后端橫梁外板沖壓工藝的提升
2018-05-07 06:40:04韋樂俠馬思源
裝備制造技術(shù) 2018年2期
周 林,韋樂俠,馬思源,甘 柳
(柳州五菱汽車工業(yè)有限公司,廣西 柳州545007)
1 零件和類似零件的沖壓工藝簡介
1.1 零件簡介
圖1中的零件名為后端橫梁外板,在我公司新承接客戶的2018年度車型零部件開發(fā)項目中,隸屬于白車身中的后部下車體總成,該零件預計年需求量在20萬件以上。零件材質(zhì)為B170P1,料厚1.0 mm,每臺車使用1件。因該零件造型與上一年度車型同一位置的零件相比較發(fā)生較大改變,為滿足零件沖壓生產(chǎn)要求,需進行全新的沖壓工藝和模具開發(fā)。在上一個年度車型中,后端橫梁內(nèi)板的材料利用率已經(jīng)被提升至極限,本次后端橫梁外板的沖壓工藝和模具開發(fā)工作,重點放在如何提升生產(chǎn)效率,降低生產(chǎn)成本。
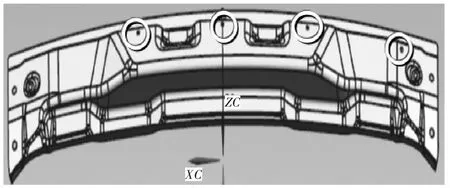
圖1 零件簡圖
1.2 類似零件的沖壓工藝簡介
上一年度車型的后端橫梁外板工藝如圖2所示,采用旋轉(zhuǎn)對稱放置雙件沖壓生產(chǎn),沖壓工藝為4套模具,5個工位,因第四套模具有兩道工序,生產(chǎn)節(jié)拍與前三序模具生產(chǎn)節(jié)拍不一致,且無法使用機械手在模具內(nèi)部傳送零件,該零件只能以手動沖壓地方式生產(chǎn)。但此零件的沖壓工藝布局比較好,有效地避免了零件內(nèi)部出現(xiàn)陡壁,保證了零件在拉延時不出現(xiàn)開裂。
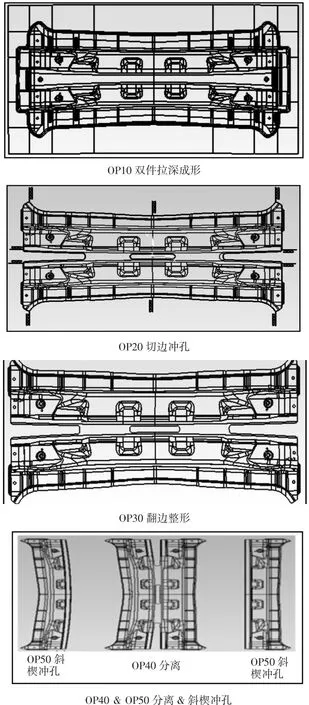
圖2 上一年度車型后端橫梁外板的沖壓工藝
2 提高生產(chǎn)效率的方案
上一年度車型的后端橫梁外板已經(jīng)將手動生產(chǎn)的效率提升至極致,約每分鐘4件,要想提高本年度車型的后端橫梁外板生產(chǎn)效率,減少操作員工數(shù)量,降低生產(chǎn)成本,最好的辦法是實現(xiàn)零件自動化生產(chǎn)。
2.1 技術(shù)難點
我公司的自動沖壓線只有4臺機床,意味著零件必須在4道沖壓工序內(nèi)完成生產(chǎn)(比上一年度車型的后端橫梁外板減少一個沖壓工位)。
為了實現(xiàn)4道工序能完成零件生產(chǎn),最簡單的辦法是將上一年度車型的后端橫梁外板沖壓工藝中的OP40和OP50合為一序,但這樣做就會造成圖1中的4個側(cè)沖小孔(孔位置見圖1中4個加粗白圈)無法沖出。只有把小孔從工序件(合件)的內(nèi)部轉(zhuǎn)移到外邊緣,才能布置斜楔進行沖孔,才能保證工藝內(nèi)容的完整性。將小孔從工序件的內(nèi)部轉(zhuǎn)移到外部,需要將兩個零件的拼接方向在上一年度車型的后端橫梁外板沖壓工藝的基礎(chǔ)上旋轉(zhuǎn)180°,如圖3所示。這樣拼接的結(jié)果是工序件內(nèi)部出現(xiàn)陡峭側(cè)壁,不利于零件拉延成形,零件在沖壓生產(chǎn)時,A區(qū)域型面很難從外部得到材料補充,在圖3黑色加粗矩形框內(nèi),容易造成零件開裂。
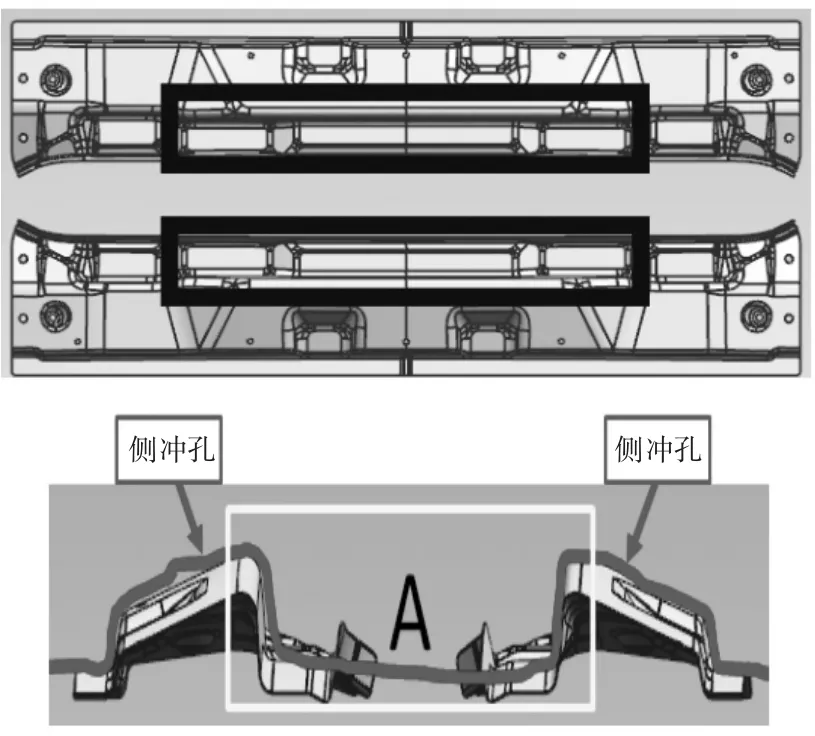
圖3 后端橫梁外板拼接方式變更后帶來的風險
2.2 技術(shù)方案的制定
我司內(nèi)部經(jīng)過多次方案分析討論后認為,只有使用圖3的方案,才能在實施自動化生產(chǎn)的同時,保證零件的質(zhì)量和材料利用率。在實際生產(chǎn)情況既定的情況下,工藝方案的制定沒有太多的選擇余地,只能選取對企業(yè)、對生產(chǎn)最有利的方案,然后想辦法解決該方案中的不足。新制定的后端橫梁外板沖壓工藝如圖4所示。
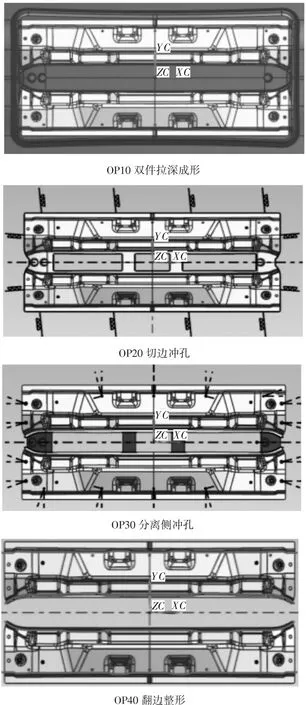
圖4 本年度車型的后端橫梁外板的沖壓工藝
2.3 技術(shù)難點的解決
(1)模具的設(shè)計和制造直接關(guān)系到?jīng)_壓件的質(zhì)量、沖壓件的生產(chǎn)效率還有沖壓件的生產(chǎn)成本[1]。在向客戶提交零件設(shè)計變更申請(后來獲得通過)改變危險區(qū)域的圓角大小的同時,還調(diào)整了零件的拼接角度,在不改變零件形面的情況下增大拔模角α(見圖5),降低零件的開裂幾率。
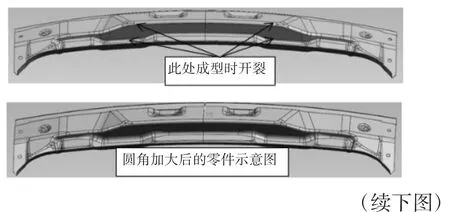
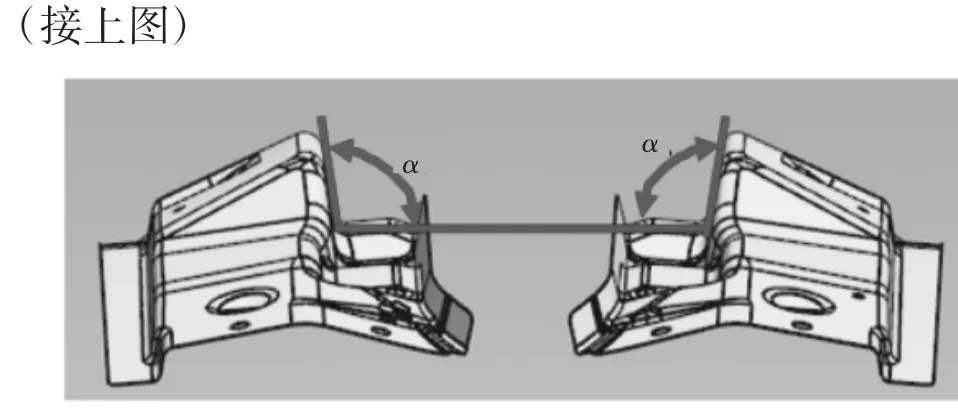
圖5 提升零件的拉延工藝性
(2)車身覆蓋件是汽車車身的主要零件,其不僅尺寸較大、結(jié)構(gòu)復雜、形狀不規(guī)則,而且在成形中非常容易出現(xiàn)拉裂、起皺等現(xiàn)象[2]。應用沖壓成形CAE技術(shù),可以模擬成形過程中材料的流動,預測破裂、起皺、回彈等缺陷,有效縮短模具開發(fā)周期、降低成本、增加設(shè)計的可靠度性。在設(shè)計拉延模面工程時使用AUTOFORM軟件進行仿真成型分析,經(jīng)過多次設(shè)計方案更改,精細的調(diào)整成型壓力、氣墊壓力,拉延筋的形狀、長度、位置和阻力因子等各項參數(shù),并將刺破刀設(shè)計放入拉延CAE模擬后,得到的分析結(jié)果見圖6,工序件除了局部拉延不足外所有形面成型充分,且沒有開裂、起皺。在拉延模結(jié)構(gòu)圖設(shè)計時,增設(shè)的刺破刀并沒有按照CAE分析時的刺破長度直接設(shè)計,而是加長設(shè)計,在模具調(diào)試階段根據(jù)實際情況調(diào)整刺破刀的長度、位置、刺破時機(見圖7),保證零件的生產(chǎn)穩(wěn)定性。
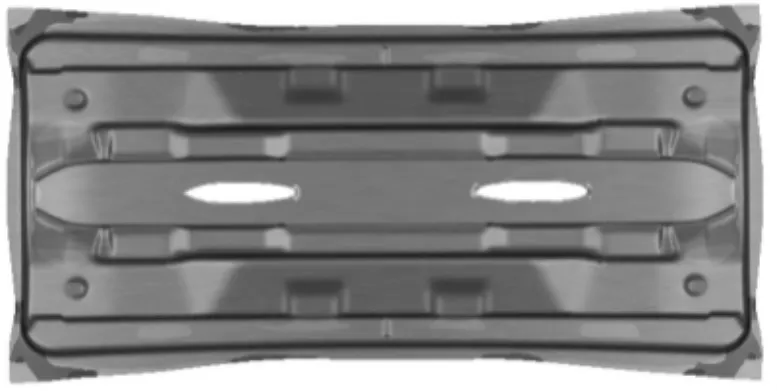
圖6 拉延模面工程設(shè)計方案的CAE分析結(jié)果
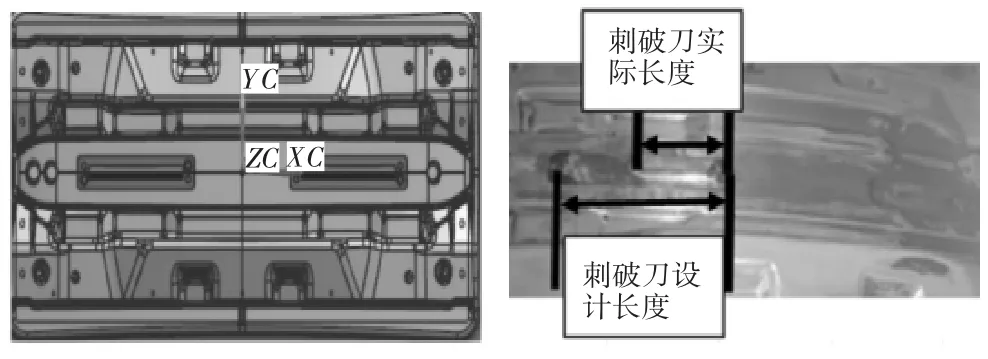
圖7 刺破刀的設(shè)計和后期模具制造時的實際調(diào)整結(jié)果
(3)實際調(diào)試模具時,在保證零件合格率達標且生產(chǎn)穩(wěn)定的前提下,精確的調(diào)整料邊(讓板料邊緣流入拉延筋的最大量達到拉延筋寬度的三分之一,見圖8),使材料利用率提升至與上一年度車型的后端橫梁外板一致。

圖8 調(diào)整材料流入量提升材料利用率
3 兩個后端橫梁內(nèi)板沖壓工藝經(jīng)濟效益對比
經(jīng)濟效益對比如下表1所示。
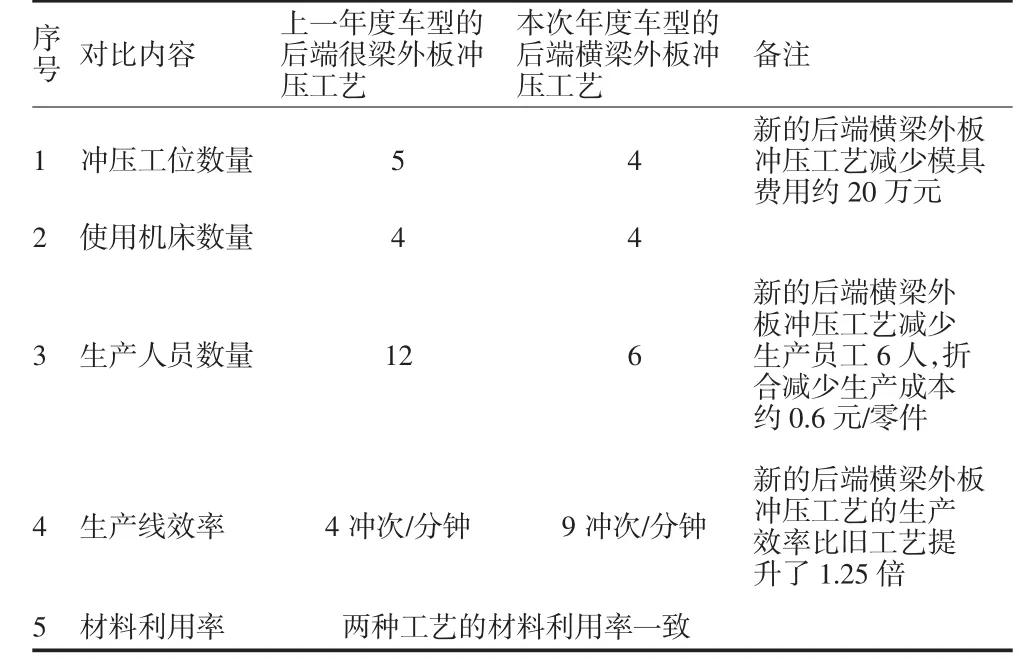
表1 兩種后端橫梁內(nèi)板沖壓工藝的經(jīng)濟效益對比
按第一年生產(chǎn)20萬件零件計算,一模兩件沖壓只需要生產(chǎn)線輸出10萬沖次,可節(jié)約人力成本12萬元;減少模具投入約20萬元,第一年生產(chǎn)的直接經(jīng)濟效益約為32萬元。
本次后端橫梁內(nèi)板沖壓工藝提升的重點是提升生產(chǎn)效率,降低零件的生產(chǎn)成本。生產(chǎn)效率提升后,機床使用時間降低了56%,生產(chǎn)線產(chǎn)能得到釋放使公司能夠承接更多的產(chǎn)品,為公司創(chuàng)造新的贏利點。
4 結(jié)束語
通過新方案實施,提高了零件的生產(chǎn)效率,降低了生產(chǎn)人工成本,減少了模具開發(fā)費用,為公司提高了經(jīng)濟效益。2018年2月完成了模具的預驗收和100臺套焊車樣件的交付,經(jīng)實際焊車驗證和總成件合格率檢查,樣件質(zhì)量滿足焊接使用要求。采用一模兩件工藝會顯著提高生產(chǎn)效率,但一次沖壓生產(chǎn)出兩件相同的產(chǎn)品,會受到實際模具和機床精度等因素的影響,兩件產(chǎn)品的尺寸質(zhì)量會存在少量差異,后期會對零件質(zhì)量做整體提升,保證最低合格率超過90%.
參考文獻:
[1]向 偉,李 波.沖壓模具設(shè)計[J].科技傳播,2011(11):120-121.
[2]梁 富,魏德強,陳虎城.基于AutoForm的汽車左車門內(nèi)板成形仿真與分析[J].現(xiàn)代制造技術(shù)與裝備,2014(6):14-15,22.
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
石油化工應用(2014年8期)2014-03-11 17:40:03