一種新的銑刀刀齒等效直徑確定方法
2018-05-03 08:48:41朱堅民何丹丹田豐慶李孝茹
中國機械工程 2018年5期
朱堅民 李 堯 何丹丹 田豐慶 李孝茹
上海理工大學機械工程學院,上海,200093
0 引言
銑刀的精確建模是準確預測其刀尖點頻響函數的前提,銑刀刀齒結構復雜,難以直接建模計算其頻響函數[1-2],建立銑刀的等效模型是一種可行的方法。常用的銑刀等效建模方法是將銑刀整體視為階梯梁模型,即將銑刀劃分為刀桿和刀齒兩個部分,將刀齒部分等效為等直徑圓柱梁。銑刀刀齒等效直徑的確定方法有多種,VODT[3]首先提出了銑刀刀齒段等效直徑的概念,利用刀齒剛度相等的原則(即等剛度法)計算銑刀刀齒等效直徑,以2刃、4刃立銑刀為研究對象,研究銑刀等效模型與實際銑刀之間的受力變形誤差。張俊等[4]以銑刀刀齒橫截面面積相等(即等截面積法)為原則計算刀齒的等效直徑,并以3把銑刀為驗證對象與等質量法、等慣性矩法所確定的刀齒等效直徑精度進行了對比。ZHANG等[5]利用銑刀等效前后刀齒質量不變原則(即等質量法)計算銑刀刀齒等效直徑,利用響應耦合子結構法(receptance coupling substructure analysis,RCSA)計算主軸系統刀尖點頻響函數,對比其與主軸系統刀尖點實測頻響函數固有頻率之間的誤差,結果證明兩者誤差較小。等質量法簡單可靠,是刀齒等效直徑確定方法中應用最廣泛的方法。張俊等[6]利用等質量法、等截面積法、等剛度法三種等效方法分別確定銑刀刀齒的等效直徑,并分析了刀齒截面慣性矩、刀齒螺旋角、刀齒長度占總長百分比、銑刀長度與直徑比值等因素對三種刀齒等效直徑計算方法所引起的相對誤差變化規律。文獻[7-10]在計算銑刀頻響特性時將銑刀整體等效為一個等直徑圓柱梁,采用刀齒最外端的包絡圓直徑作為刀齒等效直徑。該方法雖然簡化了銑刀頻響函數計算,但其計算誤差較大,由此預測的刀尖點頻響函數精度較低。
實際上,目前已有的銑刀刀齒等效直徑計算方法各有優缺點和適用性,由其計算銑刀刀尖點頻響函數時會受到銑刀的結構參數和材料參數的不確定性影響,當面對一把未知參數的刀具時,很難確定哪種等效方法最佳。針對此問題,本文提出一種新的銑刀刀齒等效直徑確定方法,該方法彌補了不同參數下銑刀建模方法之間的差異,基于對銑刀等效模型的子結構分析和理論計算建立刀齒等效直徑優化的目標函數,采用遺傳算法尋優確定刀齒的等效直徑,并與等質量法確定的刀齒等效直徑進行對比,驗證本文方法的有效性。
1 基本原理
1.1 銑刀的等效建模
本文將圖1a所示的銑刀等效為圖1b所示的階梯圓柱梁,再將其進一步劃分為圖1c的兩個子結構,其中子結構Ⅰ為刀桿部分,其直徑已知;子結構Ⅱ為刀齒部分,其直徑未知,記為d。

(a)銑刀

(b)銑刀等效模型

(c)子結構劃分圖1 銑刀等效模型及其子結構劃分Fig.1 Equivalent model and substructure division of milling cutter
圖1中,A1為銑刀刀桿端點,B為刀尖點,A2為刀桿與刀齒的分界點。c1、c2為子結構Ⅰ兩端端點,c3、c4為子結構Ⅱ兩端端點。
子結構Ⅰ、子結構Ⅱ可視為等直徑的EB梁,自由狀態下的EB梁單元兩端的頻響函數矩陣Rij可寫成
(1)
式中,hij為在梁單元的點j處施加單位力引起的點i處的平動位移響應;lij為在梁單元的點j處施加單位力矩引起的點i處的平動位移響應;nij為在梁單元的點j處施加單位力引起的點i處的轉角響應;pij為在梁單元的點j施加單位力矩引起的點i處的轉角響應。
當i=j時,Rij為原點頻響函數;當i≠j時,Rij為跨點頻響函數。
圖1c中,點c3處的原點位移頻響函數hc3c3可由EB梁模型[11]計算,其計算公式如下:
(2)
(3)
(4)
式中,E為刀具材料的彈性模量;I為子結構Ⅱ的截面慣性矩;l為子結構Ⅱ的長度;m為子結構Ⅱ的質量;ω為角頻率;η為子結構Ⅱ的阻尼因子;d為子結構Ⅱ的直徑。
根據式(2)所確定的hc3c3是含有未知數d的子結構Ⅱ上點c3處的原點位移頻響函數。
1.2 c3點位移頻響函數的子結構分析與計算


(a)銑刀等效模型

(b)子結構劃分圖2 銑刀等效模型及其子結構分析模型Fig.2 Equivalent model of milling cutter and analysis model of substructure
圖2中,xi(i=A1、A2、c1、c2、c3)分別表示銑刀等效模型(子結構Ⅰ、子結構Ⅱ)在力載荷fA1、fA2作用下點i處的平動位移;θj(j=A2、c2、c3)表示等效模型(或子結構Ⅰ、Ⅱ)在力載荷fA1、fA2作用下點j處的轉動位移。根據圖2所示銑刀等效模型、子結構Ⅰ與子結構Ⅱ之間的連接關系,確定其位移協調方程如下:
(5)
力平衡方程為
(6)
式中,mA2為銑刀等效模型在點A2處受到的力矩;fc1、fc2、fc3分別為子結構Ⅰ、Ⅱ上點c1、c2、c3處的受力;mc2、mc3分別為子結構Ⅰ、Ⅱ上點c2、c3處受到的力矩。
fc2和mc2可表示成fA1、fA2、mA2的函數,即[12]
fc2=αfA1+βfA2+γmA2
(7)
mc2=λfA1+μfA2+χmA2
(8)
式中,α、λ、β、μ、γ、χ為未知系數。
由式(5)中的xA1=xc1,可得
(9)
由式(5)中xA2=xc2,可得
(10)
由式(6)中fA1=fc1,結合式(7)、式(8),可將式(9)寫成如下形式:
hA1A1fA1+hA1A2fA2+lA1A2mA2=(hc1c1+αhc1c2+
λlc1c2)fA1+(βhc1c2+μlc1c2)fA2+(γhc1c2+χlc1c2)mA2
(11)
由式(6)中fA1=fc1,結合式(7)、式(8),可將式(10)寫成如下形式:
hA2A1fA1+hA2A2fA2+lA2A2mA2=(hc2c1+αhc2c2+
λlc2c2)fA1+(βhc2c2+μlc2c2)fA2+(γhc2c2+χlc2c2)mA2
(12)
根據頻響函數的互易性原理,有hA1A2=hA2A1,由式(11)、式(12)可得
hc2c1+αhc2c2+λlc2c2=βhc1c2+μlc1c2
(13)
根據式(11)、式(12)等號兩邊fA1、fA2的系數對應相等及式(13),可得
(14)
其中,位移頻響函數hc1c2、lc1c2、lc2c2、hc2c2可在子結構Ⅰ中通過EB梁模型計算確定,位移頻響函數hA1A1、hA1A2、hA2A2可在銑刀自由狀態下對銑刀A1、A2點進行模態錘擊實驗確定,從而可解出未知系數α、λ、β、μ。
由式(5)中的xc2=xc3可得

(15)
根據式(6),整理式(15),得
(16)
聯立式(7)、式(8)、式(16),整理后可得
(17)
根據式(17)兩邊fA1、fA2系數對應相等,整理可得
(18)
由式(18)可得
(19)
由式(19)進一步整理后可以得到

(20)
式(20)即為通過子結構分析和實驗測試所確定的子結構Ⅱ在點c3處的位移頻響函數h'c3c3。
1.3 刀齒等效直徑d的優化
刀齒等效直徑d的優化原理如圖3所示,本文采用遺傳算法對等效直徑d進行優化。遺傳算法是一種高效的全局尋優搜索算法[13],廣泛應用于函數優化、自動控制、圖像處理、參數識別[14-15]等領域。尋優過程中的相關說明如下:

圖3 刀齒等效直徑的優化原理Fig.3 Optimization principle of milling cutter tooth’s equivalent diameter
(1)優化變量。以子結構Ⅱ的直徑d(銑刀刀齒等效直徑)為優化變量,采用十進制浮點數進行編碼,初始群體中的個體在所設定的尋優范圍內隨機產生。
(21)

(3)約束條件。由于銑刀刀齒的等效直徑最大為刀桿直徑ds,由此確定等效直徑d的尋優范圍為[0,ds]。
(4)收斂準則。本文通過設置最大尋優迭代參數來終止尋優進程,設置為100代。
采用MATLAB Toolbox中的Sheffield遺傳算法工具箱函數,并利用MATLAB軟件編寫程序,尋優確定刀齒的等效直徑d。
2 實驗研究
2.1 銑刀的頻響特性測試
本文以圖4所示的5把不同參數的2刃、3刃和4刃銑刀為研究對象進行實驗測試、刀齒等效直徑計算、刀尖點頻響函數預測,各銑刀的編號、材料參數和結構參數如表1所示。

圖4 實驗銑刀Fig.4 The experiment milling cutters
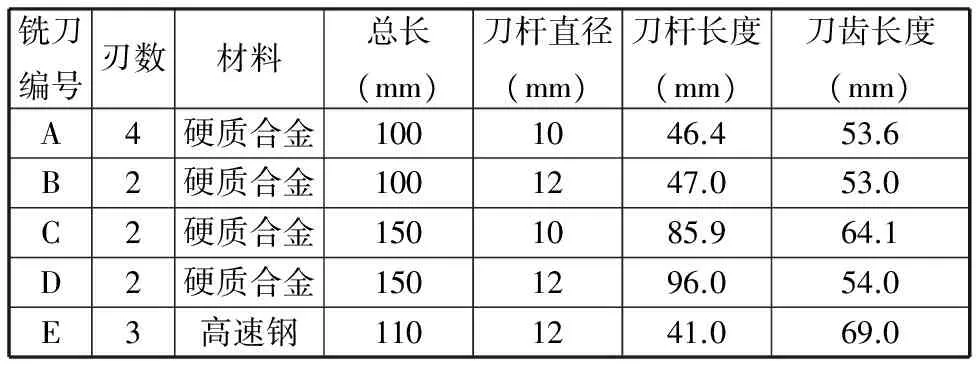
銑刀編號刃數材料總長(mm)刀桿直徑(mm)刀桿長度(mm)刀齒長度(mm)A4硬質合金1001046.453.6B2硬質合金1001247.053.0C2硬質合金1501085.964.1D2硬質合金1501296.054.0E3高速鋼1101241.069.0
如圖5所示,為模擬銑刀的自由狀態,將銑刀的兩端用彈性皮筋懸掛。實驗測試分為兩種情況。
(1)測試銑刀A1、A2點的原點與跨點位移頻響函數。測試時在銑刀刀桿端部(A1點)、刀桿與刀齒分界點(A2點)分別布置一個三向加速度傳感器(型號BK 4525B-B),測量A1、A2點的原點位移頻響函數hA1A1、hA2A2和跨點位移頻響函數hA1A2,如圖5a所示。
(2)測量銑刀刀尖點頻響函數。測試時在銑刀刀尖處布置一個三向加速度傳感器(型號:BK 4525B-B),測試刀尖點頻響函數hBB,供后續驗證等效直徑的計算精度,如圖5b所示。
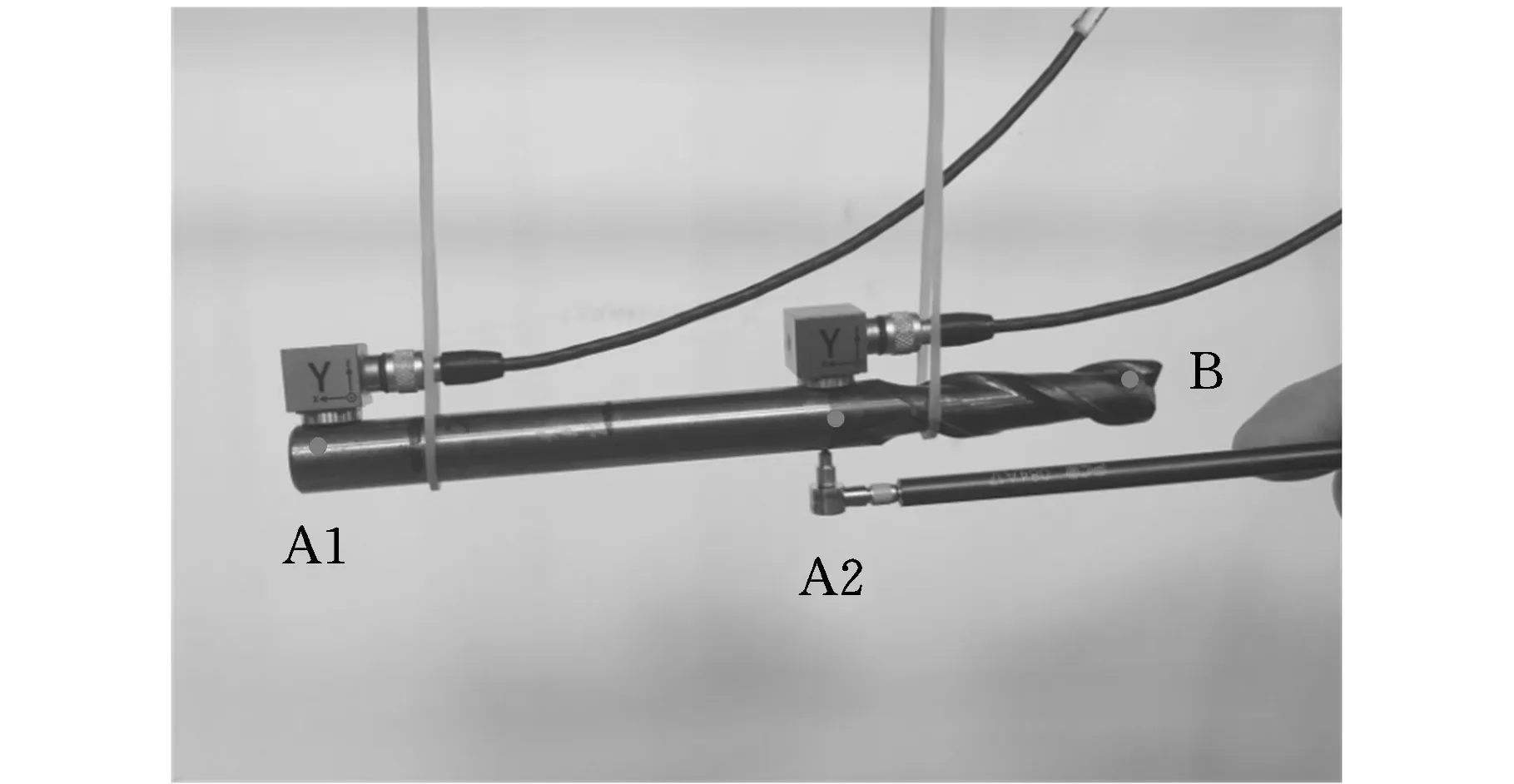
(a)銑刀A1、A2原點及跨點位移頻響函數測試
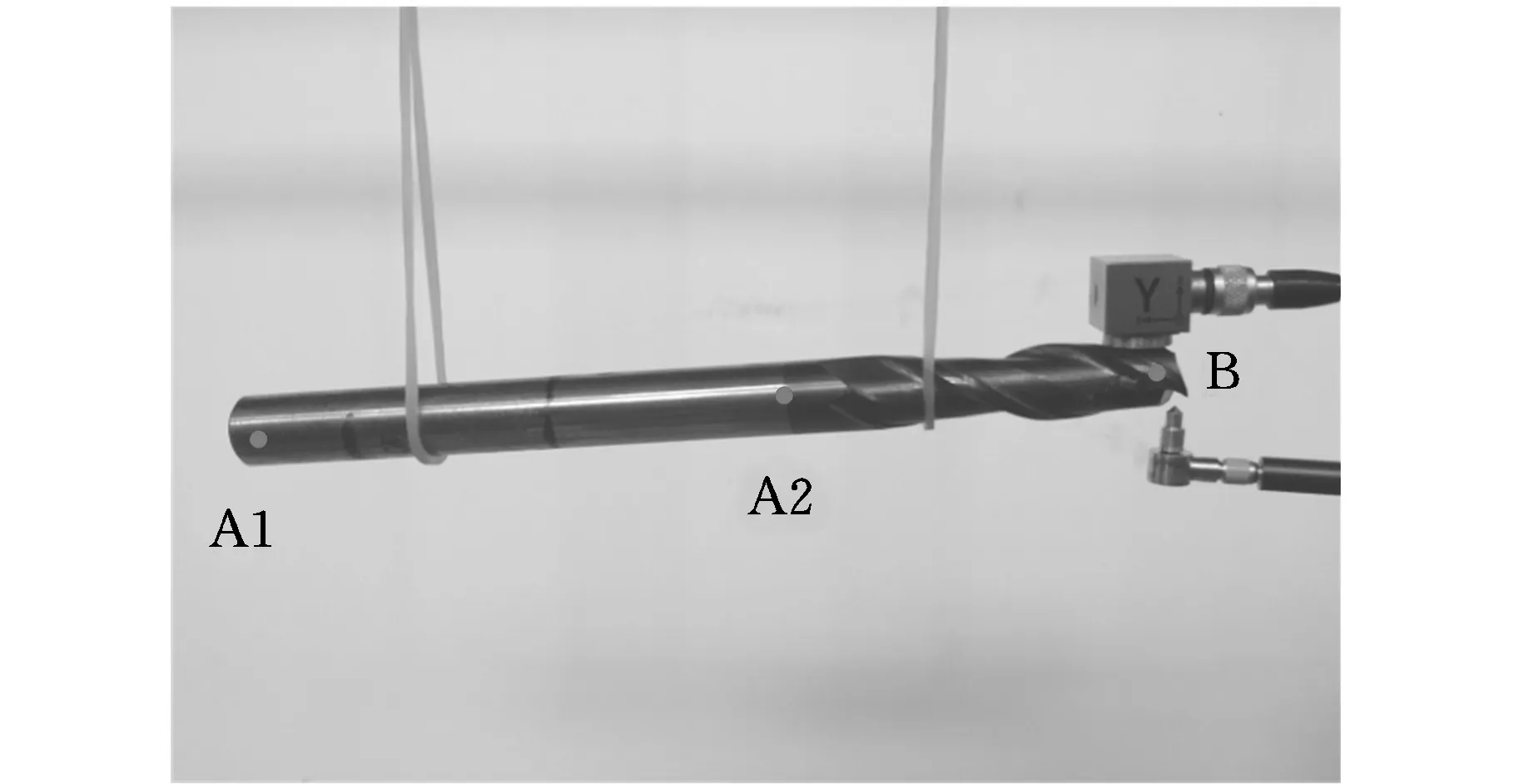
(b)銑刀刀尖點頻響函數測試圖5 銑刀的頻響特性測試Fig.5 Milling cutter’s frequency response test
考慮到銑刀的結構尺寸較小,實驗時選用PCB小型力錘(型號:PCB Model 086E80)對銑刀進行激振。測試系統為LMS SCADAS Mobile,實驗時同步采集加速度信號和激振力信號,配合使用LMS Test Lab軟件對每個測點分別進行5次測量取平均值作為最后分析結果。
為驗證上述實驗裝置和測試方法的有效性,選用一根等直徑圓柱棒(直徑為10 mm、長度為150 mm,材料為硬質合金)為驗證對象進行測試實驗,其原點響應的測試值和理論計算值如圖6所示,二者吻合得很好,說明上述測試方法正確可行。

圖6 圓棒原點響應頻響函數的實驗值與計算值Fig.6 The round rod’s FRF measured and the calculated
根據圖5所示的方法,對表1中5把銑刀分別進行實驗測試,得到各銑刀對應的原點位移頻響函數hA1A1、hA2A2和跨點位移頻響函數hA1A2以及銑刀刀尖點頻響函數hBB。
2.2 刀齒等效直徑的計算
為說明本文方法的有效性,將本文方法和等質量法進行對比。等質量法是確定銑刀刀齒等效直徑最常用的一種方法,它基于銑刀等效前后質量相等的原則確定刀齒等效直徑dm,其計算公式如下:
(22)
式中,M為銑刀質量;ρ為銑刀密度;ds為刀桿直徑;ls為刀桿長度;lm為刀齒長度。
以表1中的5把銑刀為研究對象,按本文方法和等質量法計算的刀齒等效直徑如表2所示。
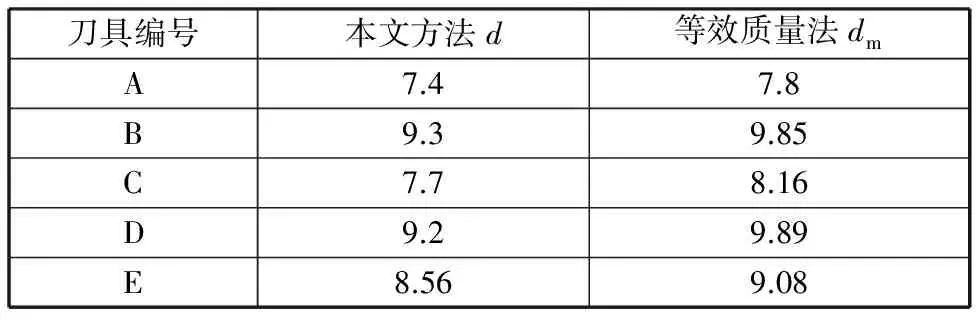
表2 二種等效方法計算的刀齒等效直徑Tab.2 The equivalent diameter of cutter toothcalculated by the two equivalent methods mm
2.3 刀齒等效直徑的計算精度分析
為驗證本文方法的有效性,基于圖1c的子結構劃分,在子結構Ⅱ直徑d(或等質量法確定的dm)已知的情況下,采用RCSA[16-17]剛性耦合子結構Ⅰ(刀桿)和子結構Ⅱ(刀齒),通過下式計算得到銑刀刀尖點頻響函數:
(23)
式中,hBB為銑刀刀尖點頻響函數;Rc4c4、Rc4c3、Rc3c3、Rc2c2、Rc3c4可由子結構Ⅰ、Ⅱ的二個EB梁模型計算得到。
將表2中兩種不同的方法所確定的刀齒等效直徑代入式(23)可分別計算出5把銑刀的刀尖點頻響函數,并與各自的實測結果進行對比,結果如圖7~圖11所示。
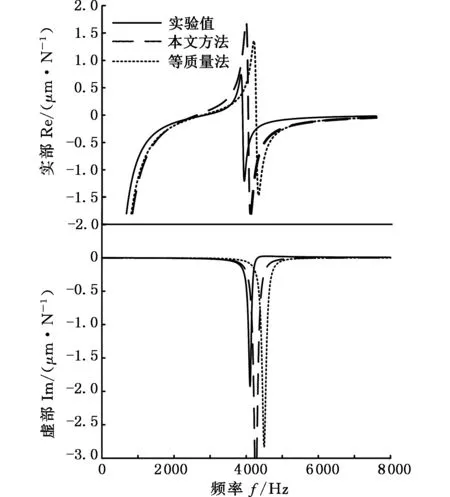
圖7 本文方法、等質量法計算的銑刀A刀尖點頻響函數與實測結果的對比Fig.7 Comparison of milling cutter A point FRF measured with the calculated by the two methods
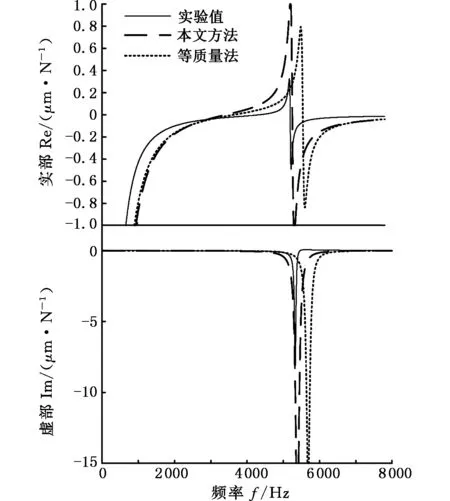
圖8 本文方法、等質量法計算的銑刀B刀尖點頻響函數與實測結果的對比Fig.8 Comparison of milling cutter B point FRF measured with the calculated by the two methods

圖9 本文方法、等質量法計算的銑刀C刀尖點頻響函數與實測結果的對比Fig.9 Comparison of milling cutter C point FRF measured with the calculated by the two methods

圖10 本文方法、等質量法計算的銑刀D刀尖點頻響函數與實測結果的對比Fig.10 Comparison of milling cutter D point FRF measured with the calculated by the two methods
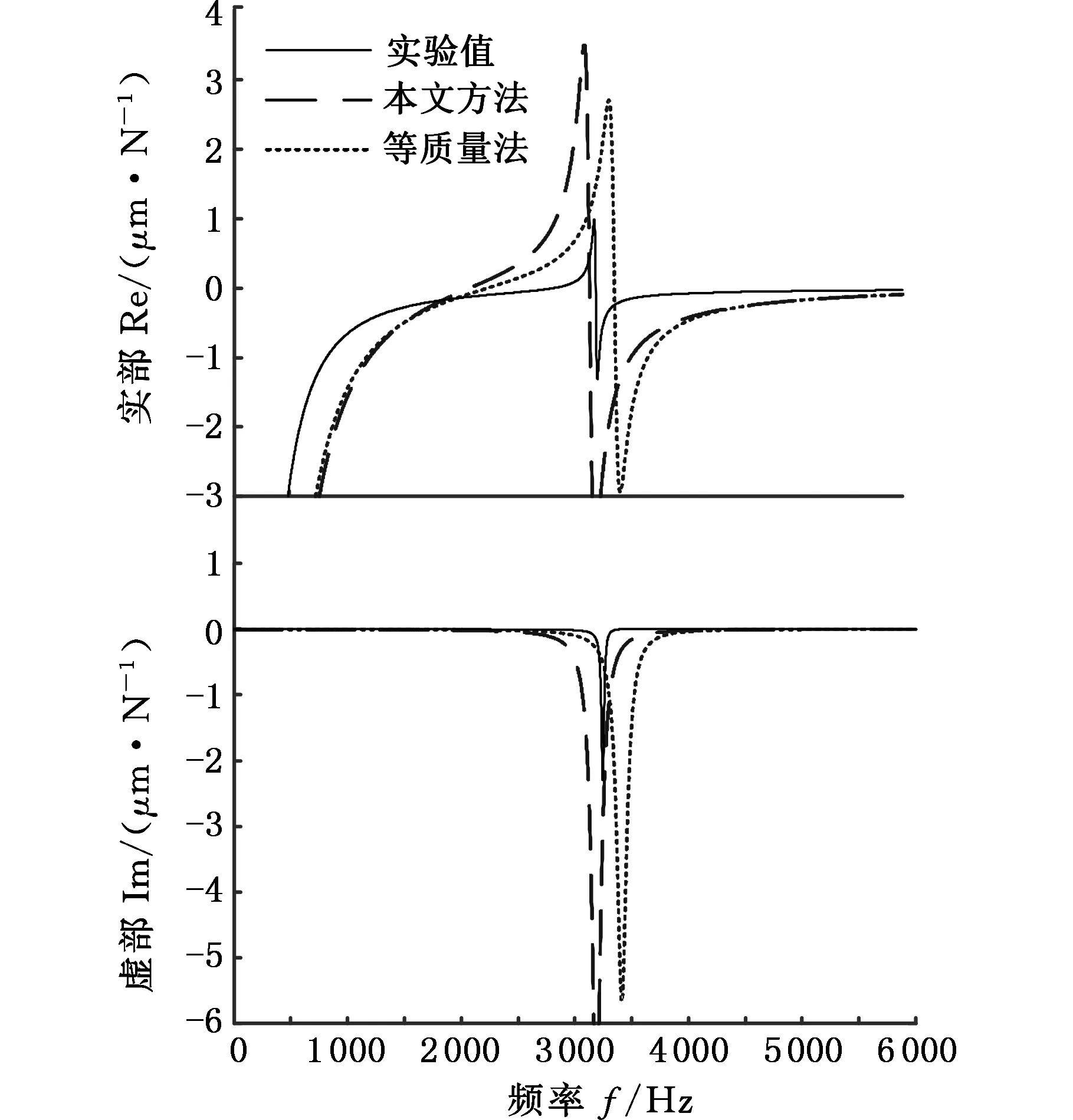
圖11 本文方法、等質量法計算的銑刀E刀尖點頻響函數與實測結果的對比Fig.11 Comparison of milling cutter E point FRF measured with the calculated by the two methods
由圖7~圖11可知,基于本文方法所確定的刀齒等效直徑所計算的銑刀刀尖點頻響函數比等質量法更接近實測頻響函數曲線。為進一步量化對比,列出基于兩種方法所計算的銑刀刀尖點頻響函數固有頻率與實驗結果的固有頻率,如表3所示。由表3可看出:本文方法計算的刀尖點頻響函數固有頻率與實驗固有頻率的相對誤差在0.6%~6.5%之間,而由等質量法所計算的刀尖點頻響函數固有頻率與實驗固有頻率的相對誤差在4.1%~11.3%之間,本文方法獲得了更高的計算精度,并且對不同參數的銑刀具有更好的適用性。
3 結論
(1)提出了一種新的銑刀刀齒等效直徑的優化確定方法,該方法將銑刀劃分為刀齒和刀桿兩個子結構,基于理論分析、子結構分析和頻響函數測試確定優化刀齒等效直徑的目標函數,通過遺傳算法確定刀齒的等效直徑。
(2)以多把不同參數的銑刀為研究對象,采用本文方法、等質量法分別確定其刀齒等效直徑,進而計算出銑刀刀尖點頻響函數,對比了兩種方法的刀尖點頻響函數計算值與實測值之間的差異,結果表明本文方法具有更高的計算精度,且對銑刀參數的變化不敏感,具有更好的適用性。
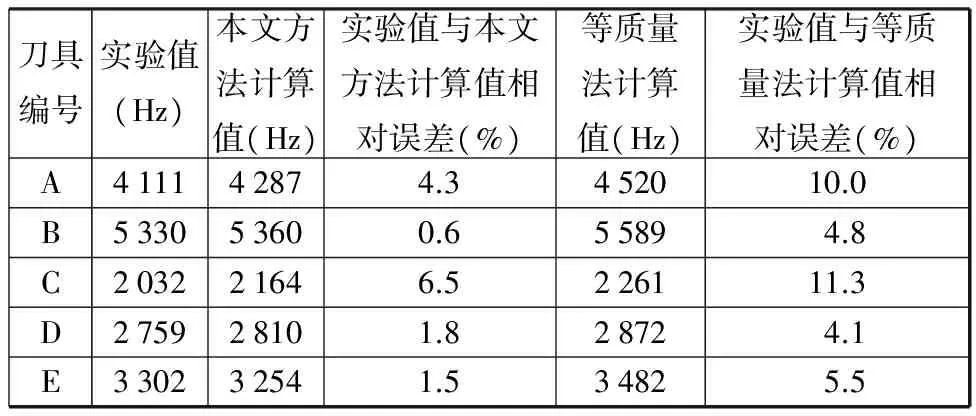
表3 二種等效方法計算的銑刀刀尖點頻響函數固有頻率對比Tab.3 Comparison of milling cutter point’s FRF naturalfrequencies measured with calculated by the twoequivalent methods
參考文獻:
[1] ALBERTELLI P, GOLETTI M, MONNO M. A New Receptance Coupling Substructure Analysis Methodology to Improve Chatter Free Cutting Conditions Prediction[J]. International Journal of Machine Tools & Manufacture,2013,72(3)16-24.
[2] 朱堅民, 何丹丹, 張統超. 基于銑刀精確建模的刀尖點頻響函數預測方法[J]. 振動與沖擊,2016,35(16):142-151.
ZHU Jianmin, HE Dandan, ZHANG Tongchao. A Prediction Method for Tool Point Frequency Response Function Based on Milling Cutters’ Accurate Models[J]. Journal of Vibration and Shock,2016,35(16):142-151.
[3] VODT K L. Determination of the Equivalent Diameter of an End Mill Based on Its Compliance[J]. Annals of the CIRP,1990,39(1):93-96.
[4] 張俊,黃保華,趙萬華,等. 整體立銑刀動力學模型的最優等效方法[J].華中科技大學學報:(自然科學版)2012, 40(增刊2):17-20.
ZHANG Jun, HUANG Baohua, ZHAO Wanhua, et al. The Optimal Equivalent Method of Dynamics Model for End Mills[J]. Journal of Huazhong(University of Science and Technology: Natural Science Edition),2012,40(S2):17-20.
[5] ZHANG J, SCHMITZ T, ZHAO W H, et al. Receptance Coupling for Tool Point Dynamics Prediction on Machine Tools[J]. Chinese Journal of Mechanical Engineering,2011,24(3):340-345.
[6] 張俊, 黃保華, 趙萬華, 等. 面向動態特性快速求解的銑刀等效建模方法[J]. 振動工程學報,2013,26(3):351-356.
ZHANG Jun, HUANG Baohua, ZHAO Wanhua, et al. The Cutter Equivalent Model of Dynamic Characteristics of Fast Solving Oriented Modeling Method[J]. Journal of Vibration Engineering,2013,26(3):351-356.
[7] FILIZ S, CHENG C H, POWELL K B, et al. An Improved Tool-holder Model for RCSA Tool-point Frequency Response Prediction[J]. Precision Engineering,2009,33(1):26-36.
[8] PARK S S, ALTINTAS Y, MOVAHHEDY M. Receptance Coupling for End Mills[J]. International Journal of Machine Tools & Manufacture,2003,43(9):889-896.
[9] MATTHIAS W, ?ZSAHIN O, ALTINTAS Y, et al. Receptance Coupling Based Algorithm for the Identification of Contact Parameter at Holder-tool Interface[J]. CIRP Journal of Manufacturing Science and Technology,2016(13):37-45.
[10] ERTüRK A, ?ZGüVEN H N, BUDAK E. Analytical Modeling of Spindle-tool Dynamics on Machine Tools Using Timoshenko Beam Model and Point FRF[J]. International Journal of Machine Tools & Manufacture,2006,46(15):1901-1912.
[11] DUNCAN G S , SCHMITZ T L. An Improve RCSA Model for Tool Point Frequency Response Prediction[J]. Precision Engineering,2005,33(1):26-36.
[12] MONTEVECCHI F, GROSSI N, SCIPPA A, et al. Improved RCSA Technique for Efficient Tool-tip Dynamics Prediction[J]. Precision Engineering,2016,44:152-162.
[13] 任子武,傘冶. 自適應遺傳算法的改進及在系統辨識中應用研究[J].系統仿真學報,2006,18(1):41-43(66).
REN Ziwu, SAN Ye. Improved Adaptive Genetic Algorithm and Its Application Research in Parameter Indentification[J]. Journal of System Simulation,2006,18(1):41-43.
[14] TASAN A S, GEN M. A Genetic Algorithm Based Approach to Vehicle Routing Problem with Simultaneous Pick-up and Deliveries[J]. Computers & Industrial Engineering,2012,62(3):755-761.
[15] 閆蓉, 蔡飛飛, 彭芳瑜, 等. 基于響應耦合方法的銑刀刀尖點頻響函數預測[J]. 華中科技大學學報(自然科學版),2013,41(4):1-5.
YAN Rong, CAI Feifei, PENG Fangyu, et al. Predicting Frequency Response Function for Tool Point of Milling Cutters Using Receptance Coupling[J]. Huazhong University of Science & Technology (Natural Science Edition),2013,41(4):1-5.
[16] SCHMITZ T L, DONALDSON R. Predicting High-speed Machining Dynamics by Substructure Analysis[J]. Annals of the CIRP,2000,49(1):303-308.
[17] 朱堅民, 王健, 張統超. 一種改進的基于響應耦合子結構法的刀尖點頻響函數預測方法[J]. 中國機械工程,2015,26(3):285-292.
ZHU Jianmin, WANG Jian, ZHANG Tongchao, et al. An Improved Tool Point Frequency Response Function Prediction Method Based on RCSA[J]. China Mechanical Engineering,2015,26(3):285-292.
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
兒童故事畫報(2019年5期)2019-05-26 14:26:14
產品可靠性報告(2017年7期)2017-09-05 09:49:12
Coco薇(2016年2期)2016-03-22 02:42:52
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
