超大型卷筒制造工藝技術
2018-05-09 09:14:55閆軍
四川水力發電 2018年2期
閆 軍
(中國水利水電夾江水工機械有限公司,四川 夾江 416100)
1 慨 述
在水電工程起重設備中,卷筒裝置的制造加工是卷揚式啟閉機和升船機等大型機械設備制造中最為重要和關鍵的部件。在這些大型機械設備中,卷筒為超大型結構,通常采用的均為焊接結構,卷筒直徑尺寸大,鋼板厚度厚,重量重,焊接工作量大且焊縫質量要求高,卷筒卷制精度高。例如烏江構皮灘水電站500 t升船機主起升卷筒名義直徑為4 600 mm,加工后壁厚達到127 mm,單件卷筒重量達102 t。因此,超大型卷筒的成型、焊接及加工工藝技術是解決卷筒裝置制造的關鍵技術所在。部分水電工程設備超大型卷筒主要參數見表1。
2 主要制造工藝技術
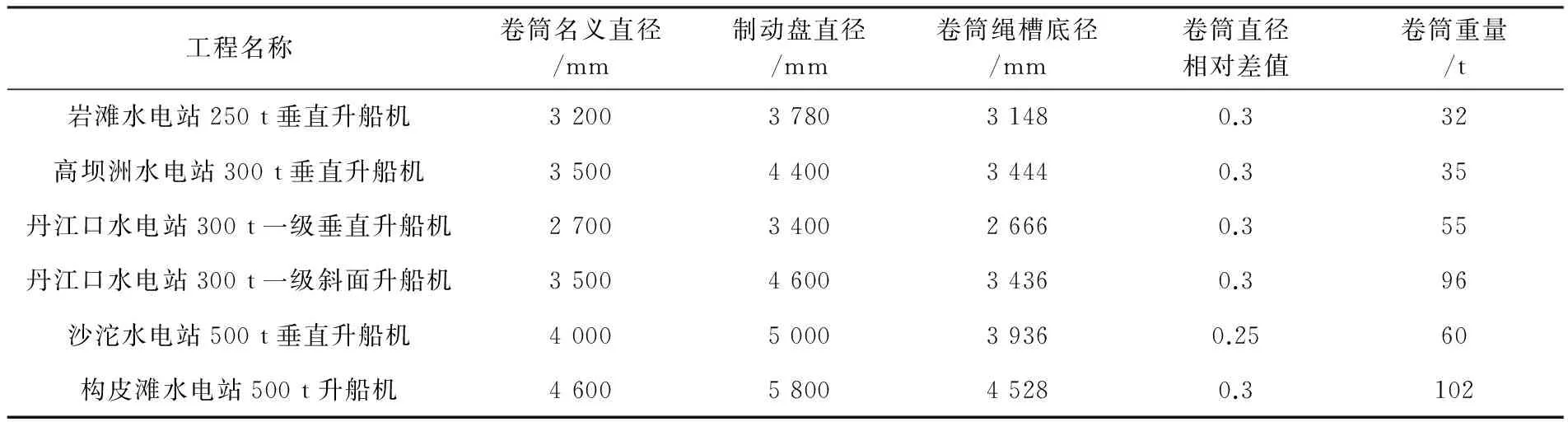
表1 部分水電工程設備超大型卷筒主要參數表
卷筒制造采用的主要工藝流程見圖1。
2.1 工藝技術準備
(1)卷筒體機加工余量的確定。
卷筒體鋼板在采購前首先應確定機加工余量。機加工余量主要是指卷筒體壁厚的機加工余量。大型卷筒體壁厚通常為60~120 mm,材質一般為 Q345B,機加工余量的選擇應根據制造水平及技術要求等因素綜合進行考慮,按照卷筒卷制成型后的筒體毛坯尺寸及形狀誤差,預留出適當的加工余量。綜合各方面因素進行分析和經驗總結得知大型卷筒體壁厚一般預留 8 mm的加工余量。
(2)卷筒體分節方案的確定。
卷筒體的長度通常大于3 m。由于卷筒體鋼板較厚,受鋼廠軋制及卷板機能力的限制,一般情況下需將筒體分成2節或多節卷成筒體后進行筒體對接。鑒于筒節對接環縫需錯開卷筒中部位置,因此,為充分利用材料,卷筒體鋼板采用定尺采購,并使對接環向焊縫避開卷筒中部200 mm以上。筒節縱向焊縫按規范要求錯開,避免“+”字焊縫。
2.2 鋼板下料及坡口加工
鋼板進廠檢驗合格后,根據卷筒體展開尺寸放樣,采用數控切割機下料,下料后加工坡口。坡口加工方案制定的原則以適應高效焊接的自動化焊接方法為主,根據不同的板厚確定不同尺寸的坡口。通常卷筒體對接環縫、縱縫坡口均采用不對稱雙 Y或U型坡口;輪幅與筒體的組合焊縫采用帶鈍邊單 U型坡口以提高焊接效率。
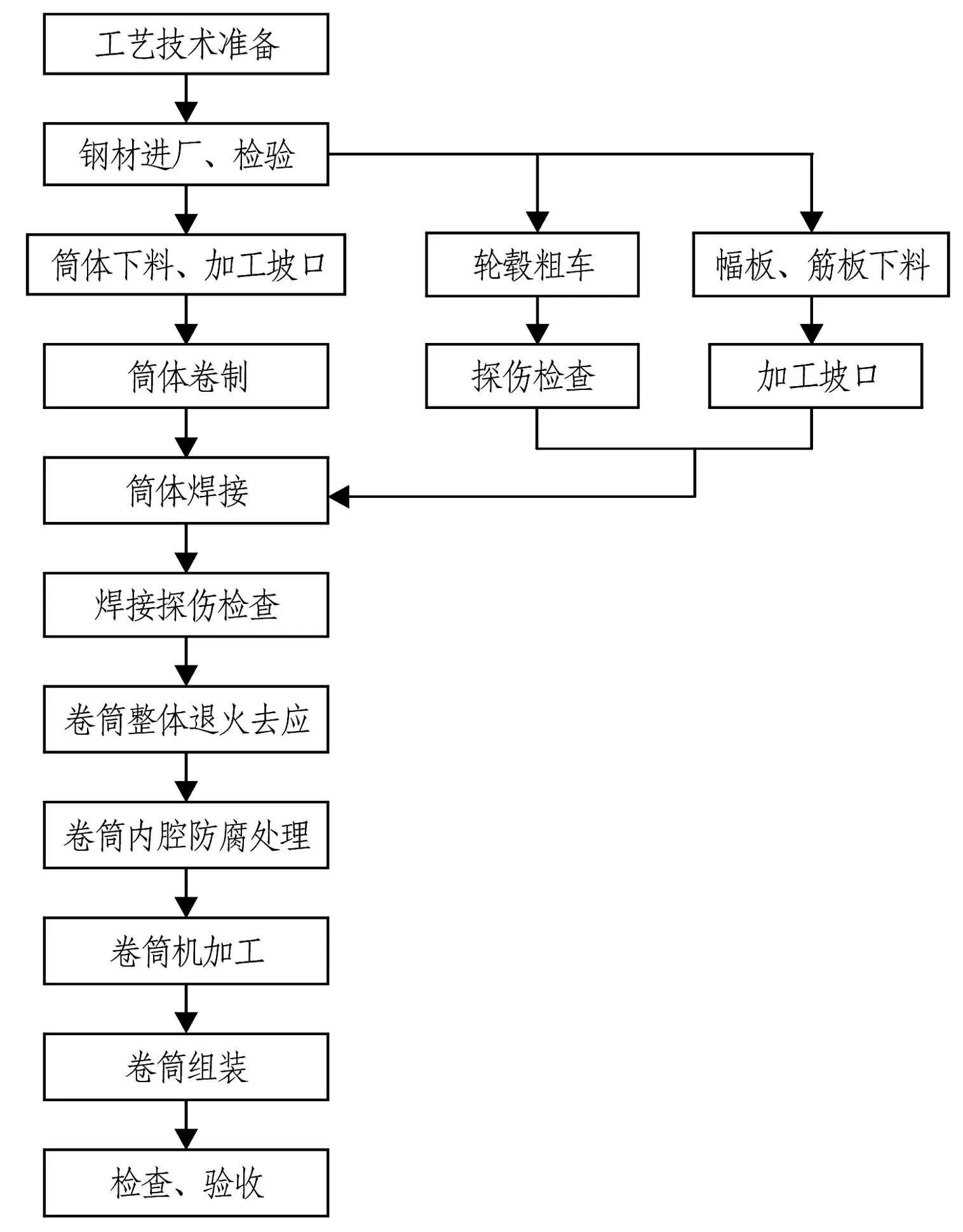
圖1 卷筒制造主要工藝流程圖
2.3 筒體節的卷制
鋼板下料、坡口加工完成并經檢驗合格后方可進行卷板。卷制前應制定詳細的卷制要求,根據不同的板厚及板的寬度選擇適合的卷板機設備。當鋼管內徑D與壁厚δ滿足D≥33δ時方可冷卷,否則應熱卷或冷卷后進行熱處理。應事先制作好卷筒內徑檢查樣板。卷板前及卷制過程中,應將鋼板表面已剝離的氧化皮和其他雜物清理干凈,避免其表面被壓傷。
卷制前,須仔細將鋼板對中找正,確保工件的母線與輥筒軸線平行,防止卷制中產生扭斜。卷制過程中隨時用樣板檢測卷筒內側的弧度。卷圓方式為多次進給。為防止冷卷時回彈,必須施加一定的過卷量,在所需的過卷量達到后,還應在此曲率下來回多卷幾次。
將卷制好的筒節放在專用平臺上,用樣板檢測筒節內側的弧度,檢測筒節外圓周長、直徑圓度、扭曲等尺寸,通過火焰或機械方式對筒節進行校正,待尺寸滿足技術要求后方可進行焊接。
2.4 卷筒的組裝
(1)輪轂與幅板、筋板的組裝。
在工裝平臺上組裝輪轂與幅板,組裝前檢驗輪轂與幅板的所有尺寸及坡口均應符合技術要求。
先在平臺上用水準儀調整好幅板的水平并固定。吊裝輪轂,控制輪轂上表面與幅板的距離符合要求,檢測輪轂上表面水平、輪轂中心豎直并控制輪轂與幅板的環向坡口間隙均勻。組裝筋板,工裝固定,定位焊;定位焊要求同正式焊縫。焊接后按照技術要求進行探傷,探傷檢驗合格后,進入卷筒體對接組裝工序。
(2)卷筒體的組裝。
在專用平臺上放樣,吊裝單節筒節,使筒節軸線垂直于平臺,調整到位后用工裝與平臺固定。吊裝另外一節筒節,必需保證兩節筒節的同軸度,注意兩節卷筒的縱縫錯開 90°以上,使用工裝連接固定,定位焊焊接要求同正式焊縫;對于兩節以上的筒節依次進行組裝。
焊接卷筒對接環縫,按技術要求進行探傷,探傷檢驗合格后進入卷筒體整體組裝工序。
(3)卷筒整體組裝。
在卷筒組裝專用平臺上,將下端的輪轂與幅板組裝成的部件吊裝到位,將其下端墊起一定高度,以能滿足檢查要求即可。吊裝卷筒插入幅板部件,調整并使卷筒中心垂直于水平面,保證其上端面水平。調整到位后檢驗以下尺寸符合要求后予以固定:
①下端輪轂中心與卷筒中心的同軸度。
②下端輪轂外端面與卷筒體外端面的平行度及距離。
將上端的輪轂與幅板組裝成的部件吊裝到位,調整到位并檢驗以下尺寸合格后予以固定。
①上、下兩端輪轂中心與卷筒中心的同軸度。
②上、下兩端輪轂之間的距離。
③上、下兩端輪轂到上、下兩端卷筒體端面的距離。
④卷筒整體焊接,焊接完成后整體退火。
2.5 卷筒的焊接
(1)焊接方法。
筒節在卷制后其縱縫的焊接以及組裝后的筒體環形對接焊縫的焊接均采用埋弧自動焊接操作機進行焊接。埋弧自動焊接操作機是焊接各種筒體等回轉體零件的理想裝備,可實現筒體的縱、環縫埋弧自動焊接,能夠大大提高焊縫質量,減輕焊工的勞動強度,提高生產率。
輪轂與幅板的組合焊縫采用熔化極 CO2氣體保護焊。
筒體與幅板的組合焊縫采用一種自主發明的自動回轉焊接裝置,利用該裝置可以實現平焊位環形焊縫的埋弧自動焊接。該自動回轉焊接裝置為:
以往卷筒體與幅板的環形焊縫一般是用手工焊接完成的,當遇到卷筒直徑很大且焊縫坡口尺寸很深時,焊接過程將需要多名焊工花費很長的時間且焊接質量還不能夠完全得到保障。因此,我們從實際出發,根據產品的結構型式,發明、設計了一套回轉裝置,將現有的埋弧焊機用于焊接卷筒的環形焊縫,從而實現了卷筒類端面環形焊縫的自動焊接,有效提高了焊接質量和效率,降低了勞動強度。
自動回轉焊接裝置主要由環形底板(或圓鋼、角鋼)、定心圓盤、連桿、連桿套管、絕緣夾座及萬向腳輪等部件組成。利用該裝置使埋弧焊機小車圍繞卷筒圓心做勻速圓周運動,從而保證了焊縫質量。自動回轉焊接裝置見圖2。
(2)焊接操作技術。

圖2 自動回轉焊接裝置圖
一般而言,卷筒體兩端部焊縫集中,封閉焊縫多,鋼板厚度大。卷筒體和輪輻板材質一般為Q345B,為低合金結構鋼,輪轂一般采用35#或45#鍛鋼,為中碳結構鋼。低合金結構鋼焊接性能良好,而中碳結構鋼其焊接熱影響區組織與性能的變化對焊接熱輸入較為敏感,熱影響區淬硬傾向較大,對氫致裂紋敏感性較大,同時,由于輪轂部位焊縫集中,填充量大,焊接熱輸入大,加之其結構形式復雜,焊接應力大,容易產生焊接裂紋及焊接變形等問題,因此,為保證筒體質量,必須合理編排焊接工藝。
選擇焊材的原則:
按等強度原則選擇焊材,以保證焊縫力學性能與母材相匹配。
考慮母材的化學成分、焊接性、接頭形式并結合結構的特點、使用條件和焊接方法。
考慮焊材的操作工藝性能,如焊接熔池的流動性、飛濺大小、焊絲直徑的均勻性、焊絲挺度等。
在滿足上述條件的前提下,考慮焊材的經濟適用性。
(3)焊接工藝的評定。
對于未使用過的鋼材,在正式施焊前,必須根據 NB/T35051-2015《水電工程啟閉機制造安裝及驗收規范》的要求進行焊接工藝評定,通過對焊接接頭的力學性能或其他性能的試驗驗證焊接工藝規程的正確性和合理性。
(4)焊前準備。
焊接材料在施焊前一定要按規定的溫度和時間進行烘烤。焊絲確保清潔干燥且焊絲呈盤狀。檢查焊機是否完好,包括行走小車、送絲裝置、控制系統、儀表指示以及導電嘴與焊絲的接觸緊密度、端線連接情況等。
選擇合理的焊接規范參數。焊縫施焊前,應將坡口及其兩側 100 mm范圍內的鐵銹、熔渣、油垢、水跡等清除干凈。必須在焊道前后兩端設置引弧和熄弧板。定位焊厚度8 mm、長度50 mm以上、間距300 mm時,定位焊的引弧和熄弧必須在坡口內進行,并于正式開焊前清除定位焊表面的焊渣等。
(5)焊前預熱。
鋼板卷制的卷筒材料通常為Q345B,雖然其焊接性能較好,但由于其板厚、剛性較大,焊接接頭質量要求高,如果焊接環境溫度較低,接頭焊后冷卻速度較快,裂紋傾向就會增大。因此,必須根據 NB/T35051規范要求,制定實際焊前預熱工藝參數。預熱時需配置帶溫控的加熱設備對母材均勻加熱,按照焊接工藝規定的預熱溫度進行加熱,預熱區的寬度為焊縫中心線兩側各 3倍板厚且不小于100 mm,用紅外線測溫槍在焊道中心兩側50 mm處對稱測量,測量點應不少于 3對。在焊接過程中,應控制焊縫層間溫度不低于預熱溫度,且不高于 200 ℃。
(6)焊接及其過程控制。
對于卷筒上的每一條焊縫必須連續施焊,中間不允許停歇。
對于厚板雙面坡口焊縫,應根據焊接工藝文件對焊接變形控制的要求確定焊縫坡口兩面的焊接順序。
厚板焊縫采用多層多道焊,焊縫層間接頭至少錯開 30 mm以上,單層焊縫厚度不大于 5~6 mm。每層焊縫焊完后,需要用鋼刷或角磨機清理焊道,將熔渣、飛濺等去除并將焊道打磨光滑。
對于焊接應力及變形的控制,除第一層焊縫和蓋面層焊縫外,中間各層在焊接時可采用錘擊消除應力,以避免裂紋的產生。
厚板雙面坡口縫施焊時,隨時監測焊接變形情況,適時調整坡口兩面的焊接順序。
(7)焊縫質量要求。
焊縫不允許有裂紋、夾渣、氣孔、焊瘤、飛濺等。焊接完成 24 h后,對已完成的焊道按 NB/T35051規范要求的一類焊縫進行超聲波探傷檢查。除進行 100%超聲波探傷檢查外,還可按一定的比例進行 TOFD復驗。
(8)消除應力熱處理。
卷筒焊縫經探傷檢查合格后,在大型退火爐內進行整體消除應力的退火處理,以消除焊接及校正應力,穩定組織,為保證筒體加工精度做好準備。
2.6 卷筒加工
(1)數控車床加工法。對于超大型折線卷筒繩槽的加工,必須在數控車床上進行,通過編制程序實現整個繩槽的控制加工過程。數控機床加工的優點是加工精度高、效率高, 但加工費用亦高。
(2)車床加工法。主要用于螺旋卷筒的加工。
3 結 語
上述大型卷筒制造工藝技術已成功應用于湖北丹江口、烏江沙沱、構皮灘等眾多大型水電工程升船機超大卷筒裝置的制作,取得了良好的效果。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45
