客改貨貨艙口框裝配容差分析
2018-05-16 10:09:03徐煥薛蛟
機械工程師 2018年4期
徐煥, 薛蛟
(中航沈飛民用飛機有限責任公司,沈陽 110013)
0 引 言
在飛機零部件裝配過程中,由于制造誤差和裝配誤差都會累積,可能造成飛機裝配困難、幾何超差、不滿足設計要求等問題,經常導致飛機裝配工作費時費力,降低了裝配質量,甚至嚴重影響飛機的最終性能[1-2]。在民用客機改貨機(客改貨)工作中,需將全新設計的貨艙口框裝配到客機桶段上,在裝配過程中,會形成誤差積累,對裝配精度要求較高[3-5]。其中貨艙口框外蒙皮與客機桶段外蒙皮之間的裝配誤差累積情況比較嚴重,且此處的容差控制要求高,導致裝配難度和風險增加。
本文提出容差分析基本方法,基于貨艙口框與原客機的裝配方案,對貨艙口框外蒙皮與客機桶段外蒙皮航向階差進行分析,并采用百分比構成法分析容差累積環節中影響裝配的容差環節[6-7]。通過容差分析方法,可以計算分析預測出裝配質量,結合百分比構成法,分析出容差環節中影響裝配較大的容差環節,針對該容差環節進行結構設計優化和裝配改進,使其能滿足設計要求,同時降低裝配風險。
1 容差分析基本工具
容差分析工具有WC(極限法)與RSS(平方根法)的容差分析方法,容差分析必須經過以下步驟:
1)基于裝配方案,獲得要分析的組件裝配容差尺寸鏈,并取得尺寸鏈上相關零件的容差制造數據;
2)獲取所分析組件的裝配容差目標值;
3)基于WC與RSS方法,采用上述獲得的數據,計算出裝配誤差值,與目標值相比較,分析裝配質量,再結合百分比構成方法,分析出引起超差的容差項。
1.1 常規的兩種容差分析方法
按計算模型對容差累積計算方法進行分類,目前,最常用的容差累積計算方法有兩種:WC與RSS,簡單對比見表1。
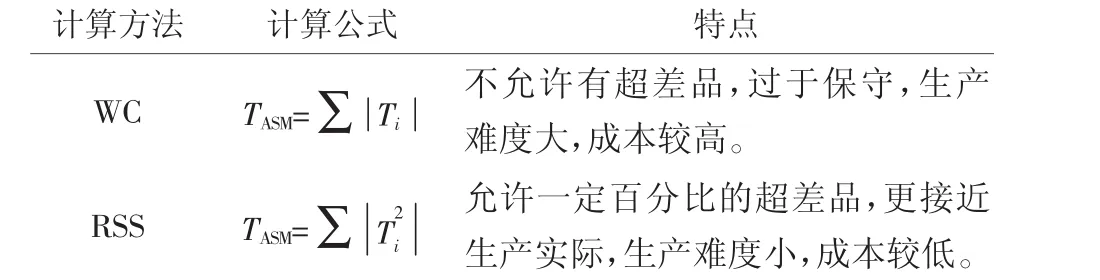
表1 計算方法的對比
表中,TASM代表整個容差鏈的容差,Ti代表第i個容差鏈子環節的容差。WC方法的優點是可以保證裝配件不出現超差品,缺點是過于保守,生產難度大,成本較高。RSS方法相比于WC方法,在整個容差鏈的容差要求一定時,RSS方法要求的子環節容差較寬松,成本較低,缺點是允許出現一定百分比的超差品。統計法比極值法更接近于實際,因為公差鏈中的公差同時達到它們的極限值的概率非常小。按照經驗,本文對尺寸鏈環節少于5個的案例使用極值法進行估算;大于等于5個的案例使用均方根法乘以1.5倍安全系數的方法進行估算。
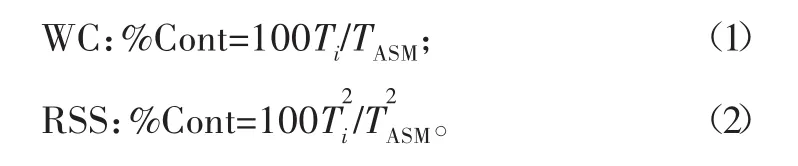
1.2 百分比構成
通過計算造成裝配件偏差的每個偏差的百分比,設計員和制造部門確定應該在哪個環節集中改進零件制造質量。百分比構成就是一個部件標準偏差和總裝配標準偏差的比率:
2 貨艙口框與客機桶段裝配容差理論設計
2.1 設計基準
在基準體系中,主邊框采用一面兩孔進行基準定位,其中腹板面為A基準,腹板面上的2個定位孔分別為B,C基準,如圖1所示。
口框主邊框基準為關鍵基準,不僅用于口框骨架裝配,也用于口框組件裝配,還用于其與客機機身的對接裝配,口框組件基準及工裝定位原理如圖2所示。
使用框腹板面A基準定位航向,定位孔B即B1、B2定位側向和升力方向,工裝孔C即C基準限制周向面內旋轉,實現完全定位。
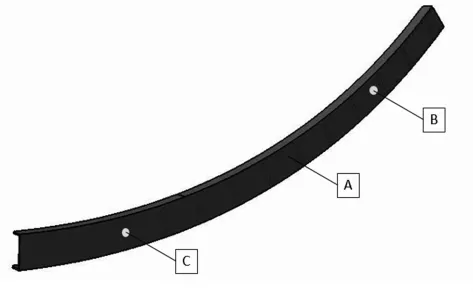
圖1 主邊框零件基準體系示意圖
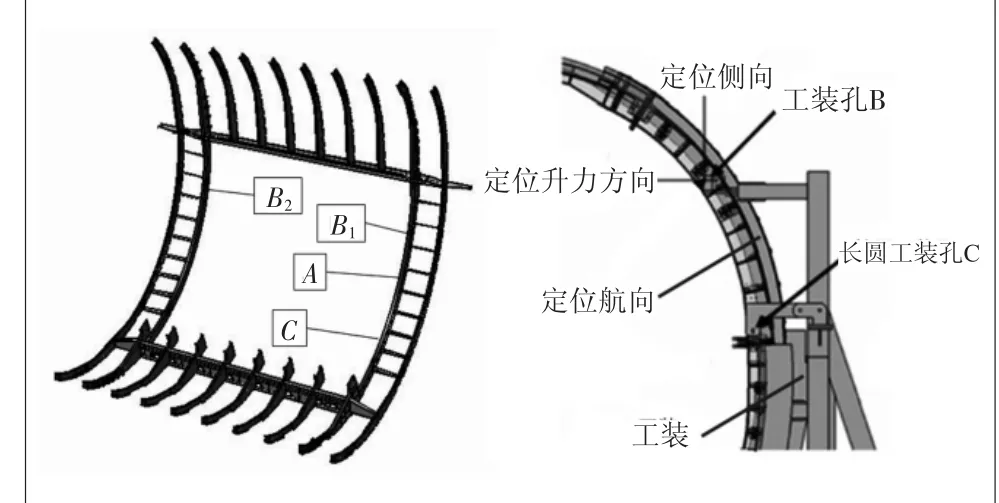
圖2 口框組件基準及工裝定位原理示意圖
2.2 裝配流程
裝配方案如圖3所示。其中,口框組件裝配包含骨架裝配和壁板裝配。骨架裝配采用上述一面兩孔的基準體系,工裝定位實現主框、輔框對接,主楣梁、主檻梁的定位和預裝配,形成門框門梁組件。壁板裝配實現頂部壁板、上壁板、側壁板、下壁板組件的裝配及對接。然后利用口框組件型架實現骨架和壁板的對接,通過工裝定位主框實現骨架定位,然后貼合壁板,最后完成其它散件的定位和裝配。
口框組件與客機機身對接時,先用預裝的測量點調整客機機身姿態完成定位,然后口框組件進入對接工裝,沿用主框基準進行定位,完成前后框段的環向對接、上下部壁板的縱向對接以及客艙地板處的連接等,實現與客機機身的協調裝配。
圖3 貨艙口框裝配件與機身對接裝配流程圖
圖4 貨艙口框外蒙皮與客機桶段外蒙皮航向階差尺寸鏈
表2 貨艙口框蒙皮與客機蒙皮對接階差容差
2.3 尺寸鏈
依據上述裝配方案,可以得出貨艙口框外蒙皮與客機桶段外蒙皮階差的尺寸鏈如圖4所示。以通用制造水平為參考,初步確定尺寸鏈上各環節的容差如表2所示。
3 貨艙口框與客機桶段裝配容差分析
借鑒于某機型機身蒙皮對接容差控制要求,貨艙口框外蒙皮與客機外蒙皮的航向階差目標值U為±0.8 mm,如圖5所示。貨艙口框外蒙皮與客機蒙皮的裝配容差尺寸鏈為一維閉環鏈,如圖4所示,從貨艙口框外蒙皮開始,止于客機外蒙皮。容差鏈制造數據見表2。
圖5 貨機口框外蒙皮與客機外蒙皮的航向階差
基于上述條件,得出WC偏差:
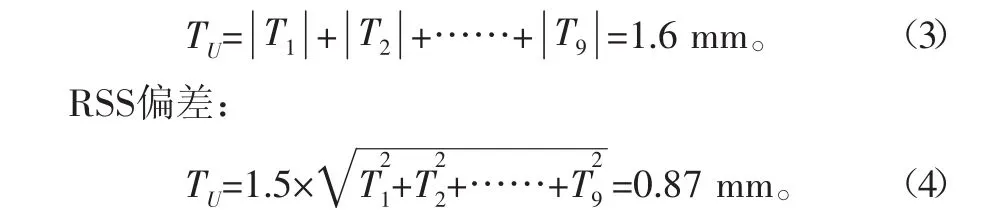
對于全部的9個尺寸按WC和RSS分別計算百分比構成,百分比構成如圖6所示,其中RSS比較高的原因是其為偏差率的平方值。
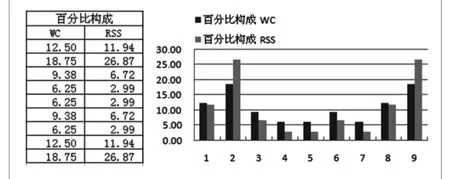
圖6 百分比構成圖
通過上述計算,WC偏差值、RSS偏差值已經超差。結合圖6中的百分比構成圖,可知第2環節及第9環節容差是整個裝配環節中影響較大的容差環節,須對其嚴格控制。針對裝配超差,我們將在設計和裝配方面進行優化,從而保證更好的裝配質量。
4 設計和裝配優化
設計和裝配方案優化可以通過以下手段實現:
1)口框組件設計和制造過程中,應在對裝配界面零件進行嚴格的公差控制,如零件配合面輪廓度、基準孔精度等,制造中通過精加工達到這些要求。如改進主框的制造精度,使其緣條面輪廓度由0.3提高到0.2,基準孔精度由±0.15提高到±0.08;
2)提高對接區零件的制造精度,如將對接區蒙皮的局部輪廓度由0.40改進為0.20;
3)口框組件裝配時,框、蒙皮均通過工裝定位,并按需加墊或打磨框緣條,保證蒙皮外形精確度,提高對接質量;
4)以機身蒙皮外形及口框蒙皮外形為基準設計對接工裝,對接時,優先保證氣動外形,機身內部零件裝配時按需打磨或者加墊;此時文中尺寸鏈將發生改變,公差累計環節減少,如表3。
5)對接完成后,執行氣動密封,沿氣流方向平滑過渡,覆蓋區域≥5倍階差值如,圖7所示。
6)寬松設計要求,如將航向階差要求由±0.8降低為±1.2;
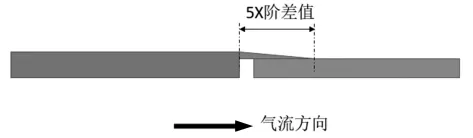
圖7 氣動密封
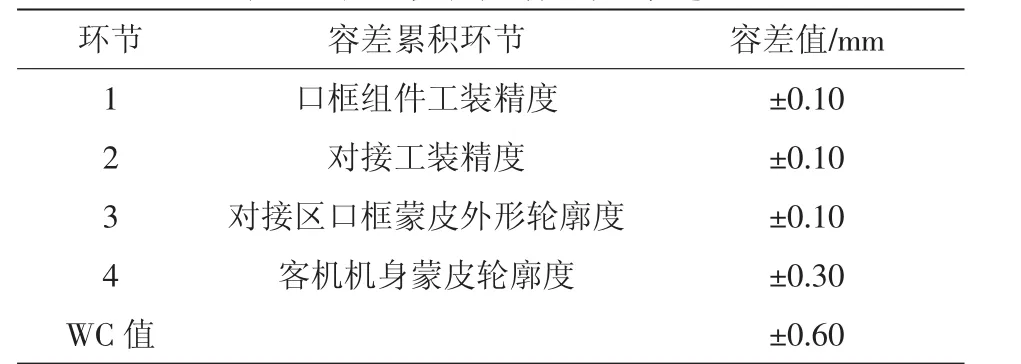
表3 裝配優化后容差尺寸鏈
值得注意的是,執行上述優化方案后,可以提高零件制造精度,減少裝配公差累積環節,提高裝配質量;但其劣勢也很明顯,如增加零件制造成本,增加工裝的復雜性和成本,增加裝配工作量和工時,必須與制造裝配部門溝通確定。
從可操作性和經濟性考慮還是應當適當放松設計要求,并嚴格執行氣動密封,減少制造和裝配難度,同時最小化外形階差對氣流的影響。
5 結論
本文使用容差分析方法,基于貨艙口框與原客機裝配方案,對貨艙口框外蒙皮和客機外蒙皮階差進行了裝配容差估算和分析,實現了對裝配質量的預估,并分析出嚴重影響裝配質量的容差環節。針對裝配超差,提出了設計和裝配優化方案。本文對貨艙口框外蒙皮和客機外蒙皮階差裝配質量具有預測作用和指導作用。總的來說,本文對客改貨裝配質量控制具有一定的理論價值和實用價值。
[參考文獻]
[1] 牛福春,徐丹,張成.飛機裝配容差分析技術研究[J].沈陽航空航天大學學報,2015,32(4):31-36.
[2] 王晶,石宏,黃笑飛,等.基于蒙特卡羅模擬法的航空發動機裝配公差分析[J].沈陽航空工業學院學報,2010,27(4):8-11.
[3] 王平,沈曉陽.公差分析中的統計公差方法綜述[J].工具技術,2008,42(10):43-46.
[4] 田立中,馬玉林,姬舒平.裝配尺寸鏈自動生成的研究[J].工程設計學報,2000,7(4):21-24.
[5] 程寶蕖.飛機制造協調準確度與容差分配[M].北京:國防工業出版社,1979.
[6] 何文治.航空制造工程手冊[M].北京:航空工業出版社,1993.
[7] 張榮瑞.尺寸鏈原理及其應用[M].北京:機械工業出版社,1986.
[8] 張淑立.公差分析和優化設計[J].汽車工程師,2009,12(5):40-46.
[9] 陳艷,孔曉玲,趙文龍,等.不同基準下的公差分析與研究[J].安徽農業大學學報,2013,40(2):332-335.
[10] 張黎,魏小輝,印寅,等.基于3DCS的大型客機主起落架收放機構容差分析[J].機械設計與制造,2012,12(7):73-75.
[11] 劉盼,李建勛,高鵬.基于VSA的水平尾翼固定前緣容差分析[J].科技資訊,2014,24(23):84-86.
[12] 陳偉,李明慧,周瞳,等.基于數字化裝配偏差建模的飛機艙段對接定位方案研究[J].機械設計與制造,2012,12(1):245-247.
[13] 姚澎濤.尺寸工程在商用飛機設計中的應用[J].科技向導,2013(15):270-271.
[14] 武一民,周志革,楊津.公差分析與綜合的進展[J].機械設計,2001(2):4-5.
[15] 蔣壽偉,呂林森,邢國斌,等.新編形狀和位置公差標注解讀[M].北京:中國標準出版社,1999:50.
