高性能玻璃纖維復合氈制備關鍵技術對復合材料性能的影響
2018-05-11 08:56:07夏曉林謝淵博余萬平蔡玉榮姚菊明
絲綢 2018年5期
關鍵詞:復合材料
夏曉林, 謝淵博, 李 輝, 余萬平, 蔡玉榮, 姚菊明
(1.浙江恒石纖維基業有限公司,浙江 桐鄉 314500;2.浙江理工大學 a.先進紡織材料與制備技術教育部重點實驗室;b.材料與紡織學院、絲綢學院,杭州 310018)
玻璃纖維織物是將玻璃纖維通過編織方式捆綁而成的制品,由于其增強的復合材料具有較好的機械力學性能和準各向同性,被廣泛用做風力發電葉片的增強材料[1]。玻璃纖維織物增強樹脂基復合材料通常的制備方法是采用編織方法固定玻璃纖維形成纖維氈(織物),然后通過真空灌注樹脂的工藝制造而成[2-3]。目前,隨著風車大型化和海上風電項目的迅猛發展,如今的市場對風車葉片的性能提出了更高的要求。大型葉片可以改善風力發電的經濟性,但隨著葉片長度增加,葉片質量的增加速度快于能量的提取速度[4],要求葉片材料具有更高的強度和剛度;海上風電的開發、建設和運行都比陸上復雜,特別是對風電設備承受海浪、風力的運行穩定性及設備的耐腐蝕性等提出了更高的要求。由于海上風電有效運維時間有限,并且運維成本高,所以要求風電葉片具有更高的可利用率[5]。因此,現有的玻璃纖維織物產品在性能上已難于滿足市場的需求,市場對高性能纖維織物的需求日益強烈,高強度、高模量的玻璃纖維織物已成為風電行業發展熱點。
此外,在制備風電葉片時,由于空氣動力學的原因,葉片殼體一般都被設計成具有一定的弧度和彎度,因此要求所使用的纖維增強樹脂基復合材料的強度呈現各向異性,這個要求可以通過調整玻璃纖維織物的結構、制備工藝等來實現[6]。因此,本文從織物的編織工藝和成型方式兩方面出發,研究其對樹脂滲透率和纖維增強樹脂基復合材料的力學性能的影響。
1 材料及方法
1.1 材料和儀器
材料:密度為2.6 g/cm3玻璃纖維紗線(中國巨石股份有限公司,基本物性參數如表1所示),線密度11.1 tex、斷裂強度4.35 cN/dtex、斷裂伸長率23.5%的滌綸絲(江蘇恒力化纖股份有限公司),環氧樹脂(上緯風電材料有限公司,型號2511-1A,固化劑2511-1BS,二者的配比比例為100︰30,密度為1.1 g/cm3)。
儀器:GE212型智能化電腦控制高速整經機(常州市第八紡織機械廠),Malimo Multiaxial多軸向經編機(卡爾邁耶中國有限公司),RUFUS 旋轉葉片式真空泵(蘇州萊福士真空設備有限公司,型號R0100,進口容量100 m3/h(50 Hz),最大真空度0.5 mbar),電子萬能試驗機和CMT電子萬能試驗機(美特斯工業系統中國有限公司)等。
1.2 高性能玻璃纖維復合氈的制備
采用1 200 tex的玻璃纖維紗線作為60°方向的襯墊紗,采用2 400 tex的玻璃纖維紗線作為短切紗,采用68 tex的玻璃纖維細紗或者11.1 tex的滌綸絲作為捆綁紗,結合不同的成型方式,設計5種不同工藝參數的經編玻璃纖維復合氈,分別簡記為樣品1、樣品2、樣品3、樣品4和樣品5。5種織物均采用編鏈地組織結構,參數規格如表2所示。
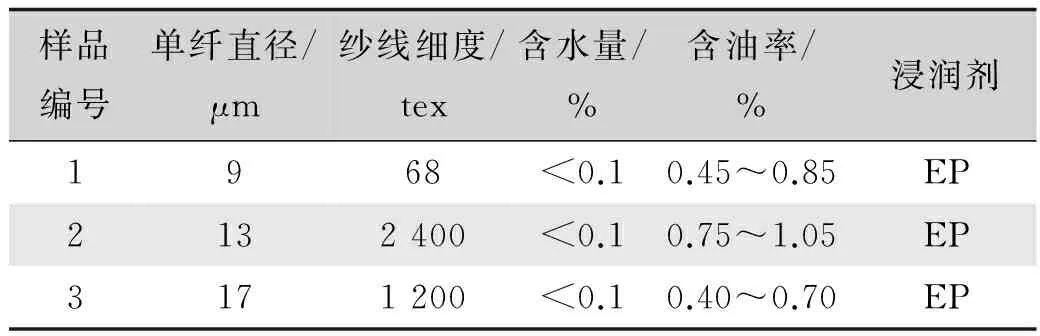
表1 不同玻璃纖維紗線的基本物性參數Tab.1 Basic physical parameters of different glass yarns

表2 5種經編玻璃纖維復合氈的參數規格Tab.2 Parameter specifications of five kinds of glass fiber mat
針對以上5種經編玻璃纖維復合氈,采用兩種不同的成型方式進行制備:即一次成型和二次成型。一次成型指的是采用多軸向經編機將玻璃纖維紗線按照不同的方向和不同的次序疊放在一起,然后在玻璃纖維表面撒上短切紗,最終通過滌綸絲縫編成整體的織物,即采用一次織造過程即可制備得到經編玻璃纖維復合氈。二次成型主要是指通過兩道加工工序制備經編玻璃纖維織物。首先,利用絞織機制備基布,然后通過設備將絞織基布拉成60°疊放,送入多軸向經編機,利用短切裝置撒上短切紗,最后通過滌綸絲縫編成經編玻璃纖維復合氈。
1.3 織物分析
織物分析包括織物外觀分析和織物的平方米質量分析。織物的外觀分析主要是通過肉眼觀察織物的正反面形貌和織物主干紗線的完整性、孔隙率的高低和織物組織的完整性。采用稱重法對5種不同產品的平方米質量進行分析。
1.4 樹脂滲流動性的測定
將制備的5種不同工藝的經編玻璃纖維復合氈分別裁成60 cm×40 cm的樣布,平行鋪成6層。在23 ℃的試驗環境下進行真空灌注試驗,布置完畢后在織物上表面放置一把卷尺,以便記錄樹脂推進的進度。
灌注開始前以-94 kPa壓力保壓5 min,確認無異常后打開進口閥門,樹脂灌注開始,每5 min記錄一次樹脂灌注進程;待樹脂到達出口螺旋管的時候將真空壓力降至-60 kPa,保壓15 min后關閉進口端,記錄灌注時間;繼續保持-60 kPa真空直至板材固化。
1.5 復合氈滲透率的測定
樹脂浸漬增強材料預成型體的過程可看作不可壓縮流體通過多孔介質的過程,符合Darcy定律[7-8]。由Darcy定律推導出樹脂單向流動方程:
(1)

1.6 復合材料力學性能的測試
將5個樣品分別裁成40 cm×40 cm的樣布,平行鋪成4層。將平行鋪設的織物置于RTM模具模腔內,然后根據玻璃纖維含量的要求,選擇合適的墊片,接著鎖緊模具,用壓力從預設的注入口將樹脂注入膜腔。灌注開始前以-97 kPa壓力保壓5 min,確認無異常后打開進口閥門,樹脂灌注開始。待樹脂從出口管中溢出時,停止樹脂灌注,關閉真空泵。接著,進行固化處理,先將模量置于40 ℃下預固化5 h,然后再置于干燥箱中80 ℃下后固化10 h,最后脫模得到制品。參照ISO 527-4—1997《塑料——拉伸性能測試 第4部分:各向同性和正交各向異性纖維增強復合材料的試驗條件》制樣及測試[9]。采用MTS電子萬能試驗機測試5種復合材料的拉伸強度和拉伸模量。夾具間距150 mm,試樣寬度25 mm,厚度2 mm,試驗速率2 mm/min。樣條如圖1所示。
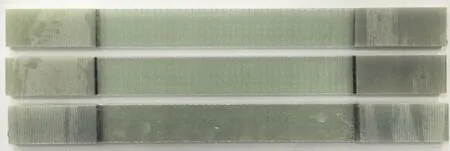
圖1 拉伸試驗樣條Fig.1 Schematic diagram of drawing test sample
參照ISO 14126—1999《纖維增強塑料復合材料平面方向壓縮性的測定》制樣及測試。采用CMT電子萬能試驗機測試5種復合材料的壓縮強度和壓縮模量[10]。夾具間距50 mm,試樣寬度25 mm,厚度2 mm,試驗速率1 mm/min。樣條如圖2所示。
圖2 壓縮試驗樣條示意Fig.2 Schematic diagram of compressing test sample
在力學性能測試過程中,每個測試方案中檢測10根樣條取平均值,并進行標準偏差和變異系數分析。
2 結果與分析
2.1 織物分析
2.1.1 織物外觀分析
為了滿足風力發電葉片對基材強度各向異性的要求,將產品中的紗線方向設計成60°,并在產品正面鋪上一層短切紗,以便于樹脂的導流,從而提高樹脂浸透速度。圖3和圖4是根據5種不同工藝設計制備的±60°結構的經編玻璃纖維復合氈的正、反面形貌圖。由于該產品的正面鋪有一層短切紗,因此5種不同工藝產品的正面結構類似,故只列出其中一個樣品的圖片,不再重復呈現。由圖3可見,樣品的主干紗線以60°交叉編織,紗線排布均勻,主干紗線上覆蓋著一層分布均勻的短切紗。
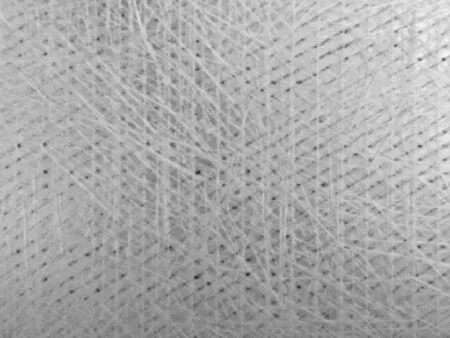
圖3 樣品4的正面形貌Fig.3 The front morphology of Sample 4
5種產品的反面結構示意圖如圖4所示。從產品的外觀角度出發,樣品1、樣品2和樣品3的主干紗線的完整性較好,且產品的孔隙率較高,均勻地分布于布面中。樣品4的布面較為致密,孔隙率較低,且存在明顯的紗線刺破現象。樣品5的主干紗線的完整性也較好,但是滌綸絲的含量較多,且絞織的滌綸絲有明顯的松弛現象。

圖4 5種產品的反面形貌Fig.4 The back morphologies of five samples
2.1.2 織物平方米質量分析
采用稱重法對5種不同產品的平方米質量進行分析,結果如表3所示。由表3數據可知,產品平行樣間平方米質量差距很小,表明生產的穩定性和可重復性。對比5種產品的單位平方米質量數據,發現樣品5的滌綸絲平方米質量明顯大于其他產品,主要是由于在該產品的織造過程中采用了滌綸絲作為絞織紗和捆綁紗的緣故。
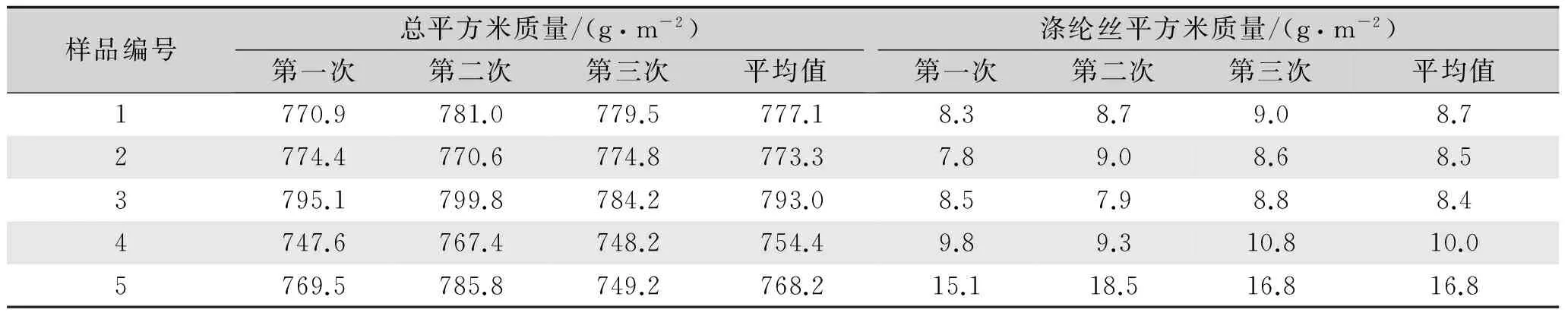
表3 織物平方米質量數據分析記錄Tab.3 Data analysis records of fabric grams per square meter
2.2 玻璃纖維復合氈滲透率分析
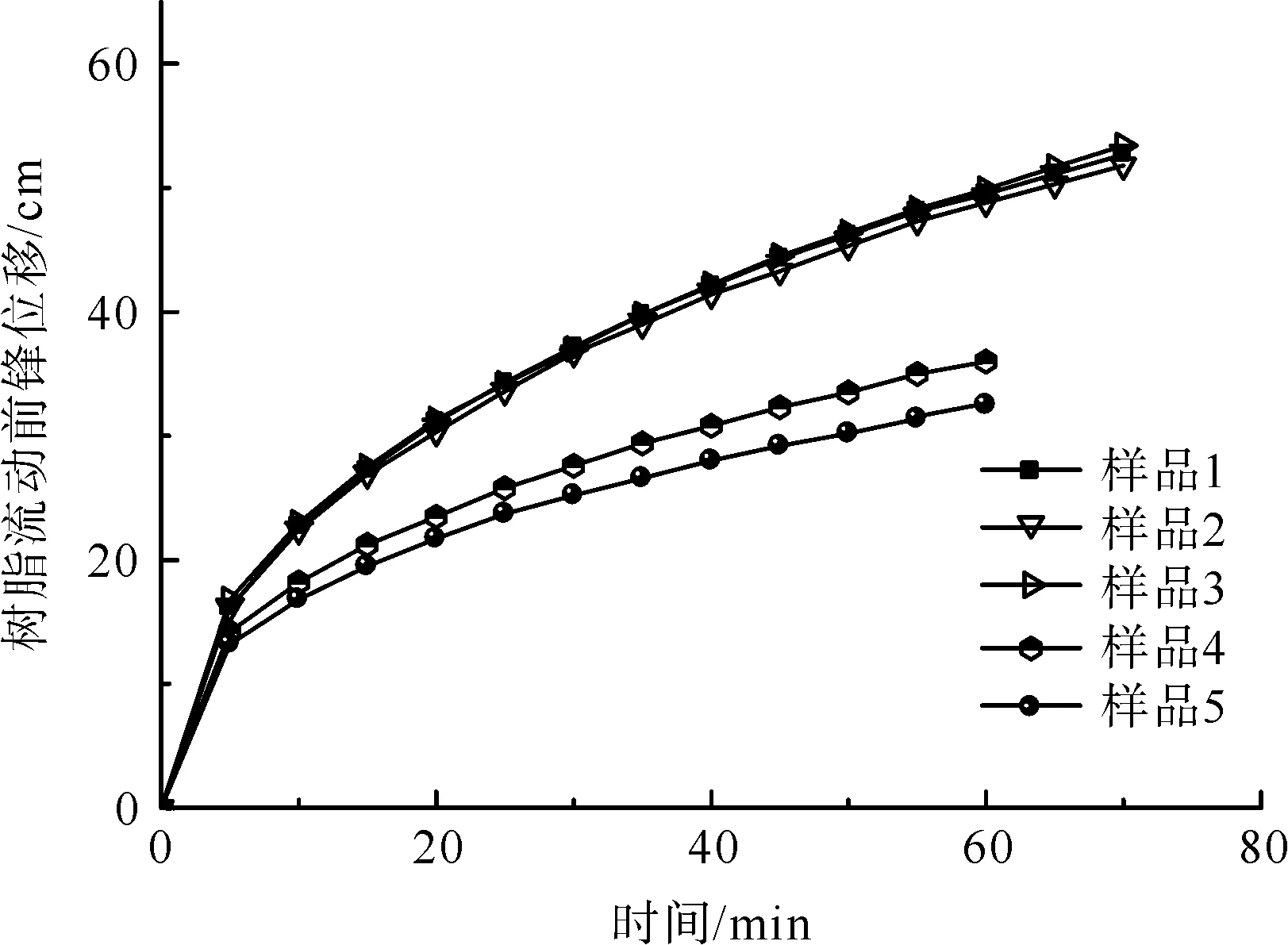
圖5 樹脂流動前鋒位移與時間關系Fig.5 Relationship between resin flow forward displacement and time
在樹脂真空灌注試驗中,5個樣品的樹脂灌注進程記錄見圖5。從圖5可以看出,5個樣品同時開始灌注,樣品1、樣品2和樣品3的樹脂灌注推進速度未存在明顯差異,且明顯快于樣品4和樣品5的樹脂灌注推進速度。樣品1、樣品2和樣品3的平方米質量和織物結構基本相同,只是針腳長度存在一定的差異,說明織物的針腳長度對樹脂灌注推進速度不會造成明顯的影響。樣品4和樣品5的樹脂灌注推進速度明顯慢于其他樣品,主要是由于樣品4和樣品5的孔隙率較低,不利于樹脂在織物內的流動。造成樣品4樹脂灌注推進速度較慢的原因主要是由于采用一次成型制備產品,紗線堆積較為致密,不利于樹脂的導流。對比分析樣品5可知,雖然樣品5采用二次成型工藝,但是樣品5中采用滌綸絲作為細紗,滌綸絲在機械外力的作用下會發生線圈偏移,因此未能形成組織規律明顯而且穩定的網狀結構,不利于樹脂的流動。
2.3 復合材料力學性能分析
2.3.1 拉伸性能分析
表4是5種不同工藝的經編玻璃纖維復合氈增強的復合材料的0°方向和90°方向的拉伸性能。從表4可以明顯看出,樣品1、樣品2和樣品3的0°方向拉伸性能明顯高于樣品4和樣品5,均達到160 MPa拉伸強度和15 GPa拉伸模量。樣品1、樣品2和樣品3的90°方向拉伸性能也明顯高于樣品4和樣品5,均達到320 MPa拉伸強度和17 GPa拉伸模量。造成這種差異的主要原因是由于0°方向拉伸時,織物的增強纖維方向與拉伸方向存在30°的夾角,因此主要受力的是固定主紗的穩定紗(即0°細紗),從而使采用玻璃細紗作為穩定紗的樣品1、樣品2和樣品3表現出更高的強度和模量。對比分析樣品1、樣品2和樣品3可知,由于針腳長度的不斷增加,單位長度內的滌綸絲的含量有所減小,因此復合材料的強度不斷提高,主要是由于滌綸絲不能與樹脂之間形成相互結合的作用力。換言之,滌綸絲在復合材料中充當雜質的角色,不利于力學性能的提高,因此滌綸絲含量越高,力學性能越差。
2.3.2 壓縮性能分析
表5是5種不同工藝的經編玻璃纖維復合氈增強的復合材料的0°方向和90°方向的壓縮性能。從表5可以明顯看出,樣品1、樣品2和樣品3的模量稍高于樣品4和樣品5,主要是由于樣品1、樣品2和樣品3采用二次成型的方式,由于細紗的穩定作用,織物內部形成穩定的網狀結構不易破壞所造成的。但是,5種不同工藝的經編玻璃纖維復合氈增強的復合材料的壓縮強度沒有顯著的差異,主要是由于玻璃紗線本身的性質沒有發生改變。從表5還可以明顯看出,5種不同工藝的經編玻璃纖維復合氈增強的復合材料的壓縮強度和模量沒有顯著的差異,主要是90°壓縮時,大部分的應力由玻璃紗線本身承受,且玻璃紗線本身的性質沒有發生改變。
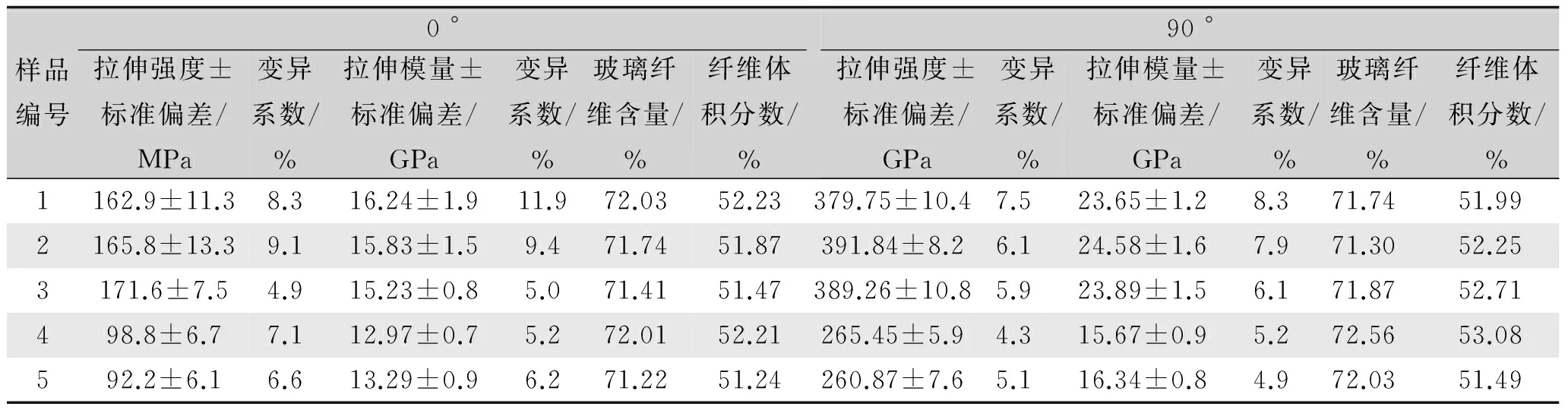
表4 樣品0°和90°方向拉伸性能對比Tab.4 0° and 90° tensile performance of samples
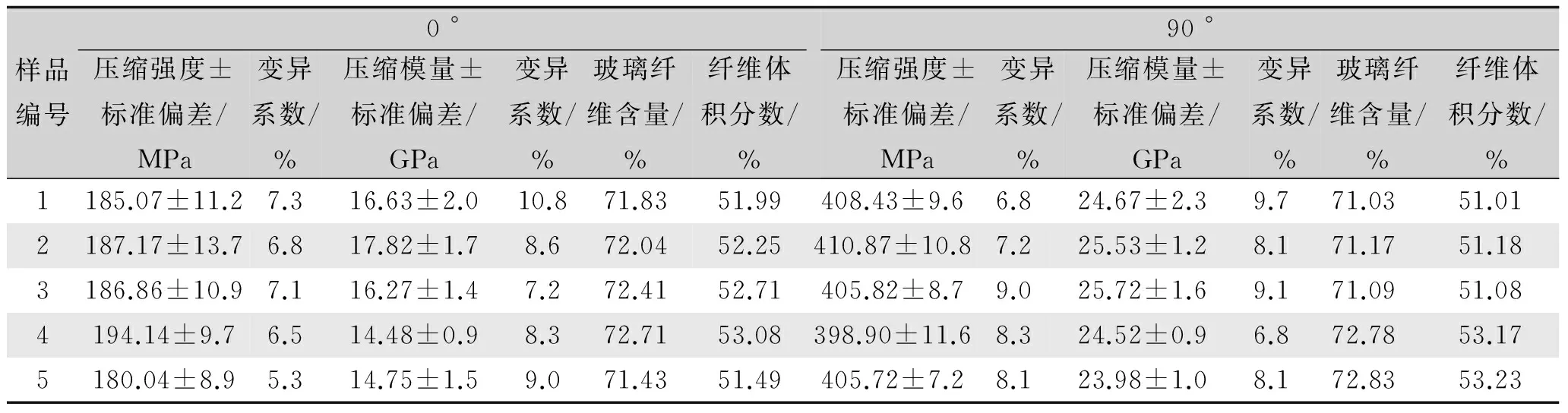
表5 樣品0°和90°方向壓縮性能對比Tab.5 0° and 90° compression performance of samples
3 結 論
本文利用不同的方法將不同規格的玻璃纖維紗線和滌綸絲制備了5種玻璃纖維織物,研究了織物的編織工藝和成型方式等關鍵制備技術對復合材料的樹脂滲透率及復合材料力學性能的影響,得出如下結論:
1)采用二次成型和0°玻璃纖維細紗作為絞織紗有利于提高織物的孔隙率,且有助于保持規整的織物結構。
2)針腳長度對織物的滲透率不會造成顯著影響,而二次成型有利于提高織物的滲透能力。
3)針腳長度的減小不利于織物力學性能的提高,但采用二次成型和0°玻璃纖維細紗作為絞織紗有助于織物的力學性能的提高。
4)經過二次成型且采用玻璃細紗作為基布0°穩定紗的樣品,能顯著提高織物的強度和模量,所制得織物0°拉伸強度≥160 MPa,0°拉伸模量≥15 GPa;90°拉伸強度≥320 MPa,90°拉伸模量≥17 GPa,預測其將具有更加廣泛的工程應用。
參考文獻:
[1]徐進, 張偉, 林洪芹. 紡織復合材料在風力發電機葉片制造中的應用[J]. 棉紡織技術, 2010, 38(5): 22-24.
XU Jin, ZHANG Wei, LIN Hongqin. Application of textile composite material in manufacturing wind turbine blade [J]. Cotton Textile Technology, 2010, 38(5): 22-24.
[2]李韶茂, 宋師偉, 段艷兵, 等. 成型厚度和壓力對真空袋壓成型玻璃纖維/環氧復合材料性能的影響[J]. 玻璃鋼/復合材料, 2012(4): 28-31.
LI Shaomao, SONG Shiwei, DUAN Yanbing, et al. Effect of forming thickness and pressure on the vacuum bag molding glass fiber/epoxy resin composite material performance [J]. Fiber Reinforced Plastics/Composites, 2012(4): 28-31.
[3]李艷菲, 李敏, 顧軼卓, 等. 風電葉片用真空灌注型環氧樹脂及其復合材料性能研究[J]. 玻璃鋼/復合材料, 2012(4): 109-114.
LI Yanfei, LI Min, GU Yizhuo, et al. Study on properties of epoxy resin and composites with vacuum assisted resin infusion molding for wind turbine blade [J]. Fiber Reinforced Plastics/Composites, 2012(4):109-114.
[4]羅永康, 李煒, 胡紅, 等. 碳纖維復合材料在風力發電機葉片中的應用[J]. 電網與清潔能源, 2008, 24(5): 53-57.
LUO Yongkang, LI Wei, HU Hong, et al. Application of carbon fiber reinforced composites in wind turbine blade [J]. Power System and Clean Energy, 2008, 24(5): 53-57.
[5]胡國玉, 孫文磊, 董平. 5MW風力發電機復合材料葉片結構力學特性分析[J]. 可再生能源, 2015, 33(6): 871-875.
HU Guoyu, SUN Wenlei, DONG Ping. Structural mechanical properties analyses for 5 MW wind turbine composite blade[J]. Renewable Energy Resources, 2015, 33(6): 871-875.
[6]鐘文鑫, 馬丕波. 風電葉片用多軸向經編織物發展現狀[J]. 玻璃纖維, 2015(6): 35-39.
ZHONG Wenxin, MA Pibo. Development of multi-axial warp-knitted fabrics for wind turbine blades [J]. Fiber Glass, 2015(6): 35-39.
[7]劉曉燁, 戴干策. 熱塑性樹脂浸漬黃麻纖維氈的研究[J]. 高校化學工程學報, 2007, 21(4): 586-591.
LIU Xiaoye, DAI Gance. Impregnation of thermoplastic resin in jute fiber mat [J]. Journal of Chemical Engineering of Chinese Universities, 2007, 21(4): 586-591.
[8]戴干策, 陳敏恒. 化工流體力學[M]. 北京: 化學工業出版社, 2005.
DAI Gance, CHEN Minheng. Fluid Mechanics in Chemical Engineering [M]. Beijng: Chmeical Industry Press, 2005.
[9]曾帥, 賈智源, 侯博, 等. 碳纖維-玻璃纖維層內混雜單向增強環氧樹脂復合材料拉伸性能[J]. 復合材料學報, 2016, 33(2): 297-303.
ZENG Shuai, JIA Zhiyuan, HOU Bo, et al. Tensile properties of unidirectional carbon fiber-glass fiber hybrid reinforced epoxy composites in layer [J]. Acta Materiae Compositae Sinica, 2016, 33(2): 297-303.
[10]馬騰, 賈智源, 關曉方, 等. 混雜比對單向碳-玻層間混編復合材料0°壓縮和彎曲性能的影響[J]. 復合材料學報, 2017, 34(4): 530-537.
MA Teng, JIA Zhiyuan, GUAN Xiaofang, et al. Effects of hybrid ratio on the axial compressed and flexural properties of unidirectional inter-layer carbon-glass hybrid composites [J]. Acta Materiae Compositae Sinica, 2017, 34(4): 530-537.
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29