué)
(一汽海馬動力有限公司,海口 570216)
0 引言
在鋁合金氣缸蓋的制造過程中,目前導(dǎo)管閥座的裝配一般采取室溫裝壓工藝,采用這種工藝可以省去液氮冷卻閥座的繁瑣和降低成本,導(dǎo)管閥座的壓裝精度靠底孔嚴(yán)格的公差控制來保證。在采用這種工藝時導(dǎo)管閥座與氣缸蓋的配合都是過盈配合,而缸蓋的材料鋁合金具有比較好的塑性,因此變形是無法避免的。當(dāng)變形超過一定程度時,往往會影響缸蓋的質(zhì)量,對燃燒室面的加工精度、導(dǎo)管閥座加工精度、裝配精度都會帶來不利的影響。如何來描述和衡量變形的大小,并在加工中要采取什么樣的措施來減少變形所產(chǎn)生的負(fù)面影響,是采用室溫裝壓工藝要解決的問題。
1 缸蓋變形微觀機(jī)理及其描述
缸蓋毛坯材料為多晶體合金,多晶體的塑性變形除了滑移和孿生(室溫和低溫)以外,還有晶界滑動和遷移(高溫),以及點(diǎn)缺陷的定向擴(kuò)散(擴(kuò)散性蠕變),鋁合金缸蓋的塑性變形在大多數(shù)情況下是這些變形微觀方式的復(fù)合[1]。
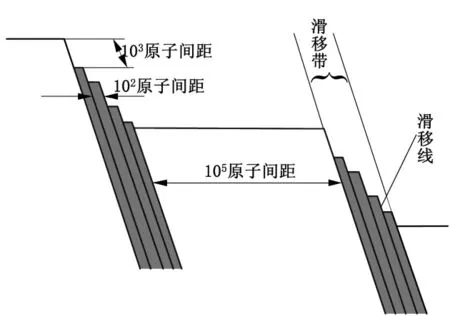
圖1 晶體滑移示意圖
目前對缸蓋變形的描述都是利用有限元分析的方法,將缸蓋施加邊界條件來進(jìn)行應(yīng)力分析,這種描述變形的方式主要是應(yīng)用在缸蓋的設(shè)計中[2-3],而對于鋁合金缸蓋在加工過程的變形描述還是比較少。
2 變形的宏觀表現(xiàn)及衡量參數(shù)
雖然在壓裝力的作用下變形在微觀的表現(xiàn)為晶格的滑移和孿晶,但在宏觀上,由于缸蓋具有復(fù)雜的型腔,要精確描述變形幾乎是無法做到的,我們只需要設(shè)定幾個參數(shù)來衡量這個變形的大小。下面以HM474氣缸蓋作為研究對象,分別設(shè)定幾個參數(shù)來衡量壓裝的變形量,根據(jù)這些參數(shù)來采取措施減輕變形所產(chǎn)生的負(fù)面影響。
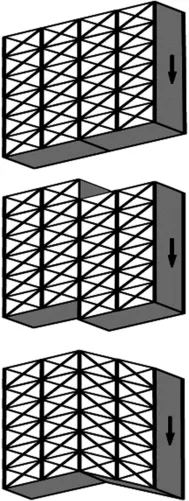
圖2 晶體孿生示意圖
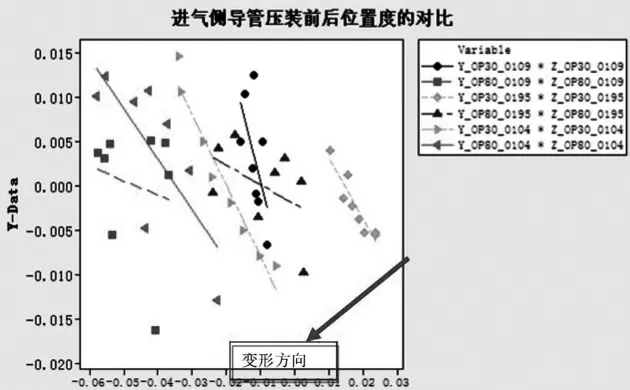
圖3 進(jìn)氣側(cè)導(dǎo)管壓裝前后位置度的對比
2.1 閥座導(dǎo)管孔的位置度變化量ΔY、ΔZ
在導(dǎo)管閥座壓裝前,需要加工出導(dǎo)管閥座底孔,底孔的位置度是靠高精度的加工中心來保證,過程能力基本能達(dá)到Cpk≥1.67。通過三坐標(biāo)測量壓裝前后導(dǎo)管閥座前后(OP30和OP80)的位置度,并把這些位置度描點(diǎn)繪制在同一張圖中,進(jìn)氣側(cè)如圖3所示,排氣側(cè)如圖4所示。
通過壓裝前后導(dǎo)管位置度的測量和比較,可以明顯看出壓裝后導(dǎo)管的位置度向負(fù)方向移動(即伸長的方向),這表明,由于導(dǎo)管閥座的過盈配合的擠壓作用,缸蓋的進(jìn)排氣側(cè)都會沿著長度方向拉長(如圖5),由此推斷位置度的變化是系統(tǒng)性的,因此用位置度變化量ΔY、ΔZ來作為描述變形的一個參數(shù)是可行的。
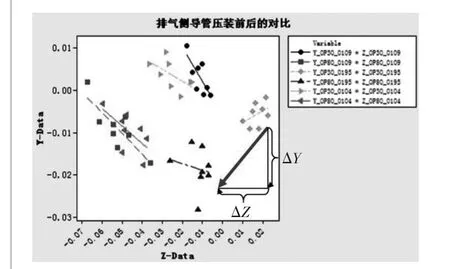
圖4 排氣側(cè)導(dǎo)管壓裝前后的對比
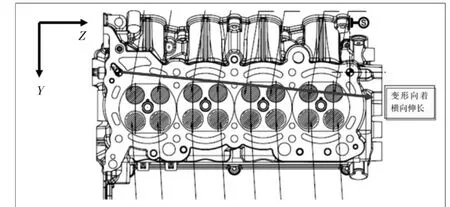
圖5 缸蓋壓裝前后導(dǎo)管位置
從以上的測量對比看出,排氣側(cè)位置度的變化離散率較小,而進(jìn)氣側(cè)的離散度較大。進(jìn)氣側(cè)氣道的形狀復(fù)雜和布置許多噴油器孔,進(jìn)氣側(cè)變形的情況更為復(fù)雜,而對于排氣側(cè),由于排氣側(cè)是一個平面,變形幾乎具有很好的規(guī)律性。但對于某個單一的孔,位置度的變化趨勢是一致的。由此可知,對某個孔或平面的孔系,通過測量壓裝前后孔或孔系的位置度的變化量ΔY、ΔZ,可衡量變形的程度。
2.2 燃燒室面的平面度
在缸蓋加工過程之中將燃燒室面定義為100面,燃燒室面是缸蓋與缸體配合形成燃燒室的面,要具有很好的平面度才能保證良好的密封性和保證燃燒室的容積。在壓裝時,導(dǎo)管的壓裝是靠壓桿支撐在閥座面上的,可能會對燃燒室面造成一定程度的扭曲,因此測量壓裝前后燃燒室面(100面)的平面度,可以作為描述壓裝變形的一個參數(shù)。圖6、圖7是HM474缸蓋用蔡司三座標(biāo)掃描取點(diǎn)的方式測量的壓裝前后的平面度。
從取點(diǎn)的數(shù)據(jù)可以明顯的看出,100面的變形是兩端凸起,中間下凹的(如圖10),通過平面度的比較,可以從宏觀上認(rèn)識變形的另一方面,檢測壓裝后的燃燒室平面度,使平面度保持在一定的范圍內(nèi)對燃燒室容積加工是十分重要的。

圖6 壓裝前燃燒室面的平面度

圖7 壓裝后燃燒室面的平面度
圖8 壓裝前100面的平面度0.0087

圖9 壓裝后100面的平面度0.0443
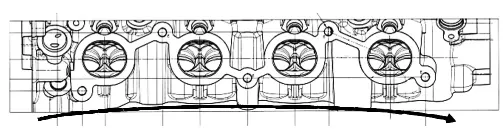
圖10 100面變形趨勢示意圖
3 導(dǎo)管閥座壓裝變形的影響及對策
3.1 壓裝變形對配合銷孔的影響及對策
通過以上的2個參數(shù)來衡量壓裝的變
形,就可以看出變形的大致趨勢,由于缸蓋壓裝過后伸長導(dǎo)致缸蓋與缸體的配合銷孔之間的距離變大,由于伸長,缸蓋螺栓安裝孔相對于基準(zhǔn)的位置度也會發(fā)生變化,這就會導(dǎo)致缸蓋難以安裝,如圖11所示。
這些孔都是在導(dǎo)管閥座壓裝之前的工序加工的,如果按照最終的尺寸加工,經(jīng)過壓裝這些孔的尺寸就有可能超差,導(dǎo)致以上的問題發(fā)生,因此要采取一定的對策來消除這個影響。通過測量這些孔系的位置度變化量ΔZ,并繪制出這個參數(shù)與孔距基準(zhǔn)值Z的關(guān)系(圖12)
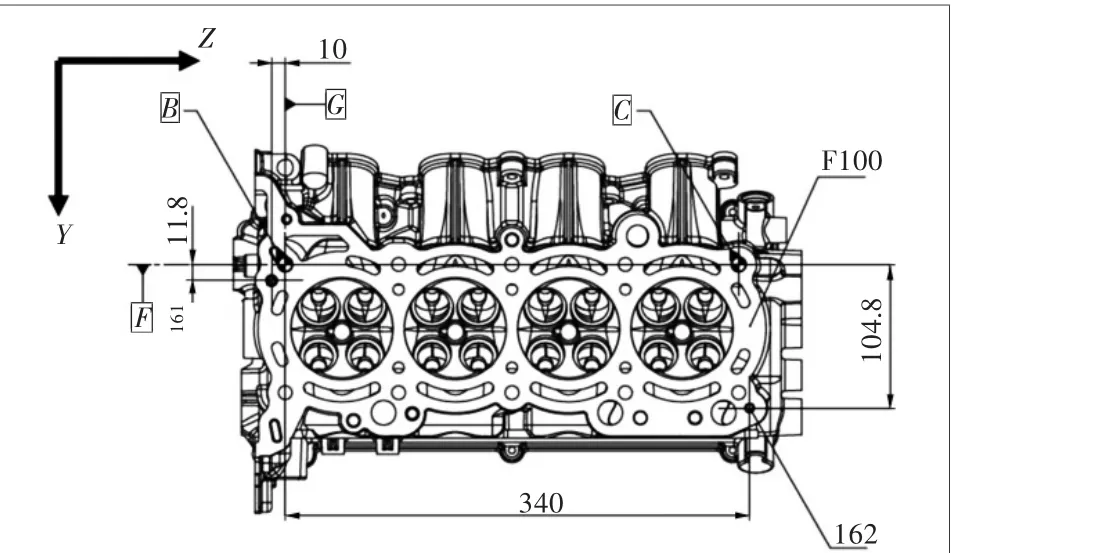
圖11 缸蓋壓裝示意圖
可以看出壓裝前后位置度變化量ΔZ與孔距基準(zhǔn)值Z幾乎是具有很好的線性,也就是離基準(zhǔn)越遠(yuǎn),壓裝后的伸長量就越大,通過擬合,可以得出變形經(jīng)驗(yàn)公式:Z=0.003 886+0.000 273 Z。
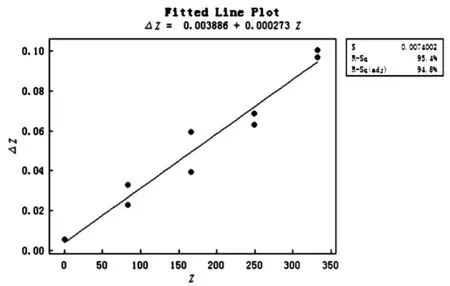
圖12 ΔZ與Z擬合曲線
通過這個經(jīng)驗(yàn)公式我們可以在加工的NC程序里對各個孔進(jìn)行補(bǔ)償,而不必要對每個孔進(jìn)行壓裝前后的測量。圖13是對補(bǔ)償后的161、162孔之間的距離的50個工件的統(tǒng)計值,從分布來看都是在尺寸(350±0.05)mm范圍內(nèi),而且分布的狀態(tài)相對較穩(wěn)定,說明措施是有效的。
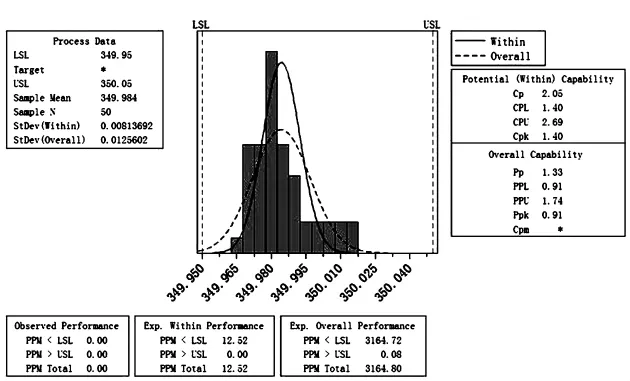
圖13 補(bǔ)償后的161、162孔之間的距離統(tǒng)計
而Y方向上由于比較狹窄,變形量不到0.01 mm(如圖3、圖4),這個變形量對于0.2 mm的位置度公差是可以忽略不計的,因此不對參數(shù)ΔY進(jìn)行分析和采取補(bǔ)償措施。
對于閥座導(dǎo)管的加工,同樣由于壓裝過后閥座導(dǎo)管相對于定位基準(zhǔn)的位置度的改變,會使導(dǎo)管閥座的加工余量不均,從而導(dǎo)致刀具壽命減少、加工精度下降等不良后果。對此,我們對比壓裝前后的導(dǎo)管位置度,采用修改導(dǎo)管閥座壓裝機(jī)的伺服滑臺來進(jìn)行補(bǔ)償(相當(dāng)于將圖12所示的擬合直線繞原點(diǎn)逆使得遠(yuǎn)端的變形縮小。
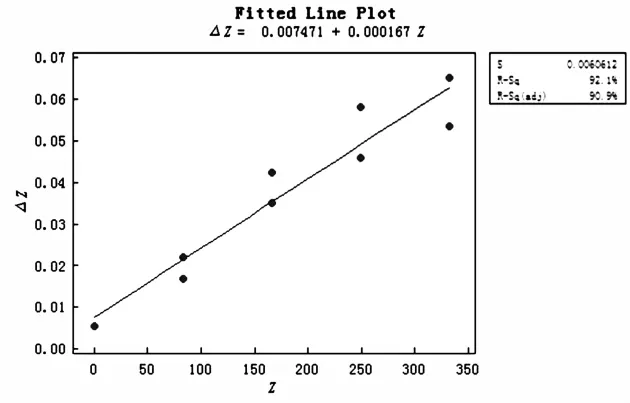
圖14 伺服滑臺補(bǔ)償后的ΔZ與Z擬合曲線圖
3.2 壓裝變形對燃燒室面的影響及對策
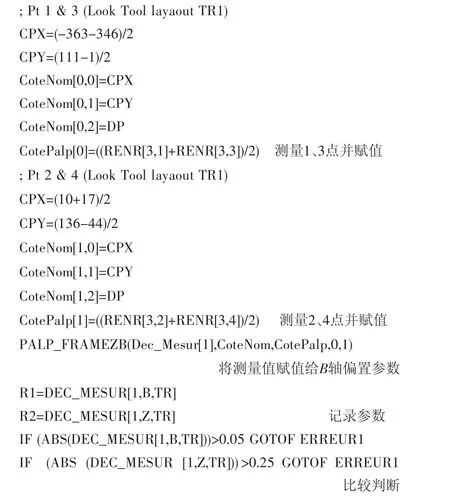
從上面的測量(如圖6、圖7)可以看出,壓裝后燃燒室的平面度從0.008 mm增加到0.044 mm左右,而且兩端凸起中間凹陷,雖然平面度相比于最終的產(chǎn)品要求并沒有超出公差0.05 mm的要求,但這樣可能會對燃燒室的容積的保證帶來不利,因此要采取一定的措施來保證燃燒室的容積,我們采用了測量平面度,調(diào)整加工中心B軸的方法來實(shí)現(xiàn)。先用探頭測量燃燒室面的4個點(diǎn),根據(jù)這4個點(diǎn)的數(shù)據(jù)來計算B軸的調(diào)整量,消除壓裝過程導(dǎo)致的平面度的變化,從而很好地保證了燃燒室面最終的平面度。
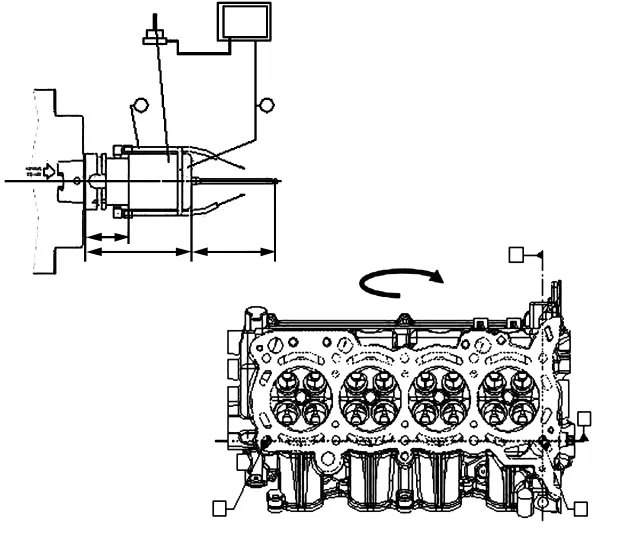
圖15 機(jī)床夾具B軸的調(diào)整示意圖
以下為調(diào)整程序:

4 結(jié)語
通過分析缸蓋導(dǎo)管閥座的壓裝過程的形式及其影響,并建立變形的描述參數(shù):壓裝前后孔系位置度的變化量和燃燒室的平面度,用這些參數(shù)來衡量變形,再采取工藝措施對這些參數(shù)進(jìn)行調(diào)整來減輕變形所產(chǎn)生的負(fù)面影響是有效的:1)通過對加工NC程序的各個孔進(jìn)行補(bǔ)償,可以抵消孔系由于壓裝造成的偏移,從而保證孔系的尺寸要求。2)根據(jù)壓裝前后導(dǎo)管閥座的位置度變化量來調(diào)整壓裝機(jī)的伺服滑臺,可以在一定程度上減輕變形的偏移。3)采用調(diào)整B軸的方法來監(jiān)控壓裝后燃燒室的平面度,能夠很好地保證燃燒室容積。
[參考文獻(xiàn)]
[1] 吳其勝.材料物理性能[M].上海:華東理工出版社,2006.
[2] 祖炳鋒,付光琦.車用柴油機(jī)缸孔在缸蓋螺栓預(yù)緊力下變形的數(shù)值模擬與試驗(yàn)研究[J].內(nèi)燃機(jī)工程2010(4):98-104.
[3] 劉潔.鋁合金柴油機(jī)氣缸蓋熱-機(jī)耦合應(yīng)力分析[J].內(nèi)燃機(jī)工程,2009(4):36-38.
[4] 田樹民,紀(jì)有君,倪紅軍,等.內(nèi)燃機(jī)氣缸蓋加工生產(chǎn)線的研究[J].機(jī)械制造,2010,48(7):84-86.
[5] 孟廣偉.材料力學(xué)[M].北京:機(jī)械工業(yè)出版社,2006.
[6] 高秀華,王智明.工程分析及電子樣機(jī)模擬[M].北京:化學(xué)工業(yè)出版社,2004.
[7] 鄭修本.機(jī)械制造工藝學(xué)[M].北京:機(jī)械工業(yè)出版社,1999.
[8] 廖念釗.互換性測量技術(shù)基礎(chǔ)[M].北京:中國計量出版社,2001.
[9] 曾金玲,李康,蔣文虎.采用模擬缸蓋是發(fā)動機(jī)缸筒變形的仿真分析[J].汽車技術(shù),2005(1):19-22.
[10] 郁鼎文.現(xiàn)代制造技術(shù)[M].北京:清華大學(xué)出版社,2009.
[11]張超勇.汽車制造工業(yè)工程[M].北京:機(jī)械工業(yè)出版社,2009:212-214.
[12] 張會文.發(fā)動機(jī)主要零部件的加工工藝和設(shè)備[M].長春:第一汽車集團(tuán)發(fā)動機(jī)廠,1996.
[13]Comau supplier manual in Siemens 840D[Z].2010.
[14]陳俊梅.一種C形零件的機(jī)加誤差分析與變形控制[J].制造技術(shù)與機(jī)床,2014(1):130-131.
[15] 鄧文英.金屬工藝學(xué)[M].北京:高等教育出版社,1981.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
