準雙曲線角齒輪加工參數的三維坐標測量
2018-05-14 13:54:30王慧文王恩澤孫曉娟
森林工程 2018年6期
關鍵詞:測量
王慧文 王恩澤 孫曉娟
摘 要:本文提出利用三維坐標測量儀測量準雙曲線角齒輪切削加工參數的方法。首先建立準雙曲線角齒輪齒面的數學表達模型,然后在準雙曲線齒輪的齒面進行坐標測量,利用最小二乘法分析求出與測量坐標值相適應的準雙曲線角齒輪實際齒面機床加工參數。通過齒面接觸軌跡比較,證明利用此加工參數加工得到的角齒輪與配對盆齒輪齒面接觸軌跡面積有很大提高,避免了準雙曲線角齒輪加工中反復調試,提高了加工精度和加工效率。
關鍵詞:準雙曲線角齒輪;三維坐標測量儀;加工參數;測量;最小二乘法
中圖分類號:TH132.41;TG61文獻標識碼:A文章編號:1006-8023(2018)06-0043-05
Three Dimensional Coordinate Measurements for Hypoid Angular GearCutting Parameters
WANG Huiwen1, WANG Enze2, SUN Xiaojuan1
(1.Heilongjiang Institute of technology, Heilongjiang, Harbin 150050;2.Volkswagen FAW Terrace Parts Component Co., Ltd., Tianjin 300450)
Abstract: A method for measuring the cutting parameters of hypoid angular gear by using a three-dimensional coordinate measuring instrument is put forward in this paper. Firstly, the mathematical expression model of the tooth surface of the hypoid angular gear was established. Then the multi-point measurement on the tooth surface of the hypoid angular gear was carried out. Finally, the machining parameters of the actual tooth surface of the hypoid angular gear, which are suitable for the measured coordinates, were obtained by the least square method. Through comparing the tooth surface contact locus, it is proved that the tooth surface contact area between the angular gear and the paired basin gear processed with these machining parameters is greatly improved, which avoids the repeated debugging in hypoid angular gear machining. Moreover, the processing precision and processing efficiency have been improved.
Keywords: Hypoid angular gear; three-dimensional coordinate measuring machine; cutting parameters; measurement; least square method
0 引言
準雙曲線齒輪由于齒面結構的復雜性,不能利用范成法加工,一般利用格里森機床或數控機床按照準雙曲線計算齒面上點的坐標值進行加工,因為無法得到準確的機構運動學方程,坐標值計算與理論值有一定誤差。此外,因為機床調整參數設定、加工齒輪安裝、定位精度等原因,很難得到較好齒面嚙合狀態的準雙曲線齒輪[1-5]。為了提高齒輪的承載能力和傳動穩定性,在齒輪加工過程中要隨時檢查配對齒輪副的齒面接觸軌跡面積和區域,并對機床進行適當的機床切削參數設置調整,工作量較大[6-9]。因此研究在利用格里森機床加工準雙曲線齒輪時,準確確定機床的加工參數,提高齒面加工精度和接觸面積具有一定意義。本文在建立準雙曲線角齒輪齒面數學模型基礎上,利用三維坐標測量儀測量角齒輪齒面的坐標值,通過最小二乘法分析計算,得到與角齒輪理論值誤差最小的實際齒面機床加工設置參數,探討在齒輪加工過程中不需要接觸軌跡檢測就可以實現滿足要求的雙曲線齒輪的可能性[10-15]。
1角齒輪齒面的數學表示
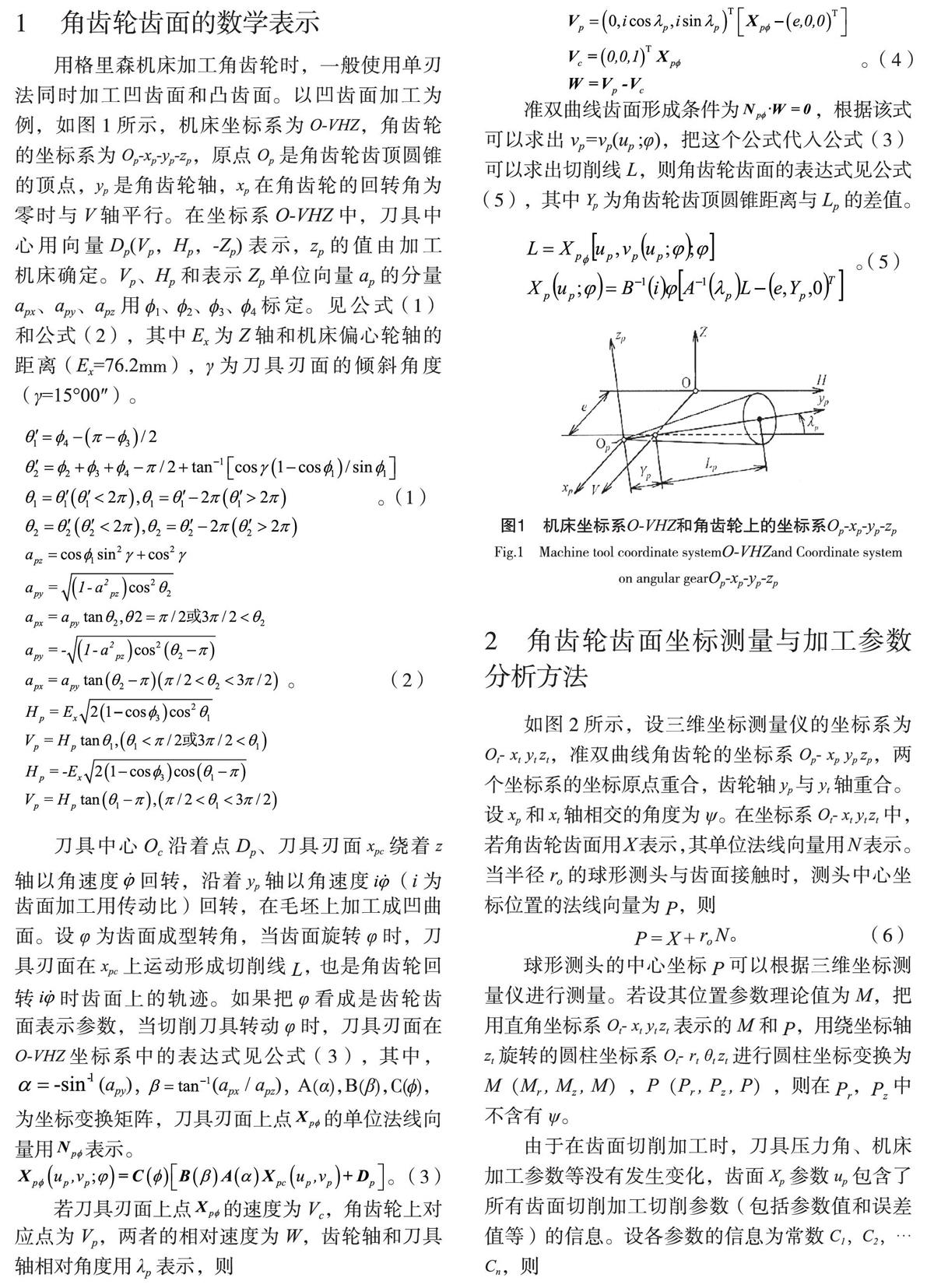
用格里森機床加工角齒輪時,一般使用單刃法同時加工凹齒面和凸齒面。以凹齒面加工為例,如圖1所示,機床坐標系為O-VHZ,角齒輪的坐標系為Op-xp-yp-zp,原點Op是角齒輪齒頂圓錐的頂點,yp是角齒輪軸,xp在角齒輪的回轉角為零時與V軸平行。在坐標系O-VHZ中,刀具中心用向量Dp(Vp,Hp,-Zp)表示,zp的值由加工機床確定。Vp、Hp和表示Zp單位向量ap的分量apx、apy、apz用φ1、φ2、φ3、φ4標定。見公式(1)和公式(2),其中Ex為Z軸和機床偏心輪軸的距離(Ex=76.2mm),γ為刀具刃面的傾斜角度(γ=15°00″)。
刀具中心Oc沿著點Dp、刀具刃面xpc繞著z軸以角速度回轉,沿著yp軸以角速度(i為齒面加工用傳動比)回轉,在毛坯上加工成凹曲面。設φ為齒面成型轉角,當齒面旋轉φ時,刀具刃面在xpc上運動形成切削線L,也是角齒輪回轉時齒面上的軌跡。如果把φ看成是齒輪齒面表示參數,當切削刀具轉動φ時,刀具刃面在O-VHZ坐標系中的表達式見公式(3),其中,
為坐標變換矩陣,刀具刃面上點的單位法線向量用表示。
若刀具刃面上點的速度為Vc,角齒輪上對應點為Vp,兩者的相對速度為W,齒輪軸和刀具軸相對角度用λp表示,則
準雙曲線齒面形成條件為,根據該式可以求出vp=vp(up ;φ),把這個公式代入公式(3)可以求出切削線L,則角齒輪齒面的表達式見公式(5),其中Yp為角齒輪齒頂圓錐距離與Lp的差值。
2 角齒輪齒面坐標測量與加工參數分析方法
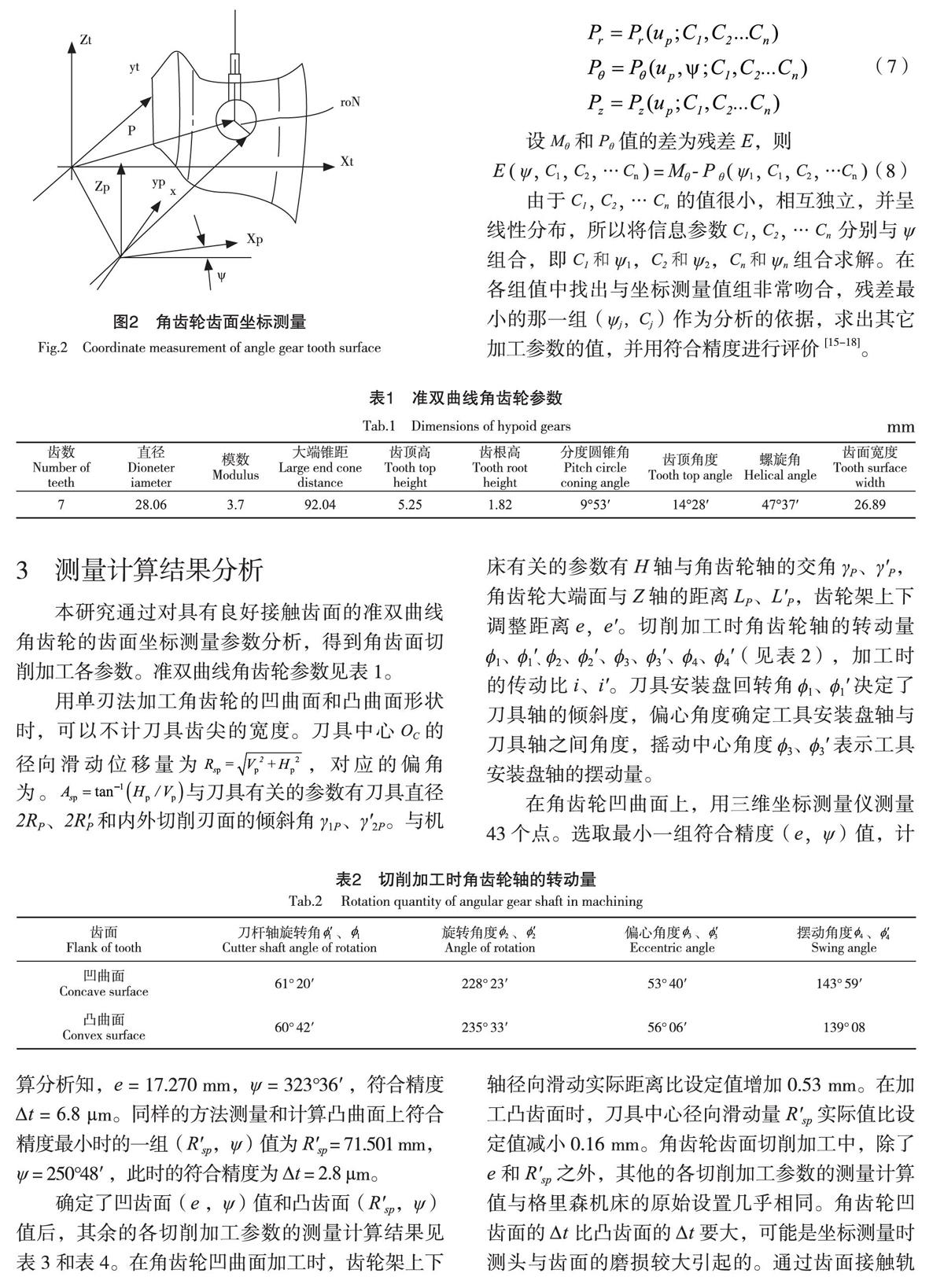
如圖2所示,設三維坐標測量儀的坐標系為Ot- xt yt zt,準雙曲線角齒輪的坐標系Op- xp yp zp,兩個坐標系的坐標原點重合,齒輪軸 yp 與yt軸重合。設xp和xt軸相交的角度為ψ。在坐標系Ot- xt yt zt中,若角齒輪齒面用X表示,其單位法線向量用N表示。當半徑ro的球形測頭與齒面接觸時,測頭中心坐標位置的法線向量為P,則
P = X + ro N。? ? ? ? ? ? ? ? ? ? ? ? (6)
球形測頭的中心坐標P可以根據三維坐標測量儀進行測量。若設其位置參數理論值為M,把用直角坐標系Ot- xt yt zt表示的M和P,用繞坐標軸zt旋轉的圓柱坐標系Ot- rt θt zt進行圓柱坐標變換為M(Mr , Mz , M),P(Pr , Pz , P),則在Pr,Pz中不含有ψ。
由于在齒面切削加工時,刀具壓力角、機床加工參數等沒有發生變化,齒面Xp參數up包含了所有齒面切削加工切削參數(包括參數值和誤差值等)的信息。設各參數的信息為常數C1,C2,…Cn,則
設Mθ和Pθ值的差為殘差E,則
E ( ψ,C1,C2,… Cn ) = Mθ - P θ ( ψ1,C1,C2,…Cn )( 8)
由于C1,C2,… Cn 的值很小,相互獨立,并呈線性分布,所以將信息參數C1,C2,… Cn 分別與ψ組合,即C1和ψ1,C2和ψ2,Cn和ψn組合求解。在各組值中找出與坐標測量值組非常吻合,殘差最小的那一組(ψj,Cj)作為分析的依據,求出其它加工參數的值,并用符合精度進行評價[15-18]。
3 測量計算結果分析
本研究通過對具有良好接觸齒面的準雙曲線角齒輪的齒面坐標測量參數分析,得到角齒面切削加工各參數。準雙曲線角齒輪參數見表1。
用單刃法加工角齒輪的凹曲面和凸曲面形狀時,可以不計刀具齒尖的寬度。刀具中心OC的徑向滑動位移量為,對應的偏角為。與刀具有關的參數有刀具直徑2RP、2R'P和內外切削刃面的傾斜角γ1P、γ'2P。與機床有關的參數有H軸與角齒輪軸的交角γP、γ'P,角齒輪大端面與Z軸的距離LP、L'P,齒輪架上下調整距離e,e'。切削加工時角齒輪軸的轉動量φ1、φ1'、φ2、φ2'、φ3、φ3'、φ4、φ4'(見表2),加工時的傳動比i、i'。刀具安裝盤回轉角φ1、φ1'決定了刀具軸的傾斜度,偏心角度確定工具安裝盤軸與刀具軸之間角度,搖動中心角度φ3、φ3'表示工具安裝盤軸的擺動量。
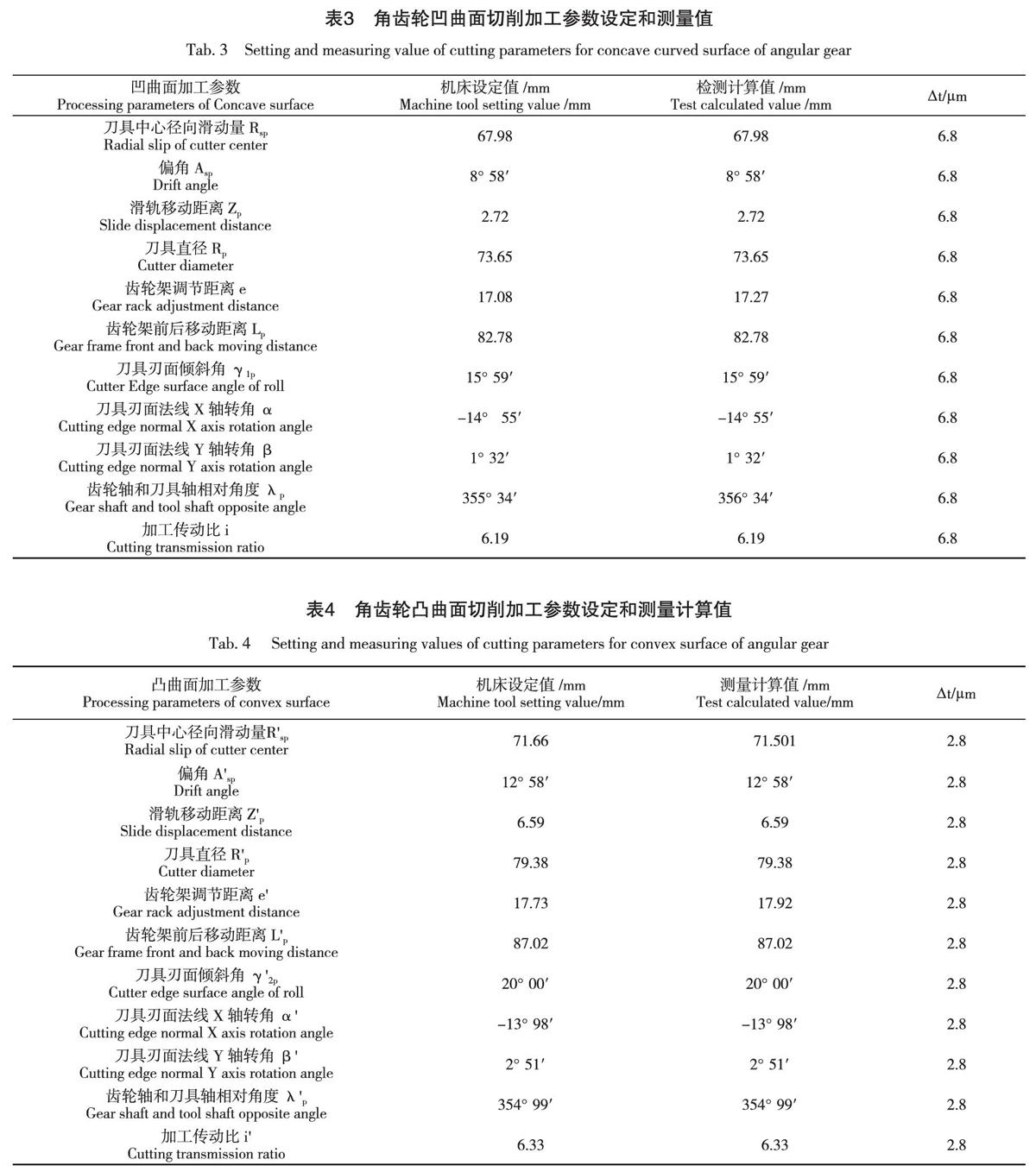
在角齒輪凹曲面上,用三維坐標測量儀測量43個點。選取最小一組符合精度(e,ψ)值,計算分析知,e = 17.270 mm,ψ = 323°36′,符合精度?t = 6.8 ?m。同樣的方法測量和計算凸曲面上符合精度最小時的一組(R'sp,ψ)值為R'sp = 71.501 mm,ψ = 250°48′,此時的符合精度為?t = 2.8 ?m。
確定了凹齒面(e ,ψ)值和凸齒面(R'sp,ψ)值后,其余的各切削加工參數的測量計算結果見表3和表4。在角齒輪凹曲面加工時,齒輪架上下軸徑向滑動實際距離比設定值增加0.53 mm。在加工凸齒面時,刀具中心徑向滑動量R'sp實際值比設定值減小0.16 mm。角齒輪齒面切削加工中,除了e和R'sp之外,其他的各切削加工參數的測量計算值與格里森機床的原始設置幾乎相同。角齒輪凹齒面的?t 比凸齒面的?t 要大,可能是坐標測量時測頭與齒面的磨損較大引起的。通過齒面接觸軌跡檢測比較,在其它加工參數按照格里森機床加工原始設置設定情況下,對于實驗準雙曲線齒輪副,在選擇e = 17.270 mm,R'sp = 71.501 mm時,可以得到與配對盆齒輪良好嚙合的角齒輪齒面。
4 小結
用格里森機床切削加工準雙曲線角齒輪時,為了得到較好接觸的配對齒輪,要在加工時對格里森機床進行多次調整,并要在加工完成后進行接觸軌跡測量實驗,產生的配對齒輪沒有互換性。這一個特點嚴重影響了準雙曲線齒輪加工效率和工作穩定性。本方法利用測量與角齒輪良好接觸的角齒輪三維坐標值,通過對齒面理論參數值和齒面實際測量值分析計算,得到實際齒面加工時的機床加工參數值。利用這一組齒輪加工機床實際設定值,在一臺或多臺機床上加工相同參數的角齒輪時都能夠得到與原來盆齒輪良好配合的接觸軌跡,表明利用這組設定值加工的角齒輪與對應的盆齒輪具有較好的嚙合度,具有一定的準雙曲線齒輪配合互換性,避免了現階段齒輪加工過程中為了保證嚙合軌跡進行多次調整的弊端,為準雙曲線齒輪加工和互換性提供了參考依據。
【參 考 文 獻】
[1]張白,石照耀,林家春.齒輪誤差三維評定方法[J].光學精密工程, 2016,24(2):390-396
ZHANG B,SHI Z Y, LIN J C.Three-dimensional coordinate evaluation method of dear errors[J].Optics and Precision Engineering, 2016,24(2):390-396.
[2] XU B, SHIMIZU Y, ITO S, et al.Pitch deviation measurement of an involute spur gear by a rotary profiling system[J]. Precision Engineering, 2015,39(1):152-160.
[3]SLAMANI M, BONEV L A. Characterization and experimental evaluation of gear transmission errors in an industrial robot[J].Industrial Robot, 2013,40(5):441-449.
[4]張兆龍,謝華錕.圓錐齒輪測量技術的發展及錐齒輪的局部互換性[J].工具技術, 2000,34(2):40-43
ZHANG Z L, XIE H K. Development of bevel gear measuring technology&local interchangeability of bevel gears[J].Tool Engineering, 2000, 34(2):40-43.
[5]趙寶軍,余濤,趙振偉,等.ZXJ-1型移動式削片機傳動系統的調整與維修[J].林業機械與木工設備,2016,44(7):44-45.
ZHAO B J, YU T, ZHAO Z W, et al. ZXJ-1 mobile chipper transmission system adjustment and repair[J]. Forestry Machinery & Woodworking Equipment, 2016,44(7):44-45.
[6]郭曉東,張明德,張衛青,等.錐齒輪齒距及齒形偏差測量與分析方法[J].工具技術, 2009,43(11):80-83
GUO X D, ZHANG M D, ZHANG W Q,et al. Measuring and analysis of pitch deviation and tooth form deviation of bevel gear[J].Tool Engineering, 2009,43(11):80-83.
[7]SUH S, LEE E S, KIM H C, et al.Geometric error measurement of spiral bevel gears using a virtual gear model for STEP-NC[J].International Journal of Machine Tools and Manufacture, 2002, 42(3):335-342.
[8]王笑一,石照耀,舒贊輝 ,等.齒輪整體誤差測量中異點接觸誤差及其修正[J].機械工程學報, 2017,53(10):166-175.
WANG X Y, SHI Z Y,SU A H,et al.Different point contact error and correction method in gear integrated error measurement[J].Journal of Mechanical Engineering, 2017,53(10):166-175.
[9]柏永新,馮學理,龐慶.全功能齒輪誤差測量與分析系統[J].機械科學與技術 ,1994(2):39-45.
BAI Y X, FENG X L,PANG Q. Full function gear error measurement and analysis system[J].Mechanical Science and Technology for Aerospace Engineering, 1994(2):39-45.
[10]王軍,王小椿,姜虹.螺旋錐齒輪齒面的三坐標測量[J].機械工程學報, 2003, 39(6):151-154.
WANG J, WANG X C, JIANG H. Measurement of the tooth surface of spiral bevel gear on three-coordinate[J].Chinese Journal of Mechanical Engineering, 2003, 39(6):151-154.
[11]趙華.基于三坐標的弧齒錐齒輪齒面誤差測量與評定機械傳動[J].機械傳動, 2011,35 (5):20-23.
ZHAO H. The tooth surface error measurement and evaluation of spiral bevel gear based on threecoordinate measurement[J].Journal of Mechanical Transmission, 2011,35(5):20-23.
[12]徐彥偉,張連洪.基于齒面點坐標測量值的弧齒錐齒輪齒面建模[J]. 制造業自動化, 2014,36(5):34-37.
XU Y W, ZHANG L H. Active precision design of spiral bevel gear milling machine[J].Manufacturing Automation, 2014, 36(5): 34-37.
[13]FEKI N, CAVORET J, VILLE F, et al.Gear tooth pitting modelling and detection based on transmission error measurements[J].European Journal of Computational Mechanics, 2013,22(8):106-119.
[14]方宗德,曹雪梅,張金良.航空弧齒錐齒輪齒面坐標測量的數據處理[J].航空學報, 2007,28(2):1687-1690.
FANG Z D,CAO X M,ZHANG J L. Measuring date processing of aviation spiral bevel gears by using coordinate measurement[J].Acta Aeronauticaet Astronautica Sinica, 2007,28(2):1687-1690.
[15]韓江,高婷,江本赤 ,等.非圓齒輪齒廓特性分析及偏差測量方法研究[J].電子測量與儀器學報, 2016,30(10):1520-1533.
HAN J,GAO T, JIANG B C, et al. Tooth profile characteristics analysis and deviation measurement study of non-circular gear[J].Journal of Electronic Measurement and Instrumentation, 2016, 30(10):1520-1533.
[16]孫曉娟,王慧文,用三維坐標測量儀測量斜齒圓柱齒輪齒形誤差[J].林業機械與木工設備 , 2003,31(6):6-9.
SUN X J,WANG H W. Measurement of tooth profile error of helical cylindrical gear on three-dimensional coordinate measuring instrument[J].Forestry Machinery and Woodworking Equipment, 2003,31(6):6-9.
[17]TAKEDA R, FANG S, LIU Y S, et al. Precision compensation method for tooth flank measurement error of hypoid gear[J].Measurement, 2016,89(7):305-311.
[18]王志永,劉威,曾韜,等.螺旋錐齒輪大輪齒形誤差的在機測量[J].儀器儀表學報, 2015,36(5):1047-1053.
WANG Z W, LIU W, CENG T, et al. On-nachine measurement of tooth profile errors for the spiral bevel gears[J].Chinese Journal of Scientific Instrument, 2015,36(5):1047-1053.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00