全托盤化的船舶生產管理技術
2018-05-08 08:50:18蔣志勇
造船技術 2018年2期
馬 瑞, 王 岳, 蔣志勇
(江蘇科技大學 船舶與海洋工程學院, 江蘇 鎮江 212003)
0 引 言
當前我國船廠的托盤管理主要集中在舾裝托盤管理上,且技術日趨成熟,但與日韓等先進造船國家相比仍相差甚遠,尤其是船體與涂裝方面沒有完全實現托盤化管理,物資配送問題尤為突出。本文以舾裝托盤化管理的應用為基礎,引申出船體托盤化管理和涂裝托盤化管理以及實施思路,并分析實施全托盤化對當前作業的設計、生產、管理等帶來的影響與變革,最后總結在殼舾涂一體化作業中實施全托盤化管理的意義,為船廠提升管理水平提供新思路。
1 全托盤化管理的分析
1.1 殼舾涂一體化
20世紀中后期,我國造船企業在研究國外先進造船技術后,運用統籌優化理論分析生產過程,按區域組織生產,使造船作業實現空間分道、時間有序、責任明確、相互協調的作業優化排序。船舶設計、管理、生產和物資采購部門的任務和計劃,都以中間產品的制造為核心,有效解決傳統造船模式下殼舾涂作業出現爭奪空間和時間的矛盾,實現現代造船模式的高級階段——殼舾涂一體化(Integrated Hull Construction, Outfitting and Painting, IHOP)。
在船舶建造過程中,船體、舾裝和涂裝作業相互交叉,但又存在一定聯系。現代造船普遍采用分段建造法來建造船體,根據船體建造過程采用區域舾裝法進行舾裝作業,總體分為組立階段預舾裝(C階段)、分段預舾裝(B階段)、總組舾裝(P階段)和船臺/船塢舾裝(D階段)等4個階段。船舶涂裝通常是以分段進行作業的,它與整個造船工藝過程相適應,貫穿造船全過程。涂裝作業包括鋼材預處理(一次涂裝)、分段涂裝(二次涂裝)、舾裝件涂裝以及補涂作業。舾裝和涂裝的作業分類充分體現 “船體為基礎、舾裝為中心、涂裝為重點”的殼舾涂一體化理念。因此,殼舾涂作業之間既存在矛盾又相互聯系。
1.2 全托盤化托盤編碼
舾裝托盤化是最早在船舶企業實施的托盤化生產方式,其托盤設計、劃分、編碼與集配均已達到成熟,并且在實際生產中取得不錯的效果。船舶舾裝件的種類和數量繁多,須對舾裝件托盤進行編碼,以實現舾裝托盤化安裝。舾裝托盤是指在整個船舶建造過程中,按照船舶區域,生產階段和作業類型劃分的舾裝作業,它包含作業所須的原材料和管理信息。因此,舾裝托盤編碼的信息應包括舾裝件的安裝區域、種類、安裝的分段、安裝的階段以及安裝工序等。舾裝托盤的編碼構成規則已經比較成熟,因此不再贅述。
船體托盤作為船體建造過程中零部件配送的載體,在生產過程中相當重要,因此為方便進行托盤管理,很有必要建立船體零部件托盤編碼體系。詳細組立要領(Detailed Assembly Procedure, DAP)是托盤施工的指南,是用來表達零件裝配順序(包括各種生產信息)的一種方法,是船體結構和裝配工藝的綜合反映[1],它同時也表明各個組立部件的流向,為船體零部件托盤的編碼提供基礎。結合船舶建造流程可知,船體建造可分為2個部分:切割階段形成的船體零件和在組立階段形成的片體。因此,將船體托盤劃分為2個階段,分別是零件階段(P階段托盤化)和組立、部件階段(S階段托盤化),鋼材在經過P階段的切割與處理后會運往集配中心進行理料,進而從集配中心送往各個作業區域。某造船企業的零部件托盤編碼規則如圖1所示。結構托盤代碼即是指船體托盤分為零件托盤(代碼為P)和部件托盤(代碼為S);分段和階段代碼指該托盤配送的分段號和分段制作階段,分段制作階段包括分段大組(G)、中組(M)等;場地代碼是指該托盤中分段的下一道工序所在的加工位置(曲面、平直、平臺、支持等場地),從而可以清晰地反映出該分段的上下道工序;托盤種類代碼是指該托盤所配送的部件類型,根據零部件的大小、形狀等進行分類,合理地確定托盤配送方式,如中型組立(P為平直片體中組立,M為先行中組立,H為大型中組立,R為曲型中組立)和小型組立(F為橫向強構架部件,G為縱向強構架部件,B為箱體部件,A為其他部件等);托盤順序號是指同類托盤的作業順序。

圖1 零部件托盤編碼
要使船體零件及組立形成托盤化就必須要建立起船體托盤的劃分原則,根據組立流向、切割類型以及零件的形狀,將船體托盤進行3次劃分。
(1) 組立流向劃分邏輯托盤(第1次劃分)。組立流向劃分是根據組立的類型、大小以及場地等信息對組立進行分類和編碼,將組立按照編碼要求送至相應的場地中,這是第一原則。如:以加工為主的先行小組立(C)、T排(T)、特殊小組立(A)、小組立(E);以組立流向為主的大中型組立,如先行中組立(M)、曲型中組立(R)、大型中組立(H)、大組(G)。
(2) 切割類型劃分邏輯托盤(第2次劃分)。船體零件在一定程度上受切割設備的制約,采用什么類型的切割設備很重要。于是,根據成組原理對零件進行切割托盤劃分時應首先考慮切割屬性的相似性。因此,切割類型作為零件托盤劃分的第二個原則。
(3) 零件形狀劃分邏輯托盤(第3次劃分)。在經過第一、第二原則的托盤劃分后,再根據零件的形狀來劃分托盤,即是主板(即指裝配基面板)還是內部零件,最后再以是否須彎曲加工來進行托盤劃分。這是第三劃分原則。
在涂裝作業中,根據涂裝作業的特殊性,分段涂裝托盤一般包括用于除銹的噴砂丸料托盤、涂料托盤、用于輔助涂裝作業的腳手架托盤等。涂裝托盤的制定和管理是根據舾裝和船體的托盤作業內容來確定的, 其編碼可以跟隨舾裝和船體托盤編碼進行編制,確定施工工藝和位置。
1.3 全托盤化的托盤管理
在造船管理方面,托盤也包含一種管理思想,即它包含零件或舾裝件的作業區域、安裝信息與加工人員信息。在現代造船模式下,托盤設計必須貫徹托盤表不能“跨階段、跨區域、跨類型”編制的原則,托盤設計的關鍵是確保分段或總段的完整性[2]。托盤可分為邏輯托盤和物理托盤等2種:邏輯托盤是指在生產設計時編制的托盤表冊;物理托盤是指裝載物品的實物托盤,它是物資運輸的載體。邏輯托盤和物理托盤具有一定的邏輯對應關系,即現場向集配中心發出舾裝件需求信息后,集配中心將相關舾裝件置于托盤中并運送至現場,這就將邏輯托盤轉換成了物理托盤。此外,根據作業的特性,也可將托盤分為實托盤和虛托盤:實托盤是指具有實物的托盤;虛托盤是指消耗工時但沒有實際物量的托盤。
舾裝托盤管理的實質就是以托盤為單位進行生產設計、采購、制造、集配和安裝的一種生產管理方式,并不僅是簡單的舾裝件集配。圖2為舾裝托盤管理實施思路,其具體流程如下:首先,由船廠的生產管理部門根據船廠的建造方針和施工要領制定新船的舾裝件區域劃分、分段劃分以及納期計劃等;其次,設計部門根據建造方針進行生產設計,生成相應的采購、生產和管理所需的托盤表以及相應的施工圖紙,并發放給各個需求部門;最后,集配中心和物資部門負責各種舾裝件的計劃、集配和安裝等工作的管理,并對托盤進行回收。此外,各個施工部門根據生產需要可提前將需求計劃反饋給物資和集配部門。
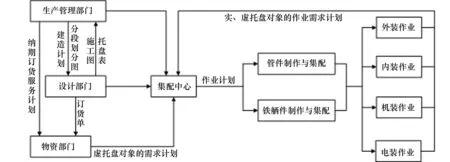
圖2 舾裝托盤管理的實施思路
船體托盤管理的思路可以結合舾裝托盤的管理經驗,船體托盤化管理實施思路如圖3所示。其思路如下:首先,生產設計部門結合生產管理部門編制的建造方針和施工方案設計邏輯托盤和物理托盤,并將邏輯托盤內容傳遞給物資部門和施工部門,邏輯托盤包含船體托盤的托盤資料、相關圖表以及托盤編碼,托盤編碼的意義在于說明該托盤的使用位置及使用時間;然后,物資部門根據托盤資料向供應商提出訂貨請求,并要求鋼材供應商按照船廠托盤的編碼要求對鋼材進行編碼,方便鋼材管理;然后,鋼材倉庫按照編碼對鋼材進行入庫管理,后續施工部門根據生產進度和計劃向倉庫提出需求申請,倉庫按照申請單發放鋼材到預處理和切割車間進行預處理和切割,切割后的鋼材送往集配中心,集配中心以物理托盤的形式將鋼材送往各個所需車間。

圖3 船體托盤化管理實施思路
涂裝作業是圍繞船體和舾裝作業進行的,因此,托盤的制定和管理是根據舾裝和船體的托盤作業內容來確定的,其編碼可以跟隨舾裝和船體托盤編碼進行編制,確定施工位置。涂裝托盤管理實施流程如圖4所示。
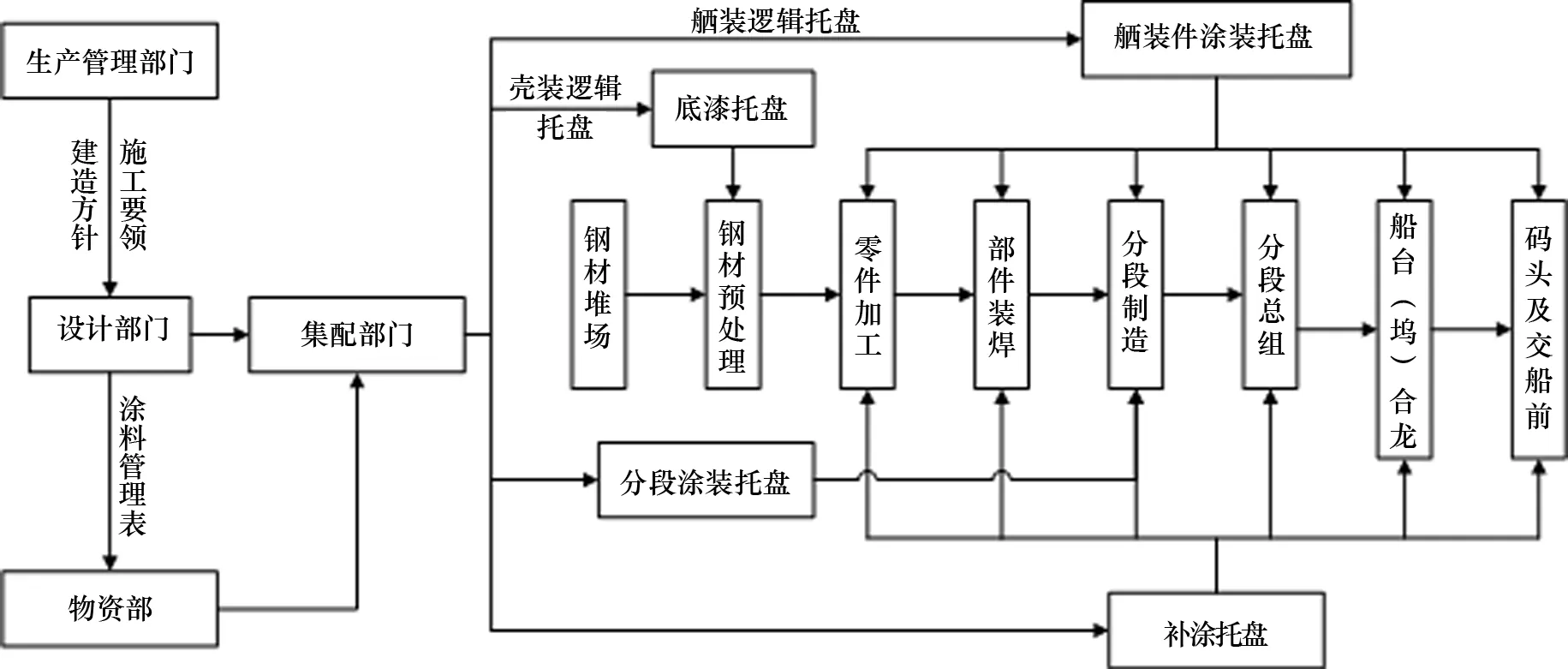
圖4 涂裝托盤管理的實施思路
在鋼材預處理(一次涂裝)階段,按照船體P階段托盤的劃分來進行預處理和涂底漆作業,生產設計部門根據船體邏輯托盤中鋼材的信息確定涂裝托盤中所需的涂料和使用方法,并生成相應的涂裝托盤清冊,發送給物資部和集配中心,物資部門根據涂料管理表進行涂料購買并將涂料送往集配中心,集配中心在接收到底漆涂料需求后,將涂料裝入托盤并準時運送至底漆車間,涂底漆車間根據涂裝托盤中涂料的使用方法進行涂底漆作業。在鋼材預處理階段運用涂裝托盤可以確保鋼材預處理和底漆過程的準時性和規范性。
在分段涂裝(二次涂裝)階段,此時分段建造和分段預舾裝已經完成,在內場進行分段涂裝作業,因此可以直接以分段為單位進行涂裝托盤制定,根據不同部位、不同施工工藝來確定涂料種類和使用方法,以此來制定相應的涂裝托盤清冊和涂裝施工圖。
在舾裝件涂裝階段,可以根據舾裝托盤來進行涂裝托盤的劃分,生產設計部門以舾裝邏輯托盤為基礎來確定不同舾裝件所需的涂料和使用方法,并生成相應的涂料清冊。
2 基于全托盤化的殼舾涂一體化生產分析
結合精益生產理論以及現代造船模式要求,船舶企業實施全托盤化管理首先須在分段建造、舾裝生產以及涂裝生產中建立完整的全托盤集配系統,實現殼舾涂全托盤化管理以及設計、生產、管理一體化作業,以托盤為基礎對船舶進行設計、管理和生產建造。當前我國船舶企業只在舾裝托盤管理方面比較成熟,而船體與涂裝托盤化生產存在很大缺陷,因此,如果以現今船廠的生產工藝、設計過程以及管理現狀將會限制全托盤化生產的實施。本節以托盤管理為基礎,分析實施全托盤化生產對殼舾涂一體化生產的影響,并從設計、生產、管理等3方面為船舶企業提出合理建議,以實現全托盤化生產。
2.1 基于全托盤化的生產設計
生產設計的主要任務是為現場施工提供必需的各種指令信息,生產設計提供的圖紙、表冊等資料將成為現場施工的唯一依據[3]。通過托盤將設計、生產、管理聯系起來,各項管理工作圍繞托盤展開,也就體現了托盤的紐帶、中樞作用,實現設計、生產、管理一體化[4]。舾裝生產的托盤化是在生產設計階段進行的,以舾裝托盤化為基礎,將其類推到船體上,因此船體托盤的劃分也是從生產設計開始的。鋼材、設備、舾裝物資采購、圖紙發放等生產準備工作都要以先行計劃為依據[5],因此,船體托盤化的生產設計階段是以詳細設計階段的先行計劃、施工要領和建造方針為基礎的,生成相應的船體邏輯托盤和物理托盤。基于托盤化的船體生產設計如圖5所示,船體P階段托盤內容包含所需鋼材的型號、數量、套料切割信息以及流向信息等,方便鋼材進行采購、入庫、切割加工和集配;S階段托盤內容包含部件或組立的流向信息及加工信息,方便部件、組立的集配和組裝。集配部門收到生產設計發來的邏輯托盤表后進行物資采購和裝盤,轉換成物理托盤配送給施工現場。

圖5 基于托盤化的船體生產設計
我國造船業針對殼舾涂一體化的現代造船模式進行深入研究,但是在實際生產過程中卻執行得不徹底,在設計方面的不足尤為突出。涂裝的生產設計不被重視,涂裝的施工圖紙往往是結合各個專業的施工信息,形成區域性的指導性圖紙,這樣形成的圖紙信息不夠完整,對涂裝作業造成很大的不便[6]。針對涂裝生產設計的不足,提出托盤化的涂裝生產設計。托盤化涂裝生產設計是以船體托盤和舾裝托盤為基礎進行的,跟隨托盤的作業區域和位置進行涂裝作業,根據船體和舾裝的托盤表生成相應的涂裝托盤清冊和涂裝作業施工圖。涂裝托盤清冊相當于邏輯托盤,提供采購涂料信息和安排涂裝物理托盤等;涂裝作業施工圖是指導現場涂裝作業的圖表文件,包括涂裝技術要求、涂裝工藝、安全技術等。圖6為基于托盤化的涂裝生產設計,具體設計過程如下:涂裝生產設計根據造船工程計劃、涂裝合同設計等進行涂裝詳細設計;在鋼材預處理的涂底漆階段,根據P階段船體邏輯托盤的鋼材托盤表內容,形成底漆的涂裝托盤清冊和涂底漆作業施工圖;根據S階段船體邏輯托盤的內容,生成部件/組立的涂裝清冊和涂裝施工圖;在分段涂裝階段,分段建造和預舾裝基本完成,在內場進行分段涂裝作業,因此可以直接以分段為單位進行涂裝托盤制定,結合分段結構圖、分段舾裝件、管系安裝圖、電氣安裝圖等生成相應的涂裝托盤清冊和涂裝施工圖;在舾裝件的涂裝階段,根據舾裝托盤表生成管系、舾裝件以及基座等的涂裝托盤清冊和涂裝施工圖;根據現場反饋回來的補涂信息進行補涂設計,生成補涂托盤和補涂施工圖紙。

圖6 基于托盤化的涂裝生產設計
以托盤為基礎進行全托盤化的船舶生產設計,能夠將原生產設計中以分段為中間產品細化到以托盤為中間產品,這種生產設計與原生產設計相比有以下優點:
(1) 采購方面。物資部根據船體生產設計生成的邏輯托盤以及編碼進行鋼材采購,并要求供應商根據生產設計的編碼規則對鋼材進行編碼,采用與船廠相同的編碼體系制作鋼材托盤并運送到船廠。在入庫時根據編碼放置鋼材,這樣有利于減少鋼材出庫時翻板操作。
(2) 分段完整性。施工完整性是檢驗船廠生產設計水平和生產管理水平的一個重要指標[7]。分段完整性對生產設計要求相當高,當前的現場管理混亂,在施工過程中才察覺有部件缺失,導致施工等待,降低生產效率。生產設計以托盤為中間產品進行分段建造,各類零部件以及舾裝件均以托盤形式集配,托盤中缺失的部件或舾裝件可以很快查到并補回,大幅提高分段完整性。涂裝的施工是以船體和舾裝托盤進行的,因此,船體和舾裝托盤的完整性決定了涂裝作業的完整性,這表明船體和舾裝的完整性在生產設計中的重要性。
(3) 托盤化配送。船體零部件種類繁多,形狀大小不一,運送這些零部件相當繁瑣。船體建造實現托盤化生產,可以根據零部件的形狀大小進行分類,采用不同形式的托盤進行配送。如:對于需求量較大、加工制作快的小型部件如“大刀板”、強肋骨、外板T排等可以運用小托盤或插架式托盤來配送,這些部件體積較小、需求量大,可以集中配送;運送部件構件較多、體型較大的大型箱體組立部件和肋板構件可以使用托架式、門架式托盤,這些部件體積和重量較大,須單獨運送。根據零件、組立、舾裝件的不同類型和形狀大小進行分類,采用不同的托盤形式進行集配,可以避免運送過程的混亂,便于管理,有效地均衡資源,如拖車、鏟車等運送設備,同時,采用不同托盤類型進行集配也有利于對零部件進行分道配送,減少零件等的缺失和浪費。
2.2 基于全托盤化的集配組織機構
托盤是物資運送的載體,實施全托盤化管理不僅需生產設計進行詳細的托盤劃分和制定,而且也需集配中心組織物資的配送。集配中心的主要任務是按計劃對物資進行托盤配送并回收托盤,它將設計部門、采購部門、制造部門和倉儲部門聯系起來,是進行托盤管理的核心部門,是物資的中轉站。當前集配中心只是對舾裝件進行集配,并不適用于全托盤化的物資集配,因此,必須對集配管理機構進行擴展,以達到全托盤化集配管理的要求。
現在造船企業大部分均已建立舾裝托盤集配中心,它的組織機構分為3部分:計劃調度組、托盤管理組和倉庫起運組。以舾裝集配中心的組織機構及其作用作為參考,可以確定船體和涂裝的集配組織機構配置,此時的計劃調度組、托盤管理組和倉庫起運組不再是只負責舾裝件的集配,還包括船體托盤和涂裝托盤的集配功能,具體職能安排如下:
(1) 計劃調度組。計劃調度組的主要作用是協調殼舾涂各部門的托盤配送計劃、生產配套工作以及跟蹤現場反饋情況。圖7為計劃調度組在各個專業的組織結構,其主要工作有:根據生產設計編制的船體邏輯托盤表和舾裝托盤表制定船體以及舾裝托盤集配計劃以及外購件、涂料等的采購計劃;根據現場施工進度及時調整托盤管理的相關配套計劃,使托盤能夠準時運往生產現場;協調各個部門之間的關系,保證托盤集配計劃能夠按時完成,并將現場情況反饋給生產管理部門,保證大節點的順利完成。

圖7 計劃調度組的組織結構
(2) 托盤管理組。圖8為托盤管理組的組織結構,其主要作用是根據托盤管理表對相關物資進行入庫驗收、保管和發放等工作,根據托盤集配計劃對需要進行配送的船體零部件、舾裝件、涂料、噴砂丸等進行分類整理,按其大小、形狀、運送方式等裝入相應托盤,方便倉庫起運組進行配送。
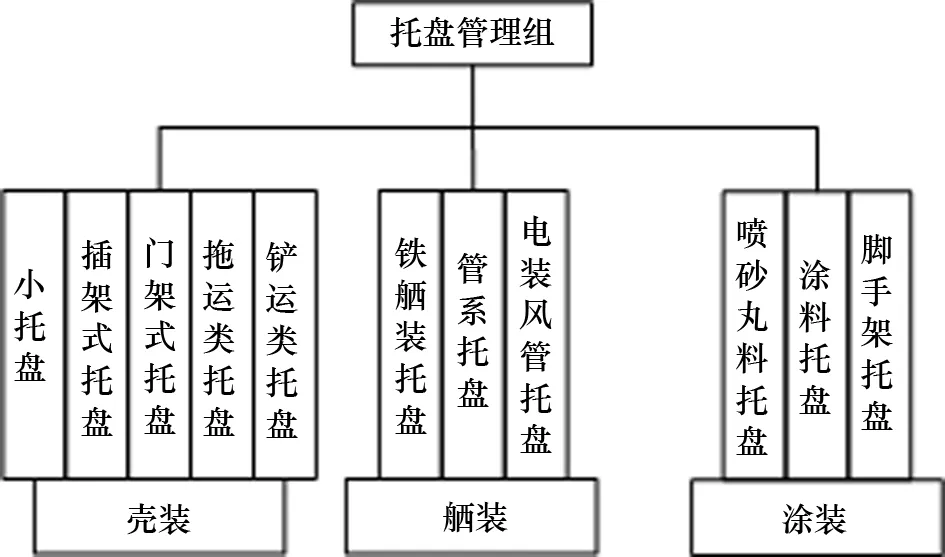
圖8 托盤管理組的組織結構
(3) 倉庫起運組。倉庫起運組的主要作用是負責托盤的存儲、配送和空托盤的回收。
3 全托盤化對實現殼舾涂一體化作業的意義
現代造船模式要求從生產組織、管理、空間及時間等方面進行探索和改革,以建立起適應中國船企的空間上分道、時間上有序的殼舾涂一體化造船模式。殼舾涂一體化的造船方法在我國船企中早已提出,但是在實際生產中卻未能達到預期效果,需要進一步的探索和研究。殼舾涂一體化生產的基礎是托盤化設計、生產和管理,以托盤為中間產品進行工程分解,按照工藝階段、作業區域和安裝位置推進造船作業的實施。因此,以托盤為造船核心,實現船體、舾裝和涂裝的全托盤化設計、生產和管理,對實現殼舾涂一體化作業具有重大意義:
(1) 設計方面。以托盤為核心進行生產設計,為船舶建造提供相應的工藝數據和生產管理信息,按照殼舾涂一體化作業的要求合理安排和設計作業場所、作業順序和作業量,使得船體按照分道建造、舾裝和涂裝按區域作業,從而實現作業空間上的分道,加快造船速度,縮短船舶建造周期。
(2) 生產方面。在生產過程中,嚴格遵循生產設計提供的托盤信息及工藝,使船體實現零件分道加工、物資采購及集配準時,從而實現殼舾涂的生產在時間上有序進行。現代造船以中間產品為導向,全托盤化的中間產品分解就是托盤的劃分和設計,根據托盤表中的生產信息及工藝來組織生產,達到中間產品逐級制造的過程,相應的安排復合或混合工種進行高效率生產。同時,以船體和舾裝托盤表為標準進行船體和舾裝作業,只要生產設計分段托盤比較完整,就不會出現零件或舾裝件缺失的情況。涂裝托盤是以船體和舾裝托盤為基礎設計的,因此涂裝完整性也比較容易實現。以托盤為基礎判斷分段完整性是一個比較高效和易行的方法。
(3) 管理方面。托盤管理在殼舾涂一體化作業中實現了精益化生產,集配中心的建立體現了準時化生產的零庫存理念,在殼舾涂3大作業中實施全托盤化管理,以托盤為管理單元,避免物資在采購、制作和裝配過程中缺失的情況,所有零件及舾裝件均在托盤表上有跡可循,可追溯到相關環節來追蹤丟失的物資,做到杜絕浪費。托盤集配的準時化管理也為實現殼舾涂一體化作業奠定基礎。
4 結 語
本文研究全托盤化的管理技術,以舾裝托盤化編碼和管理為基礎,引申出船體托盤化和涂裝托盤化編碼規范以及全托盤化管理的概念,然后將全托盤化管理模式與當前作業的生產設計、工藝和集配組織之間進行對比分析,最后總結了在殼舾涂一體化作業中實施全托盤化管理的意義。全托盤化管理是以托盤為基礎進行生產,并且托盤物流貫穿于整個殼舾涂作業,這種生產方式有利于提升船廠管理水平,深化、落實殼舾涂一體化作業。
[1] 閆龍虎. 基于船體分段托盤化及工時化的任務派工研究與應用[D]. 南京:東南大學, 2016.
[2] 文利紅, 蘇昶, 劉加強. 基于現代造船模式的托盤管理技術研究探討[C]// CAD/CAM學術交流會議, 2015.
[3] 陳益佳. 基于托盤的造船殼裝物流管理研究[D]. 鎮江:江蘇科技大學, 2012.
[4] 孫范猛. 深化托盤設計 發揮托盤管理[J]. 造船技術, 2017(2):12-15.
[5] 何娜, 董柱. 船舶建造先行計劃管理體系的應用[J]. 科技風, 2014(14):84-84.
[6] 丁春雷. 船舶涂裝設計和現場管理的現狀分析和改進研究[J]. 造船技術, 2016(1):80-86.
[7] 高愛華. 基于成組技術原理的殼舾涂一體化設計研究[D]. 上海:上海交通大學, 2007.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
故事大王(2016年7期)2016-09-22 17:30:08
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
兒童故事畫報(2013年3期)2013-06-24 05:40:30