新海鳳推進控制系統(tǒng)原理及維修
2018-05-09 08:32:05張棟成
船電技術 2018年4期
張棟成
(中港疏浚有限公司,上海200136)
0 引言
船舶前進的動力由主機燃燒柴油將熱能轉換為機械能通過推進器轉化而來,人員操作推進器實現(xiàn)船舶離靠泊碼頭、機動航行,而推進器的操縱離不開控制系統(tǒng)的作用。瓦錫蘭是世界著名的柴油機生產(chǎn)制造商,新海鳳輪采用瓦錫蘭16V38B型四沖程柴油機作為主要動力裝置,通過帶推進離合器的變速齒輪箱拖帶艉軸 CPP和軸帶發(fā)電機,通過帶泥泵離合器的減速齒輪箱拖帶泥泵。推進控制系統(tǒng)采用瓦錫蘭Lipstrnoic7000,實現(xiàn)管理人員對推進器的操作,同時實現(xiàn)主機、MSB/PMS、泥泵控制系統(tǒng)、VDR、AMS與推進控制系統(tǒng)之間的聯(lián)動與通訊,如圖1所示。只有理解了Lips7000的基本原理,才能在出現(xiàn)故障時,快速有效地解決問題,保障船舶安全航行。
1 Lipstronic7000的系統(tǒng)原理
Lipstronic7000系統(tǒng)旨在控制 CPP螺距角度和CPP響應速度的設定[1]。實際在新海鳳輪,Lips還兼顧主機調(diào)速和控制,泥泵合排與脫排控制。
1.1 螺距角度控制
新海鳳輪 CPP的螺距控制分為:Backup control、Local control和 Remote control。
1.1.1 Backup control
遙控 NFU(非隨動模式),通過開關量觸點或HMI與Backup PLC RS232通信方式,將信號傳遞給Backup PLC,Backup PLC 輸出直接作用在相應的電磁閥上。由于Backup control不受任何負載限制控制,亦不受螺距反饋作用,所以控制螺距精度不高,且優(yōu)先級低于 Local control,用于遙控系統(tǒng)發(fā)生重大故障時的備用控制,原理見圖2。Backup control激活方式可分為人為操作和自動激活,激活需要控制權在ECS或BCS。
人為操作:如圖 2所示,右側 BRIDGE GROUP駕駛臺中央航行控制臺上和側翼控制臺上BACKUP CONTROL按鈕激活, 左側BRIDGE GROUP的Ahead和Astern按鈕操作CPP。ECS機艙HMI人機界面F8 NFU憑借密碼進入相關操作界面激活,通過HMI上的按鍵F5、F6操作CPP。
自動激活條件:如圖2左下角所示,當MAIN PLC故障,或遙控系統(tǒng)發(fā)生重大故障,例如控制中的螺距信號丟失、螺距反饋信號丟失,MAIN PLC失電,Lips會發(fā)出聲光報警,提示操作人員推進系統(tǒng)重大故障并確認Backup control。
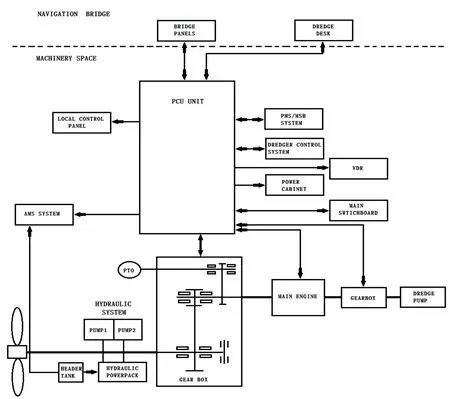
圖1 Lipstronic7000系統(tǒng)框圖
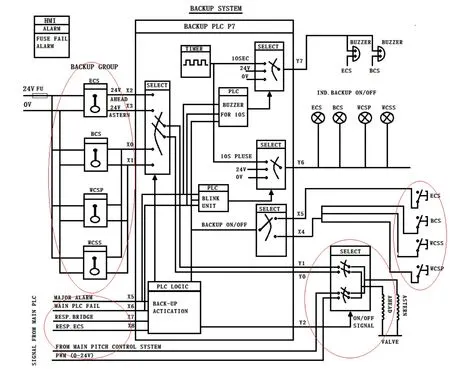
圖2 Backup control原理框圖
1.1.2 Local control
NFU非隨動模式、應急操作,為機側控制箱控制,優(yōu)先級最高。通過機側控制箱上開關量的觸點動作輸入至PCU控制柜Backup PLC,Backup PLC輸出單獨作用在相應的電磁閥上,控制是非閉環(huán)的,不受螺距反饋的控制,亦不受遙控系統(tǒng)的負荷程序等設定限制,角度無法精確控制。如圖3所示。
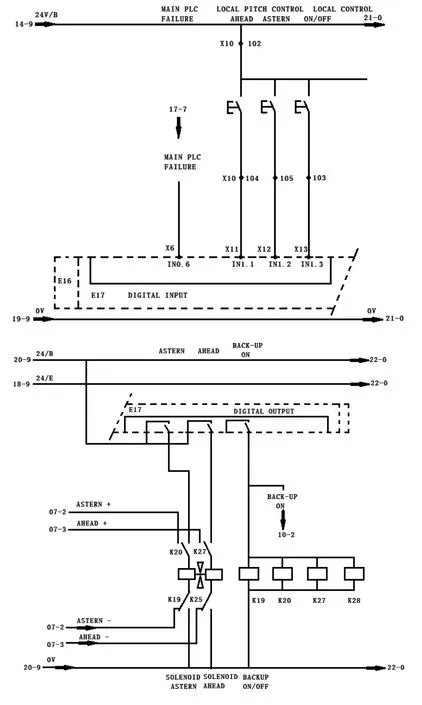
圖3 Local control原理圖
1.1.3 Remote control
Remote control由 PCU柜內(nèi) MAIN PLC 按照設定程序,配合安裝在主機的油門齒條傳感器、速度傳感器,各控制臺螺距信號發(fā)生器,螺距信號反饋發(fā)生器,CPP執(zhí)行器和電磁閥完成,螺距的控制是閉環(huán)的。如圖4所示,螺距信號PITCH ORDER由操縱桿給出并經(jīng)過加速度限制器,螺距負反饋FEEDBACK由反饋電位器給出,MAIN PLC將模擬量螺距信號和螺距反饋通過A/D轉換,形成數(shù)字量偏差信號,經(jīng)圖5曲線選擇相應值。同時依據(jù)主機油門齒條和轉速信號,實時負荷計算產(chǎn)生的數(shù)值,按圖6負荷限制曲線產(chǎn)生數(shù)值。最后將圖5和圖6產(chǎn)生數(shù)值對比。若選擇負載限制,則經(jīng)過最小信號選擇器LSS選擇最小控制信號;若取消負載限制,則經(jīng)過最大信號選擇器HSS選擇最大信號。最后經(jīng)過D/A轉換輸出至執(zhí)行器,執(zhí)行器產(chǎn)生最佳PWM信號驅(qū)動電磁閥做出準確的動作,CPP角度可以準確達到預期角度。
1.2 響應速度控制
由圖 4、圖 5、圖 6分析可知,CPP的響應速度控制是一個多信號比較選擇的結果。
1.2.1 圖5分析
圖5為位置速度曲線,橫軸代表信號偏差(螺距指令與反饋),縱軸代表響應速度,Treshold區(qū)域代表即將達到預期槳角降速區(qū),虛線部分代表滯環(huán)。起初偏差信號為 0,人為操縱車鐘產(chǎn)生偏差信號,若信號偏差小于outer db響應死區(qū)外界限時,響應速度為0;偏差較大超過outerdb,則響應速度按照上述曲線比例給出響應速度;若信號偏差大于降速區(qū)域時,響應速度按照設定最大速度;隨著CPP動作,信號偏差逐漸減小,當實際槳角即將到達期望位置時,即進入Treshold區(qū)域,CPP按照曲線比例降速,直至偏差小于inner db響應死區(qū)內(nèi)界限,響應速度降為0。此曲線意在設定 CPP即將達到期望角度時的響應速度的變化,Treshold點為即將進入預期角度點。
1.2.2 圖 6分析
圖6為負載速度曲線,橫軸代表主機實時負荷,縱軸代表響應速度,100%以下曲線代表負載速度曲線,100%以上代表過載速度曲線。
負載曲線分析:當主機負荷較低,低于a點時,響應速度按照設定最大速度;若不存在減負荷區(qū)域,則 b點與 c點重合,響應速度按照 a-c的K曲線響應,c點、d點之間為滯環(huán);若引入減負荷區(qū)(b點至100%),當主機負荷位于a與b點之間時,響應速度按照a-b的K曲線響應,當主機負荷進入減負荷區(qū)域,速度降為最小,主機負荷超過d點后,響應速度降為0,僅當主機負荷再次低于 b點,再給出響應速度,b點、d點之間為滯環(huán);若主機負荷在d和e之間,響應速度為0;當主機負荷在b(c)和d之間時,響應速度由上一掃描狀態(tài)決定,或為設定最小或為0,因此減負荷區(qū)意在降低惡劣工況、主機高負荷情況下CPP的小角度頻繁動作。
過載曲線分析:當主機負荷超過 100%,則采取過載曲線設定。當主機過載,超過e點后,響應速度將設為負的最小;直至超過f點之后,將按照過載K曲線設定;超過g點后,將按照負的最大速度。以此來實現(xiàn)主機過載時,自動降螺距減負荷[2]。
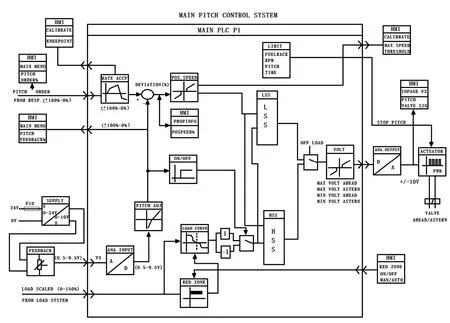
圖4 Remote control原理圖

圖5 位置速度曲線圖
1.3 LIPSTRONIC 7000 的其他接口
1.3.1 主機的起停、調(diào)速和負荷限制
Lips系統(tǒng)負責主機的遙控啟動、停止、應急停止和調(diào)速,并且負責遙控位置之間的相互轉移和確認。啟動、安保停車連鎖條件是否滿足由主機自身主控模塊MCM700b決定,并將ready for start、engine shut down 等信號反饋給遙控系統(tǒng)。與齒輪箱相關的安保停車由Lips決定。主機轉速、負荷,CPP轉速,螺距角度等信息可以在PCU控制柜上獲得。
主機調(diào)速:若Lips主PLC發(fā)生故障,則主機轉速由 Lips備用主機轉速信號發(fā)生器控制轉速在100%;主PLC正常工作,則根據(jù)的推進模式?jīng)Q定主機轉速,并產(chǎn)生相應的四種二進制動態(tài)參數(shù)輸送至723調(diào)速器。推進模式分為:定速模式,疏浚模式,推進離合器脫開模式。定速模式Lips使得主機轉速恒定在97%-100%,與CPP螺距角度無關。疏浚模式下,主機轉速可由疏浚臺主機速度控制旋鈕 85%-100%、PCU控制柜上85%、100%按鈕控制。推進離合器脫開發(fā)電機斷路器合閘情況下,主機轉速調(diào)整允許在 85%- 100%,信號來自MSB/PMS PLC給出的開關量信號、PCU柜按鈕和疏浚臺轉速旋鈕。推進離合器脫開發(fā)電機斷路器未合閘情況下,主機轉速可由PCU控制柜上60%、85%、100%、increase、decrease按鈕,從怠速 60%到全速 100%可調(diào)。所有信號經(jīng)過LIPS主PLC計算,主PLC發(fā)出均勻變化的4~20mA信號至723調(diào)速器,實現(xiàn)對應指令的對應速度。
主機負荷控制:Lips根據(jù)自身load calculation system判斷控制和接受 PMS臨時降螺距信號調(diào)節(jié)(1.3.3介紹)。自身系統(tǒng)根據(jù)主機油門齒條傳感器、轉速傳感器信號判斷,當主機負荷沒有達到 100%的時候,螺距按負荷曲線和位置速度曲線綜合調(diào)節(jié);當主機負荷超過100%,將按照圖6過載曲線,自動降低螺距,防止主機進一步過載。無論何時發(fā)生推進齒輪箱伺服油壓力低推進系統(tǒng)請求減負荷,主機滑油溫度高、排溫高等主機請求減負荷,AMS請求減負荷,Lips都會發(fā)出聲光報警,提示操作人員降低螺距。
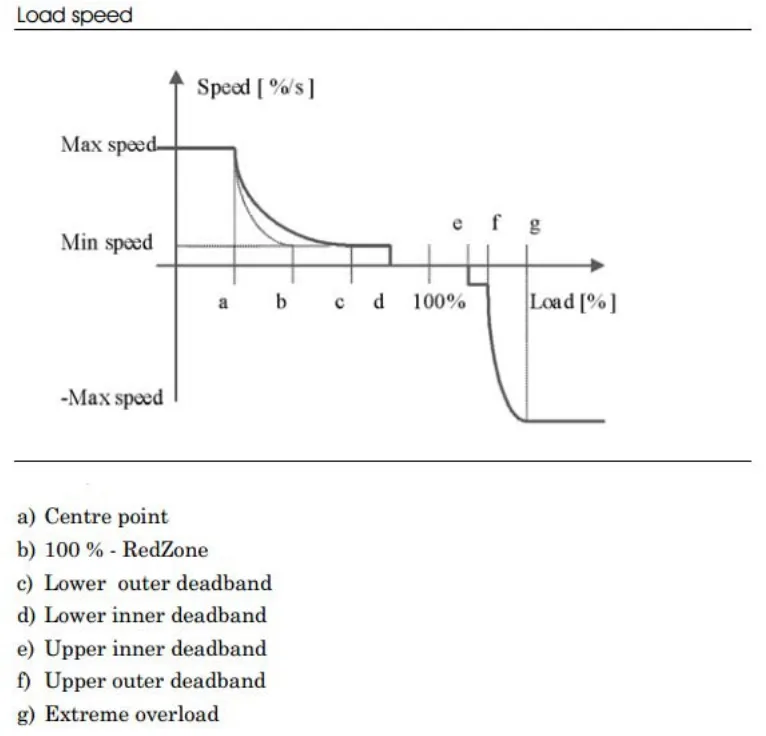
圖6 負載速度曲線圖
1.3.2 泥泵的控制
Lips控制泥泵可分為集控室控制和疏浚臺控制。控制泥泵合排、脫排的條件分別來自泥泵齒輪箱、離合器、艉液壓 PLC和 PMS,并在疏浚控制系統(tǒng)中呈現(xiàn)條件是否滿足。合排、脫排控制信號來自相應的控制位置,合排、脫排、安全脫排動作由Lips發(fā)出,并給出燈光指示。
1.3.3 PMS/MSB
Lips激活NFU模式,PMS將不起作用,需要人為去降低螺距以降低主機負荷。
PMS即功率管理系統(tǒng),MSB即主配電板系統(tǒng),新海鳳輪的PMS系統(tǒng)用于防止主機和發(fā)電機過載并采取相應的措施。防止主機過載的主要措施就是PMS降低CPP螺距,僅當Lips控制模式選擇 FU,PMS降螺距信號才起作用。例如泥泵離合器合排、側推的啟動(發(fā)電機功率充足而主機功率不足)等,各系統(tǒng)會向PMS發(fā)出啟動請求,此時PMS會檢測主機功率是否足夠,功率不足則通過Lips降低螺距調(diào)整主機功率,最后給予啟動允許或不予啟動反饋。
PMS負責軸帶發(fā)電機同步和配電模式轉換,PMS會向 Lips發(fā)出同步請求,當軸帶發(fā)電機同步條件(主機轉速≥97%且泥泵離合器脫開)滿足時,Lips將主機轉速調(diào)整在 97%-100%,反饋至PMS同步允許,之后開始接收來自MSB PLC的加減速信號控制。直至PMS同步請求消失即:發(fā)電機斷路器合閘信號反饋至Lips或同步超時,主機轉速控制權轉移至Lips,軸發(fā)同步成功之后主機調(diào)速范圍允許在85%-100%[3]。
1.3.4 VDR
Lips將重要數(shù)據(jù)傳輸給VDR保存。模擬量:螺距指令,螺距反饋、主機轉速給定、螺旋槳轉速;開關量:重大故障、駕駛臺控制中。
1.3.4 AMS
Lips給出RS485信號,經(jīng)過CS6型CAN數(shù)據(jù)處理器轉換為RS232信號,將gearbox相關傳感器的參數(shù)傳遞給AMS。Lips還輸出以下開關量主要報警點至AMS:推進系統(tǒng)重大項目報警、推進系統(tǒng)一般項目報警、離合器報警、推進系統(tǒng)降負荷報警、軸鎖裝置激活報警、調(diào)速器重大項目報警、調(diào)速器一般項目報警。以上參數(shù)用來監(jiān)視和報警。
AMS 發(fā)送 load reduction request至 Lips,提示操作人員降低螺距。
2 預見性的維護
2.1 每日
所有控制面板的指示燈測試;檢查各復示器顯示是否正常;檢查控制系統(tǒng)是否有報警(AMS觸點報警或HMI報警)。
2.2 每周
檢查控制柜的主要電源電壓和后備電源電壓是否為標稱 24 VDC;檢查所有控制站的備用控制功能,檢查主機備用速度控制模塊是否正常,檢查各控制站之間的控制切換;檢查所有模式下每個控制站對CPP的操作。
2.3 5 年
為了防止MAIN PLC內(nèi)部數(shù)據(jù)丟失,5年左右更換控制柜內(nèi)PLC中的內(nèi)部充電電池,更換時確保保持PLC電源打開,否則程序?qū)G失。
3 故障及排查
3.1 CPP槳角顯示一側無窮大
1)顯示故障
由于CPP槳角指示器是由MAIN PLC的模擬量輸出模塊給出4-20 mA電流驅(qū)動表頭,因此所有表頭串聯(lián)在一起,任意一個故障或者線路不通就會出現(xiàn)偏向一側無窮大。
2)主機高負荷甚至過載,實際槳角與顯示相同
CPP選擇FU模式情況下,正、倒車電磁閥由PAM-195P執(zhí)行器產(chǎn)生的PWM信號控制,因此利用Local control排除機械故障情況下,則需要檢查執(zhí)行器和MAIN PLC的模擬量輸出模塊是否存在故障,新海鳳輪曾經(jīng)因為PLC模擬量輸出模塊故障導致CPP正車電磁閥一直得電,進而導致主機過載。
3.2 主機實際速度與指令設定速度差異較大
主機的轉速由伍德沃德 723電子調(diào)速器控制,控制信號來自LIPS給出的4-20 mA電流和兩個動態(tài)開關量輸入,雙速度探頭作為反饋,同時綜合主機油門齒條傳感器和增壓空氣壓力傳感器的信號,經(jīng)過邏輯判斷,輸出180-10 mA電流控制機械調(diào)速器[4]。因此,主機轉速故障需要綜合速度探頭信號,LIPS的轉速給定信號,輸出至機械調(diào)速器信號多方面綜合判斷。新海鳳輪曾出現(xiàn)主機實際轉速偏低故障,具體原因為 LIPS的轉速給定信號由于 PLC模塊故障導致給定信號偏低。
3.3 遙控無螺距響應或與指令不匹配
1)檢查LIPS是否發(fā)出報警(應急電源故障、重大故障等)。
2)檢查是否選擇按鈕控制(Backup control或者 Local control)。
3)檢查螺距指示功能是否正常,觀察機側螺距機械刻度。
4)檢查液壓泵是否正常運行,并檢查液壓壓力是否正常。
5)檢查閥驅(qū)動器(PAM 模塊)功能是否正常,并檢查電磁閥線圈是否存在斷線。
6)檢查應急停止條件是否激活。
7)檢查負載控制是否激活,并由此減小螺距。
8)檢查螺距反饋傳感器信號和指令發(fā)送器信號是否正常。
參考文獻:
[1]W?rtsil?. Remote Control System Transverse Thruster Class IIL IPSTRONIC 7000TTb[M]. Shanghai: [s.n.]: 2016: 4-6, 25-30, 45.
[2]W?rtsil?. Lipstronic 7000 CPP Basic no. 00368M1C11[M]. [S.I.]: [s.n.]: 2008: 32-37.
[3]Olsthoorn G.P.A.M. PMS Functional Specification V4. IMTECH[M]. Netherlands:[s.n.]: 2011: 23-30, 74-92.
[4]W?rtsil?. Installation Planning Instructions for GWS 349 Main Engines: 1 x W?rtsil? 16V38,1 x W?rtsil? 16V38[M]. Guangzhou:[s.n.]: 2008: 277.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
汽車維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
中國生殖健康(2019年3期)2019-02-01 06:12:26
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
汽車維修與保養(yǎng)(2015年12期)2015-04-18 07:51:49
汽車維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車維修與保養(yǎng)(2015年2期)2015-04-17 01:30:34